低载荷总装线针对大质量新能源汽车的工艺布局调整
0 前言
当前,中国新能源汽车市场已经进入充分竞争阶段,给消费者带来更多选择的同时,车企间的角逐也变得更加激烈,各大车企都加大了对新能源车的研发力度,车型快速迭代推向市场。如何在最短的时间、以最少的投资让工艺快速满足产品需求,特别是随着新能源汽车的重量越来越大,工艺的布局调整受低载荷生产线影响较大,对工艺规划工程师提出了较大的挑战。本文以新能源汽车总装工艺布局为根底,对低载荷的总装生产线展开讨论,实现总装工艺布局调整的合理性。
新能源汽车的电池重量比燃油车的发动机和变速器重不少,再加上电机、电控等配件重量,使得有些新能源汽车比燃油车要重很多。目前很多新能源汽车为了能够吸引消费者选购,在内饰用料及设计等方面都花了大成本,例如更厚实的座椅,或者更抢眼的大轮毂,这些都在无形中加大了其自身重量。相比燃油车,新能源汽车往往重量增加约10%。
虽然轻量化电动轿车集成开发已作为国家重点攻关课题,在保证汽车的强度和安全性能的前提下,尽可能地降低汽车的整备质量,从而提高汽车的动力性,汽车的轻量化已经成为世界汽车发展的潮流,但轻量化发展是一个长期的、持续的过程,不会一蹴而就,因此不断推陈出新的新能源车型对总装低载荷工艺线体造成极大的挑战,对工艺规划也提出了新一轮的课题。
1 新能源汽车总装工艺流程
总装生产线由油漆车身输送线、前装线、底盘装配线、后装线、电池合装及电检线、调整检查线、整车性能检测线等主线,车门分装线、仪表分装线、前后轴分装线、前后保分装线、座椅线、轮胎线、电池包线等辅线及分装线组成。
其中,电池合装通常在车身吊具上实现,在电池合装完成之后,进行管路连接、安规检测、电池冷却液加注和电检等作业。
通常尺寸大致相同的新能源汽车比燃油车重约10%,故电池包合装线的钢结构承载对工艺通过性起着决定性作用。面对不断推陈出新的新能源车型,如何采用较小的投资,较短的周期对工艺线体进行改造,满足新车型的生产需求,成为工艺规划工程师研究的方向。
