装配线拧紧工具精度全周期信息化管理
0 引言
螺栓紧固是汽车行业最普遍的装配方式之一,如每辆商用车平均 4000 ~ 7000 个紧固件,整车装配过程约 75% 的时间,用于各类紧固件的装配,紧固对汽车质量的稳定性、安全性和经济性有重大影响,据行业统计分析,汽车 30% 故障维修与紧固有关。
螺栓拧紧控制是每一个汽车厂不断研究的课题。目前各车企基本已实现生产过程装配和检验等环节控制,由于生产线定扭工具设备数量及种类较多,有手动、电动和气动等,缺失上游系统拧紧工具设备系统的标定精度过程监控及追溯信息化管理,难以实现上下游闭环扭矩管理。
开发定扭工具精度全周期信息化管理系统,将信息化技术与智能化标定设备相结合,可以实现标定数据自动获取与存储,定扭工具粘贴二维码,通过扫码形成工具标定日志,自动计算当前工具的标定值,实时比对、异常报警,对标定数据进行分析,实现工具标定系统化和数字化管理,以保证定扭工具的稳定性和可控性。
1 总装线拧紧工具管理痛点
1.1 校验超期
目前总装线较多的零部件螺栓使用电动、手动定扭工具进行拧紧,拧紧工具校验后,需要人工备注下一次校验日期,人工监督,容易遗漏、超期,或者通知使用部门后,存在到截止日期还未送计量室现象。
1.2 校验计划混乱
根据工具的校准期限进行校验,对校准时间无法统筹合理安排,若同时间段送校的工具较多时会造成人力上的压力;拧紧工具校验的排程无法通过全局视角统筹计划。
