浅谈热冲压成型技术
1、热冲压成型技术概述
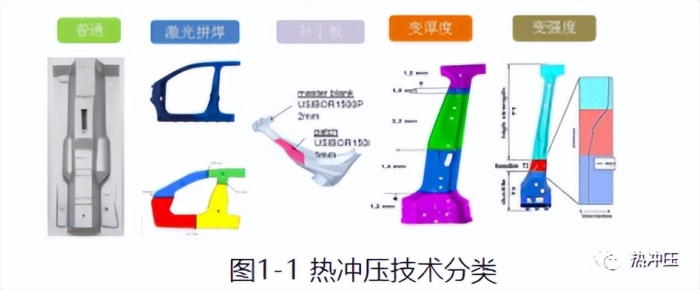
热冲压技术是将板材(抗拉强度为400-600MPa的锰硼钢),加热到奥氏体温度范围,快速送入模具,快速冲压,在压机保压状态下对模具进行淬火冷却,最后获得超高强度的零部件(组织为马氏体,强度大于1500MPa)的成形工艺,能有效提高整车的碰撞性能,降低车身重量。也称为“冲压硬化技术”。该技术分为普通热冲压、激光拼焊热冲压技术、补丁板、变厚度、变强度技术(图1-1)。
2、热冲压成形的工艺流程
目前,热成形用钢均选用硼合金钢,因微量的硼可有效提高钢的淬透性,使零件在模具中以适当的冷却速度获得所需要的马氏体组织,从而保证零件的高强度。目前热冲压成形用钢有4种:Mn-B系列、Mn-O-B系列、Mn-Cr-B系列、Mn-W-Ti-B系列。其中,汽车覆盖件热冲压成形钢板一般分为不带涂层钢板以及带涂层钢板。
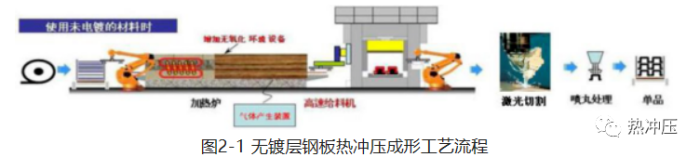
1) 无镀层钢板
无镀层钢板成本低、焊接性能好,但其加热、冲压过程中有氧化皮产生需要进行喷丸处理,零件存储过程易生锈,耐腐蚀性能较差。
2) 热冲压镀层钢板
按镀层成分体系划分,可分为铝硅(Al-10Si)镀层、电镀锌镍(Zn-10Si)镀层、热镀纯锌(GI)层和合金锌铁(GA)镀层,相比无镀层板材,其优势为:加热炉在生产过程中无需保护气体;热冲压件在加热、冲压过程中无氧化皮产生,无需喷丸处理,对模具无影响,减少了工艺环节和生产设备;零件在储存过程中不生锈,耐腐蚀性能好。其缺点为:目前比较成熟的汽车覆盖件用热冲压镀层钢板只可从国外采购,成本相当高;当板料加热到一定温度时,镀层易和加热炉陶瓷辊粘结,需定期更换陶瓷辊,年维护成本较高。

图2-2 铝硅镀层钢板热冲压成形工艺流程
3) 局部热冲压成形生产工艺
为了提高高强度钢板冲压零件吸收碰撞能量与阻止入侵等性能,国外一些发达的汽车企业已经研制出局部加热形式,即对同一个料片差别加热,使料片体现不同的特性,即局部强化。局部加热方式有两种:模具局部加热与料片局部加热。

图2-3 局部热冲压成形生产工艺流程
局部加热热冲压成品件低强度部位强度约为800MPa,加热部位强度约为1500MPa,这样既满足了车体吸收碰撞能量强度要求也满足了阻止入侵的强度要求。
3、热冲压成形的技术应用
随着热成形技术的发展,热成形种类越来越多,并且也越来越成熟。据统计,白车身上有接近40个零件都是可以使用热成形工艺的,如图3-1光亮处所示。
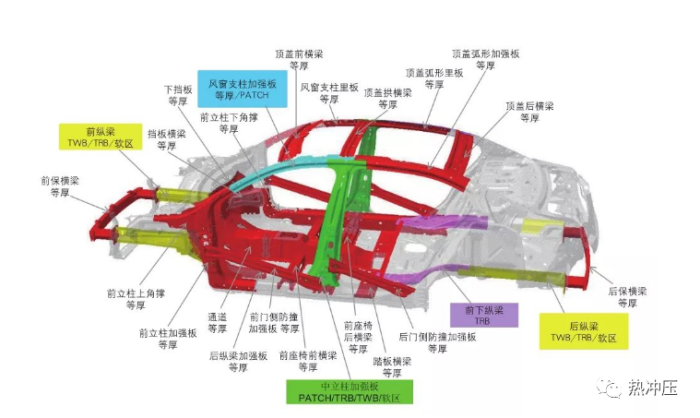
图3-1
3.1国外主机厂应用情况
国外汽车制造业高度重视高强度钢板的热成形技术,欧洲和北美等地汽车商要求必须使用温热成形高强度冲压件制造车身关键部件,它已成为汽车制造业的发展趋势,市场非常广大。
沃尔沃XC90(2015)热成型零部件占车身比例高达38%。除了采用普通热冲压成形的C柱、纵梁、横梁、中通道等,还采用了激光拼焊的前后纵梁、B柱,变强度的A立柱,所有零部件都采用Al-Si涂层的原材料。

(a) 沃尔沃XC90

(b)长安福特全新福克斯
长安福特全新福克斯热成型零部件占车身比例高达30%。除了采用普通热冲压成形的B柱、纵梁、横梁、中通道、门槛边梁等,还采用了激光拼焊的前纵梁、A立柱,所有零部件都采用Al-Si涂层的原材料。
全球白车身热冲压零部件应用趋势
(以当年使用热成型零部件最多的车型进行统计)
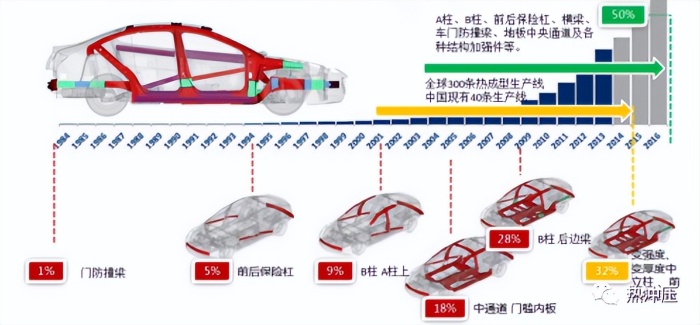
图3-3
备注:
a. 合资车型热成型零部件比例(2015)高达38%;
b. 合资品牌为了提高热成型零部件的防腐性能,还因为品牌效应,主要生产中高端车型,其热成型零部件原材料大量采用带Al-Si涂层,而且还应用变强度、变厚度、激光拼焊等热成型零部件。
3.2 国内主机厂应用情况
在国内,热成形技术相关研究与应用刚刚起步。国内汽车钢板的主要供应商对热成形技术非常重视,已经开展了热成形高强度汽车板的研究,并成功开发出商品化温热成形用高强度硼合金钢板,这无疑会推动热成形技术与装备在我国的发展和应用。
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多