锂电池电池组PACK制造流程要点
电池PACK一般指的是组合电池,重要指锂离子电池组的加工组装,重要是将电芯,电池保护板,电池连接片,标签纸等通过电池PACK工艺组合加工成客户要的产品。
电池PACK在现在重要集中在锂离子电池包PACK厂,都捅有自己的PACK结构设计,PACK电子设计和PACK生产车间,能根据客户的需求进行自主的开发设计,通过电池方法,电池规格书,电池样品达到客户的PACK锂离子电池定制需求确认后,再让PACK车间的PACK生产线进行生产加工,品质检验合格后出货。
针对储能动力类产品, 锂电池电池组PACK制造流程要点如下:
一、分选配组
电池分选是指选取合适的变量如电池欧姆内阻、极化内阻、开路电压。额定容量,充放电效率、自放电率等,通过分选将电池分类,将电池参数一致性较好的电池分为同一类。
主要提高电池成组后内部特性一致性,实现提高模组的使用效率和延长其使用寿命的目的。
电池分选方法主要有单因素法、多因素法、动态分选法。
1. 一种锂电池的配组方法,包括如下步骤 :
测试电芯容量 :将要分容的电芯安装到检测设备上,按要求的电流进行充放电循环 3 次,将第四次单电芯的电压充电至额定容量设定的百分比范围 ;
获取配组参考基准 :记录第 3 次电芯的放电容量、恒流充电时间和恒压充电时间等参 数 ;
电芯容量分选 :按照第 3 次循环的电芯的放电容量为标准,设定下限容量,取大于下限 容量的电芯为合格电芯 ;
电芯初步配组 :以所得恒流充电时间和恒压充电时间二者的参数为基准,将容量合格 且具有相同或相近的恒流和恒压充电时间参数的电芯进行配组 ;
电芯电压降:将配组好的电芯,在设定的环境中将电芯储存一段时间测量其电压降,确 定电压降合格标准后,分选出合格的电芯 ;
电芯最终配组 :挑选出电压降合格的电芯,以压降合格的电芯进行最终配组。
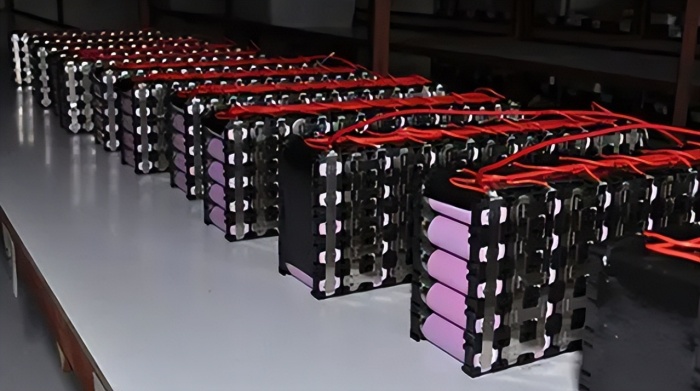
二、锂电池组电芯装配夹具,上自动电焊机
电芯装夹具时,需要按照PE工程师SOP中的电芯正负极顺序进行装配,顺序颠倒会造成电芯短路。设置好自动电焊机程序后,将夹具电芯放进,开始自动点焊。
完成自动点焊后,品质需要对自动点焊的电池组进行点检,漏点炸点处,需要补焊。
三、锂电池组焊接PCM/BMS
PCM或PCB(保护电路模块或电路板)是锂电池组的“心脏”。它将保护锂电池免受过充电,过放电和短路等,避免锂电池组爆炸,火灾和损坏。
对于低压锂电池组(<20个电池),应选择具有平衡功能的PCM,以保持每个电池的平衡和良好的使用寿命。对于高压锂电池组(> 20个电池),应考虑使用先进的BMS(电池管理系统)来监控每个电池的性能,以确保电池更安全的运行。

员工必须带有静电手环,避免PCM/BMS受到静电损坏。
根据不同电池组设计有不同的步骤。如果是设计为PCM点焊上电池组的,则不需要焊锡,品质也需要对PCM点焊到电池组进行点焊点检。
若PCM/BMS需要焊锡,连接螺丝的PACK,对焊点,螺丝连接点也需要进行点检。保证品质。电压采集线,需要按照顺序B-,B1...依次到B+;或拔下电压采集线排插后焊接,焊接完成,对采集排插进行检测,确认无误后再连接BMS。

四、半成品绝缘
对电压采集线,导线,正负极输出线,进行必要固定与绝缘。辅料常规为高温胶布,青稞纸,环氧板,扎带等。需要有安全意识,不可对电池组电压采集线或输出导线进行叠加压迫,容易导致挤压破损造成短路。
五、半成品测试
电池组加上BMS后,可以进行一次半成品测试,常规测试包括:简单充放电测试、整组内阻测试、整组容量测试、整组过充测试、整组过放测试、短路测试、过流测试。如有特殊要求需进行高温低温测试、针刺测试、跌落测试、盐雾测试等,特殊锂电池组测试,有破坏性,建议抽检。
需要注意电池组的承受能力,如整组过充测试时,BMS是否可以耐高压;短路测试时BMS是否可以承受瞬间高压高电流;过流测试时BMS是否可以承受脉冲电流等。

六、PACK包装
这一步,也需要看设计。但包装前,必须做好信号采集线,电池组正负极的绝缘。
PVC包装的电池组,过热缩机。超声封口的电池组,上超声机器。带金属外箱的电池组,进行外箱组装。这过程中,需要注意电池组轻拿轻放,避免碰撞,挤压等。导线更要做好绝缘,避免短路。
七、整组测试
整组测试仪设置好参数,电池组上整组测试仪进行测试。
主要测试项:出货电压、内阻、简易充放电。
备选测试项:过流、短路。
八、装箱出货
按开模泡棉尺寸装箱,切勿随意摆放,电池组运输时,最怕内部包装空虚。一定要保证内部有足够的泡棉进行缓冲,避免运输撞坏。大电池组PACK,安全起见,需要安排打木架出货。
以上,所有流程,品质都要跟踪管控到位。每一岗位需要熟练员工做熟练的工种,保证品质的同时,又能提升速度。
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多