1.3 拧紧工具校准人工统计
下发的工具,统计需要人工完成,校准结果也需要人工进行记录,存在出错风险;各个区域工具没有统筹的视角查看当前状态。定扭工具精度标定检验端缺失全周期过程信息化监控和追溯,难以实现上下游闭环扭矩管理。
2 拧紧工具精度全周期信息化管理系统
2.1 系统架构及后台管理模块
拧紧工具全生命周期管理系统是为保证扭矩工具的稳定性和可控性设计的一套软件和硬件平台,它能有效监控标定精度数据全过程,其目的是在拧紧工具全生命周期内保障其精度可靠性,保证扭矩的精度和重复性时刻达到装配要求。
系统硬件部分为带数据传输及数据管理的扭矩检定仪,分别布置在车间固定拧紧工具工位旁和线体的标定工位,各检定仪通过搭建的网络系统进行组网;车间拧紧工具粘贴二维码,赋予工具唯一的身份。
基于数据库开发的数据收集软件,安装在服务器端,针对每一把定扭工具进行标定数据的存储和采集,形成工具标定日志。对拧紧工具从标定过程建立精度数据信息化档案,实现数据的积累和长时间的跟踪,对标定校准周期进行时间管理,对精度标定工作量进行合理分配,实现拧紧工具全生命周期系统化和数字化管理。
拧紧工具精度全周期信息化管理系统架构如图 1所示,后台管理模块流程如图 2 所示。
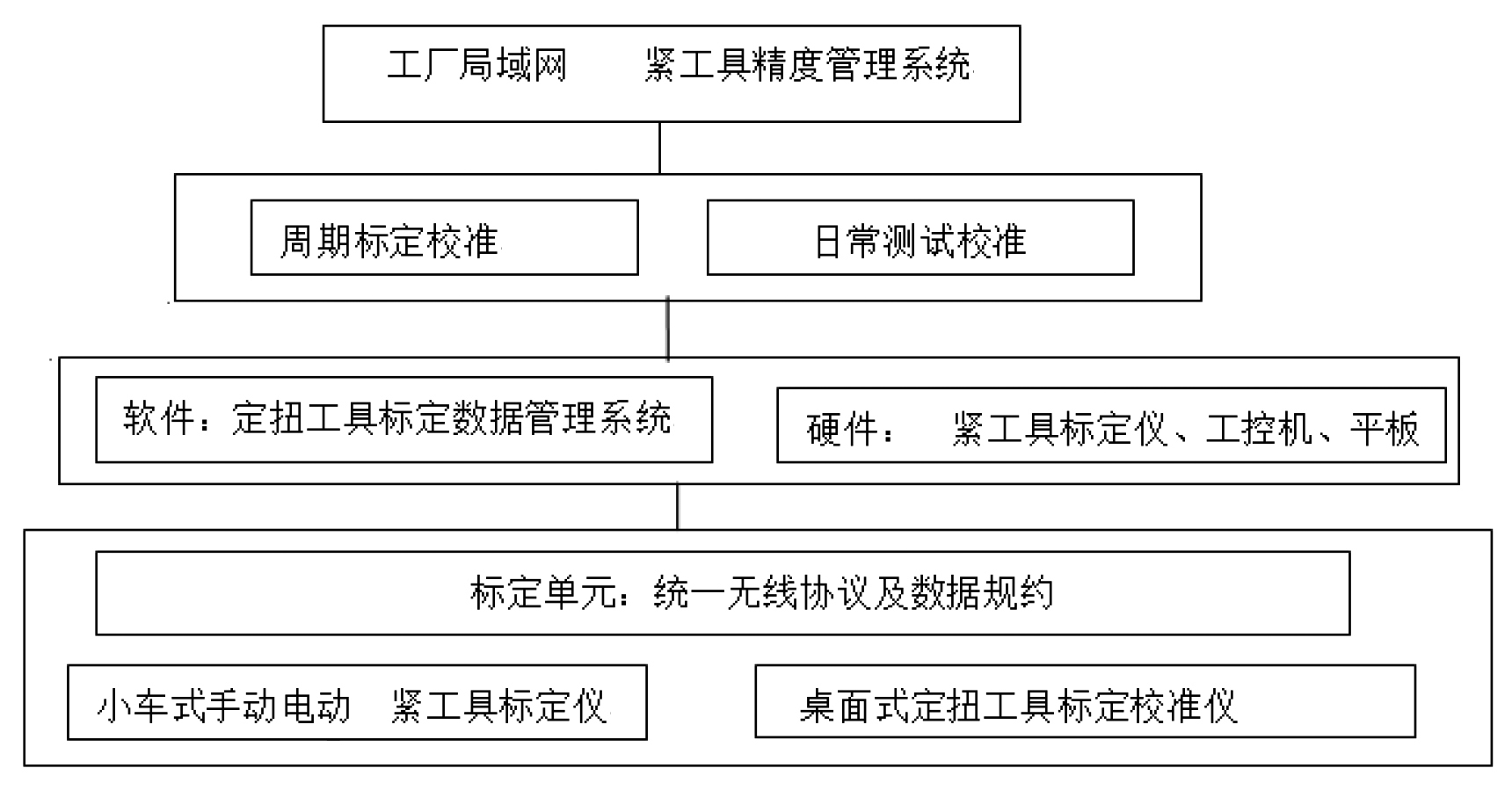
图1 系统架构