2 总装工艺布局调整思路
工艺规划工程师在新车型导入时,需根据新能源汽车电池合装后的整车重量对工艺线体开展可行性分析,通常采用增加工艺线体钢结构承载达到目标,具体分析步骤如下:①根据整车重量,评估工艺线体钢结构承载改造方案;②根据工艺线体钢结构承载改造方案和厂房工艺吊点载荷数据,最终确定实施方案。
上述过程中存在以下不利因素:①年代较久的厂房工艺吊点载荷数据无法查询,影响方案确定最终时间,导致项目周期延长;②厂房吊点载荷满足工艺线体钢结构承载改造,现场改造周期长,需连续性停产,影响现有产线正常生产;③厂房吊点载荷无法满足工艺线体钢结构承载改造,则必须采用增加工艺线体钢结构立柱,提高工艺线体钢结构载荷,但可能影响工艺装配线双边物流及有效装配工位数量,导致生产节拍无法满足。
正因为存在以上不利因素,那是否有更好的方式或其他途径来满足工艺需求?我们通过第一性原理,逐步寻找工艺需求的源点:①新能源汽车比传统燃油车整车重量增加的最大的因素是什么呢?答案是动力电池;②没有动力电池的新能源汽车重量是否可以满足工艺线体载荷呢?答案是肯定的;③动力电池是否可以不在现有的工艺线体装配,通过BOP调整到其他区域进行呢?
我们围绕最后的源点及零部件装配搭接关系,分析调整BOP的工艺可行性。整车在后装线将座椅、轮胎及蓄电池等零部件装配,至CP7检查线完成液体加注、门盖调整等工序后,通过AGV将整车自动搬运至电池装配工作岛进行动力电池的合装,之后进行管路连接、安规检测、电池冷却液加注、电检和质量检查等,再进行后续的检测线作业。
图1为新能源汽车总装电池合装BOP调整前流程,图2为新能源汽车总装电池合装BOP调整后流程,从图2的虚线框中可以清晰地看到电池包线从图1的连续产线脱离,成为了独立的电池装配岛。
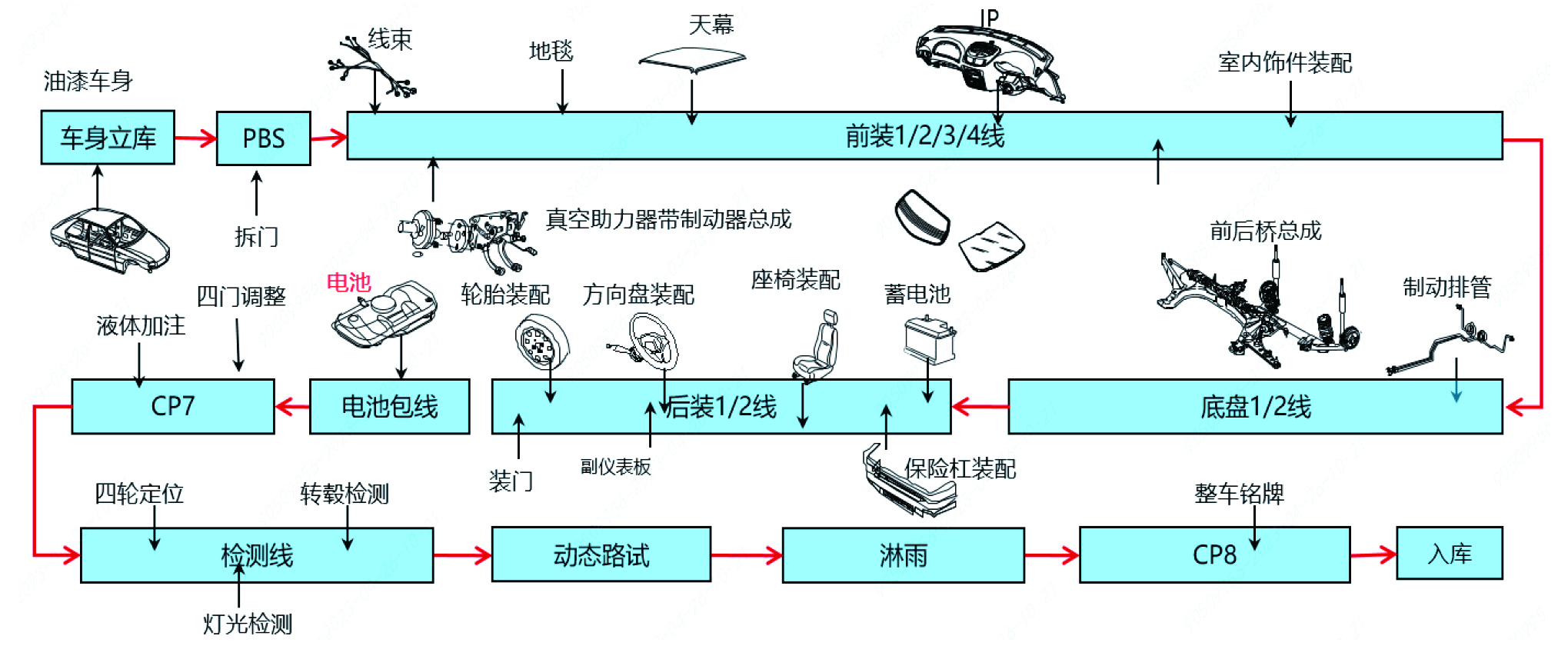
图1 新能源汽车总装电池合装BOP调整前流程
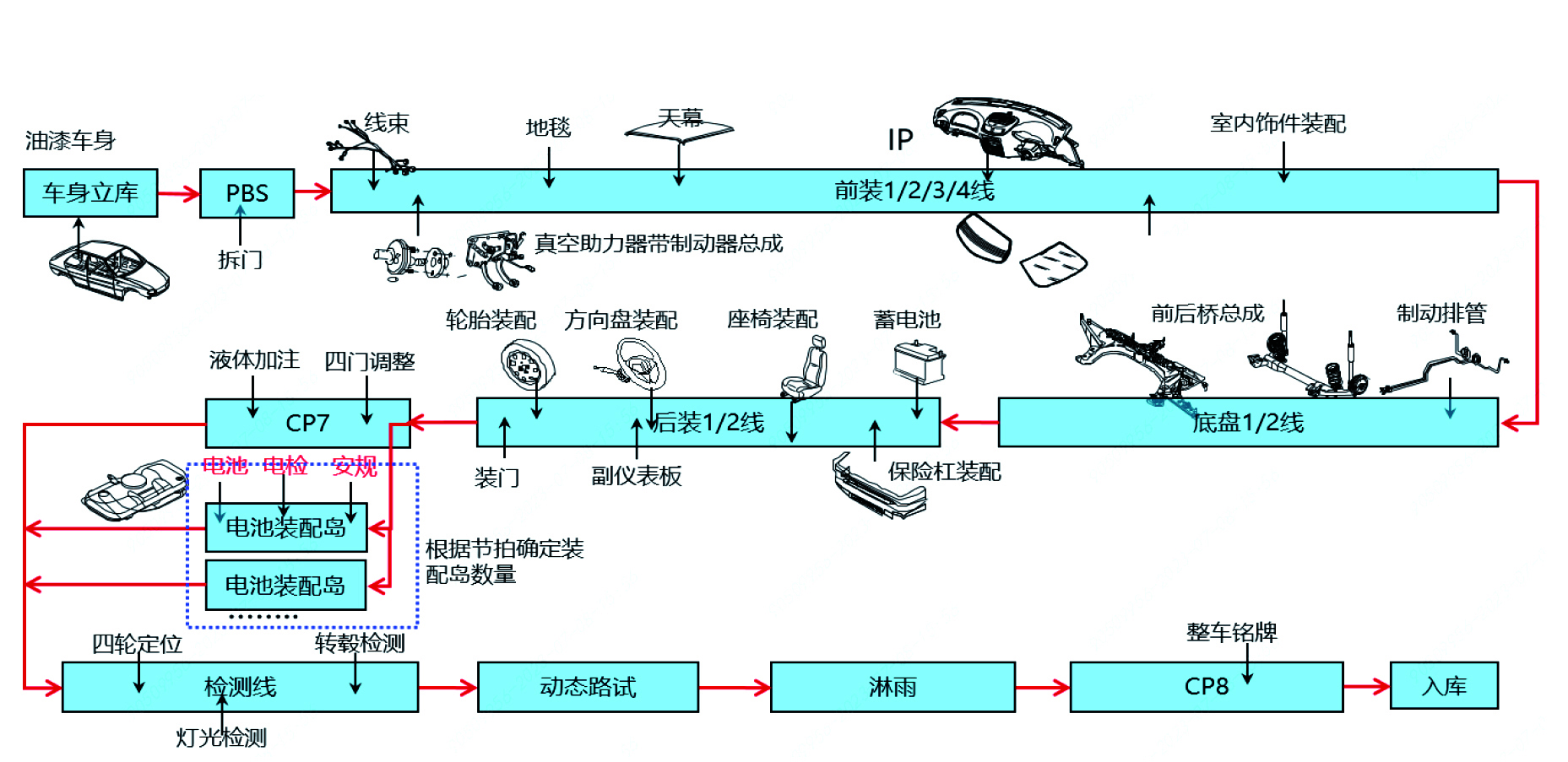