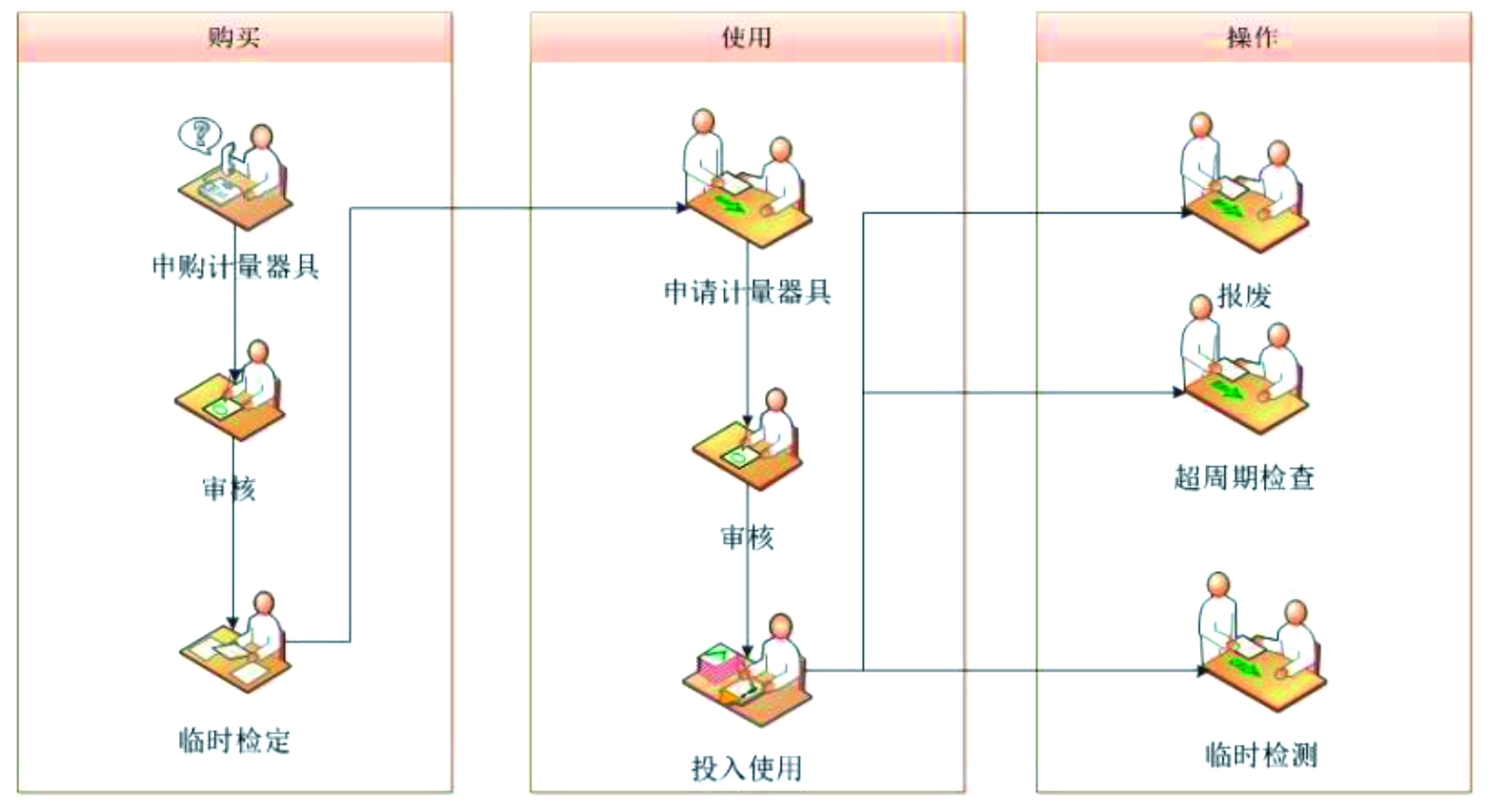
图2 流程模块
2.2 计量工作模块
2.2.1 工作流程工作流程如下:
①用扫描枪扫描工具上的二维码,自动录入工具信息;
②与后台数据进行校对;
③将定扭扳手装夹在检定仪上;
④转动检定仪手轮,使扭力扳手产生转动;
⑤判定标定结果;
⑥校准数据与工具信息对应实时上传;
⑦校准数据分析与管理。
2.2.2 定扭工具标定校准
检定仪传感器采用专用数字转换模块,能对传感器的输出信号进行硬件处理和软件规格化处理,接收输入信号的范围广,分辨率高。数字模块可实现传感器的自动识别,正反向多点线性标定,实现数字仪表功能,使得扳手的检定测试更加方便快捷(图 3)。
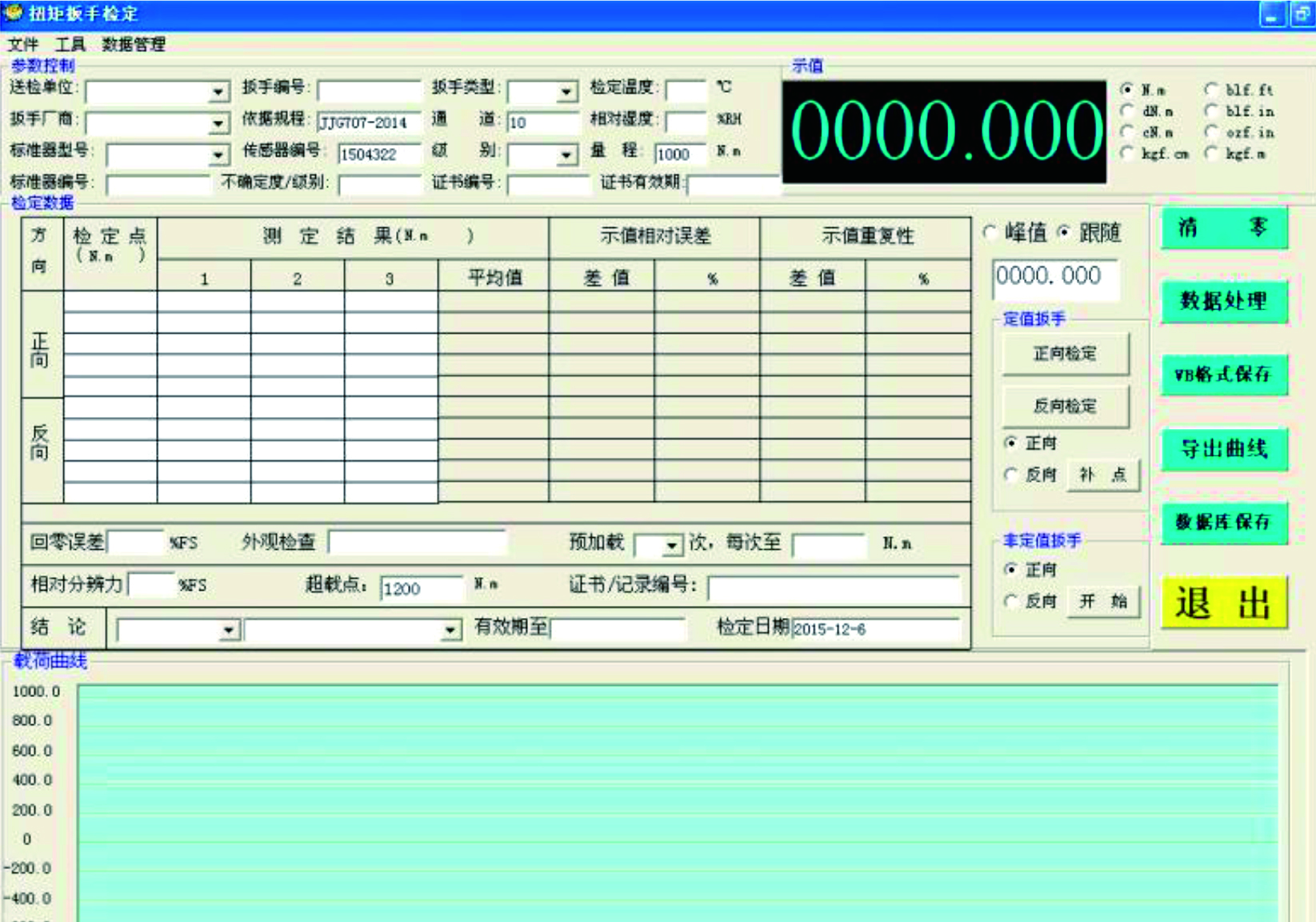
图3 定扭工具标定界面
① 配备通信端口,便于数据上传和采集,检定仪器采用 UBS 接口连接工控机,通过工厂局域网、蓝牙等,实时与后台系统交互,保障数据的透明性和一致性。
② 配备专业扫码装置,高效、准确录入工具信息,同时与后台数据进行校对。
③ 根据工厂质量控制要求设置扭矩校验周期,校准时可自动与拧紧工艺数据校对,全面保障定扭工具的精度与工艺准确性。
④ 符合《JJG-797-2013》扭矩扳子检定仪检定规程。
⑤ 快慢速多级可调,加载省力;系统准确度等级为 0.3 级。
⑥ 采集速度快,有三种工作模式,分别是:第一峰值模式、峰值模式和跟踪模式 。
⑦ 传感器加载采用纯扭矩加载的方式,加载方式为转轴式,系统误差小。
⑧ 传感器底部装配轴承,消除侧向力影响;支持热插拔,系统自动识别、快速更换。
⑨ 配置工控机、笔记本电脑或工业平板电脑可实时绘制加载曲线。
⑩ 反力臂装置具备高度可调功能,有效力臂长度(L)具备整体式伸缩可调功能,调整范围须满足:0 ≤L ≤ 2300 mm,且符合人们的操作习惯,反力臂装置置于台面右侧。
2.3 拧紧工具精度标定数据管理模块
定扭工具标定数据管理软件安装在工控机和电脑端,对拧紧工具的标定数据采集、分析和反馈,以及拧紧工具生命周期车间标定校准过程记录管控;报表的自动生成,按部门、产品等维度做相应的分析报表,实时查看。
工具管理模块如图 4 所示,系统功能如下:
①基于数据库开发软件,将所有的标定值上传到服务器端,将所有现场标定数据都存储在同一个数据库中,实现拧紧工具标定数据全追溯。
②配置相应打码及扫描专业装置,利用系统形成并打印二维码,粘贴在工具上,赋予拧紧工具唯一身份;标定校准时,扫描二维码,实现标定数据与工具、紧固部位等匹配管理。
③采用台账式数据管理,在系统内输入定扭工具名称、工具编号、工具型号、供应商、所属部门、车间、工段、使用工位、紧固部位、标定扭矩标准值、标定周期及检测人等,实际标定值、本次标定时间和下次标定时间等信息在标定校准时实时上传及匹配,形成标定数据台账式管理。