图2 新能源汽车总装电池合装BOP调整后流程
3 电池装配岛配置及节拍分析
工艺设备配置:四柱举升机、防冻液加注机、安规检测和电检。
AGV自动搬运运行方案及数量:采用潜伏式AGV(图3),从电池装配岛自行运行至CP7调整线上的车身底部,根据车辆轴距自动调整AGV长度尺寸,打开轮胎夹紧装置(图4),依靠车辆轮胎与夹紧装置的摩擦力,使车辆离开地面50~60mm,车辆通过轮胎支撑于夹紧装置上,AGV将车辆输送至电池装配岛指定位置后,AGV轮胎夹紧装置脱离车辆,AGV自动运行至CP7调整线,开始下一台车辆的搬运(图5、图6)。

图3 AGV接车状态

图4 AGV轮胎夹紧状态

图5 AGV将整车搬运至装配岛路程中

图6 AGV到达装配岛状态
电池装配岛数量:根据单个工作岛操作工时,并结合新能源整车的产能需求,确定工作岛数量,单个工作岛大约可满足4JPH的产能,见表所示。同时电池装配岛可采用“一次规划,分期实施”,预留场地,结合后续产能需求逐步增加,避免投资浪费。

AGV数量:根据工艺线体节拍和电池装配岛数量统筹测算。
以上为某主机厂在2023年PHEV新车型导入时采用的工艺方案,目前已进入批量生产状态,运行良好。
4 结语
随着新能源汽车发展得越来越快,传统的汽车主机厂为提高现有产线利用率,降低土地、厂房基建投资和工艺设备投资,新能源汽车必然与传统燃油汽车共线生产。本文通过已实施的案例对低载荷工艺线体如何满足大质量新能源汽车生产给予分析、实施、验证和量产,希望可以给工艺规划工程师们提供一种新的解决思路,尽可能减少投资以及现场改造周期长导致的停产损失。
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:傅文,单位:奇瑞汽车股份有限公司。责任编辑龚淑娟,责任较对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多