④标定数据全部实现自动采集,系统记录标定数据,定义默认访问界面的内容,如校验日期默认为标定日期当日,防止出错。
⑤拧紧工具标定时,数据不合格就实时报警,系统根据工具标定值的精度范围,自动将上传数据与系统标定数据进行对比,超出精度公差范围即判定为不合格;同时标定后管理界面显示“Ok”或“ Nok”判定结果,对现场工具精度实现清晰管理。
⑥系统可以针对工具标定到期的日期,汇总未来时间内具体每天工具到期的数量,自动形成标定计划。对于到期未标定的工具信息进行报警,显示为红色。
⑦系统可根据标定校准结果,自动形成工具车间校准标定报告,该报告可根据业务单位需求调整显示内容。
⑧针对车间、工段,系统可自动计算规定时间段的标定数据合格率(即不合格标定值数量占总数量的百分数)。
⑨系统自动计算实际标定精度,判定工具精度等级是否合格,并对标定精度不合格的工具数据用红色进行警示。
⑩系统具有多方位检索功能,可根据车间、工具、标定日期及标定结果判定(合格、不合格)等进行检索查询(图 5),并能按要求导出相应的 Excel 表。

图4 工具管理模块
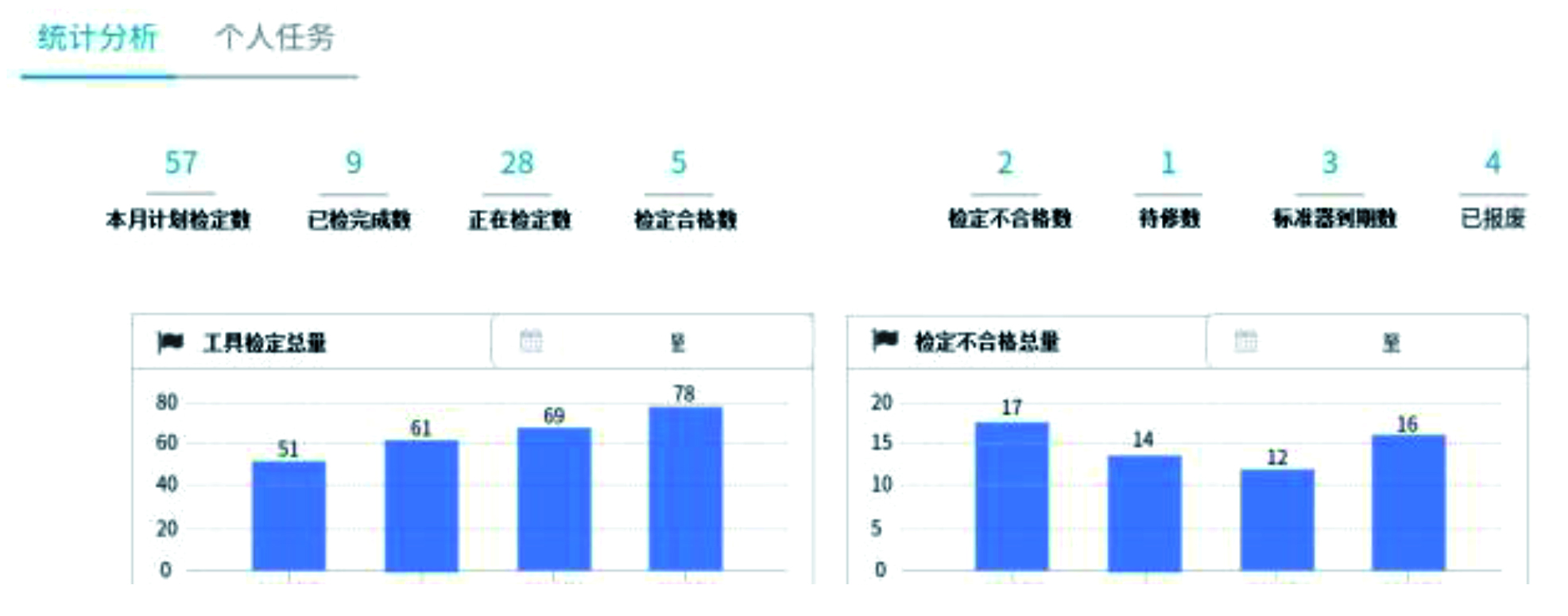
图5 定扭工具标定分析
标定工作系统安排:系统可以针对工具到期的日期,绘制未来时间内具体每天工具到期的数量,以供计量人员提前安排检定计划。
①系统可预设每日待检工具数量(图 6),超过则预警。
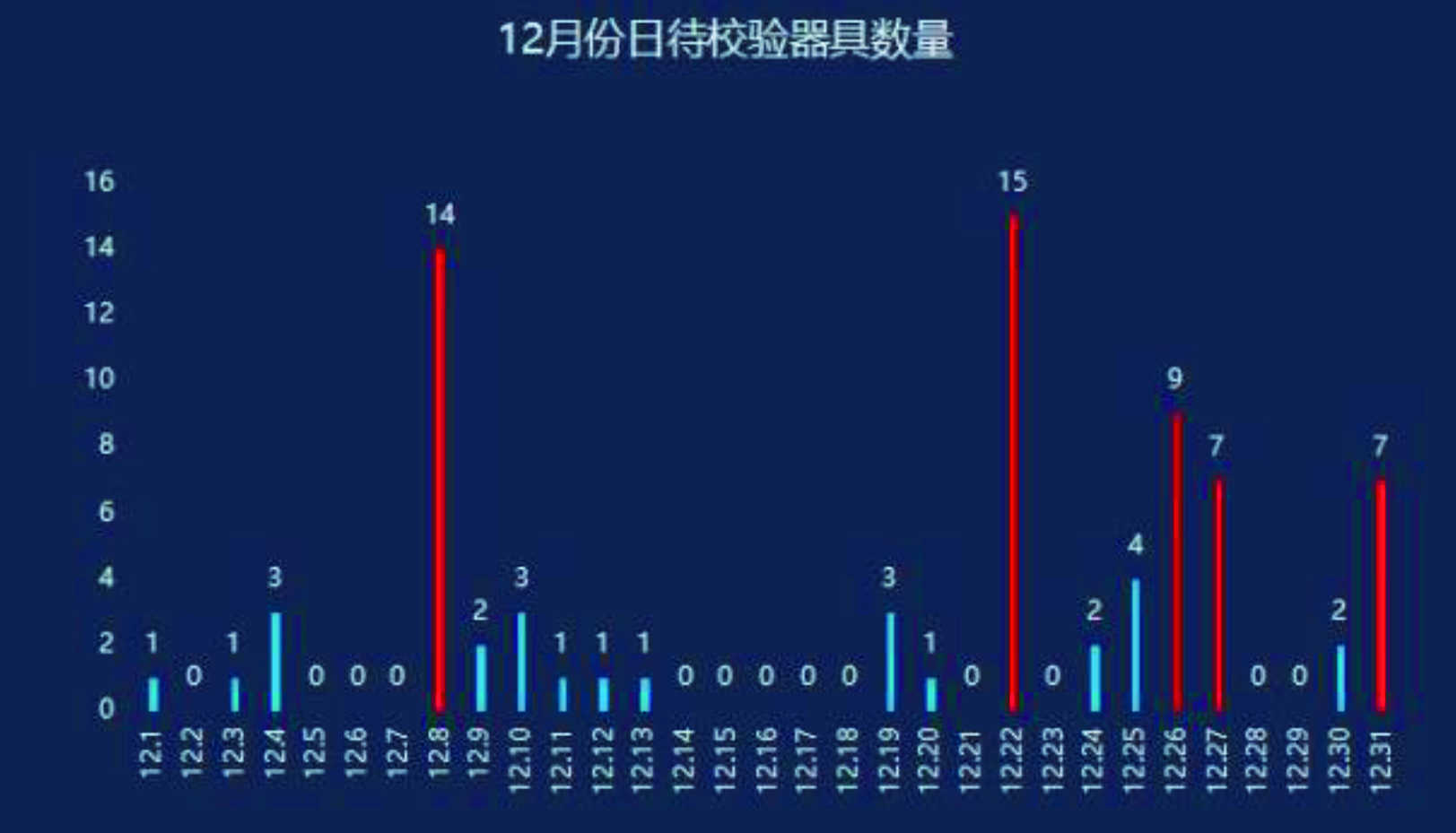
图6 定扭工具精度标定到期数量图表
②系统可以根据工具下发的区域,生成工具下发的布局图,更方便核查数据和实物的一致性。
③系统后台针对检定单进行设置,将待检信息推送到个人,防止遗漏。
④系统会将遗漏的数据汇总,实时显示以便纠错,若发生漏检则需责任人进行反馈。
3 结语
定扭工具精度全周期信息化管理系统,将信息化技术与智能化标定设备相结合,将定扭工具粘贴二维码,通过扫码,标定数据自动获取与存储,形成工具标定日志,系统自动计算当前工具的标定值,实时比对、判定工具精度等级是否合格,异常报警,对标定数据进行分析;同时系统针对工具标定到期的日期,汇总未来时间内具体每天工具到期的数量,平衡标定工作量,自动形成标定计划,并对到期未标定的工具信息用红色进行报警,实现工具设备标定系统化和数字化管理,以保证定扭工具设备的稳定性和可控性,实现上下游闭环扭矩信息化管理。
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:李玉峰 ,单位:北汽福田汽车股份有限公司。责任编辑龚淑娟,责任较对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
热点文章
-

-

智能网联汽车轨迹优化方法研究综述
2026-07-07
-

看见·增程的“第二生长曲线”
2026-07-14
-

中国企业出海中的人才战略与文化融合
2026-07-07
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

浅谈智能座舱与人机交互技术创新
2026-07-14
-

连接器如何破局?莫仕携“系统级决绝方案”迈入新阶段
2026-07-08
-
浅谈智能座舱与人机交互技术创新
在汽车电动化、智能化、网联化深度融合的产业趋势下,智能座舱已从配置竞争转向技术体系与落地能力的竞争。本文以零跑汽车为案例,从中央集成电子电气架构、高算力硬件、自研车机操作系统、多模态交互、舱驾融合以及车载大模型六大技术维度,对智能座舱与人机交互关键技术进行深入解析,并聚焦底层技术实现、工程化落地、量产应用效果与成本控制逻辑。研究表明,零跑汽车实现了高阶智能技术的大众化,为自主品牌提供了可复制的实践路径,验证了技术落地成效,并指明了未来优化方向。
作者:
-
看见·增程的“第二生长曲线”
-
面向ISO 34505的自动驾驶场景评价及测试优先级分析
-
国产化替代正当时:永铭车规级固液混合电容,为激光雷达发射端与算力核心提供高纹波耐受解决方案
-
智能网联汽车轨迹优化方法研究综述
-
AI《汽车制造业》增刊





评论
加载更多