涂装漆膜缺陷自动检测技术的缺陷识别率影响因素分析
0 前言
在汽车涂装生产过程中,由于喷涂环境等因素的影响,涂层可能会产生颗粒等缺陷,目前主要靠工作人员目视识别。由于人员作业过程中,存在视觉疲劳等不可控因素,缺陷容易流入下道工序,造成不合格品流出。采用视觉技术自动检测漆膜缺陷的技术,可以替代人员对漆膜外观缺陷进行识别,降低不可控因素的发生概率,降低不合格品的流出率。本文通过分析缺陷检测设备的工作原理,对自动识别技术及缺陷识别率影响因素进行讨论及分析,为生产线规划及设备选型时提供一定的依据。
1 视觉技术的应用现状
随着人工智能的发展,视觉技术已成为实现工业自动化和智能化的关键核心技术,在手机摄像头、3D人脸识别、三维场景重建、车载激光雷达及无人机等方面均有应用。
根据汽车行业的应用场景,视觉检测技术主要具备测量、引导、检测以及识别四大功能(图1)。其中,焊装车间的在线测量、质保间的蓝光检测等,主要采用结构光视觉实现测量功能;冲压车间的自动装箱、焊装车间的视觉抓件、涂装车间的车身定位以及总装车间的风窗玻璃自动安装等,主要采用多目视觉实现引导功能;焊装车间的涂胶、焊缝检测以及涂装车间的漆面检测主要实现视觉的检测功能;物流领域读码作业、焊装钢印识别等主要实现视觉的识别功能等。目前,视觉检测技术已经在汽车行业各专业有广泛应用,其中,涂装车间的漆面检测作为代替人眼识别漆面缺陷的技术,在国内已有多个案例,可以有效代替人眼作业,减少因人员视觉疲劳因素引起的缺陷流出。
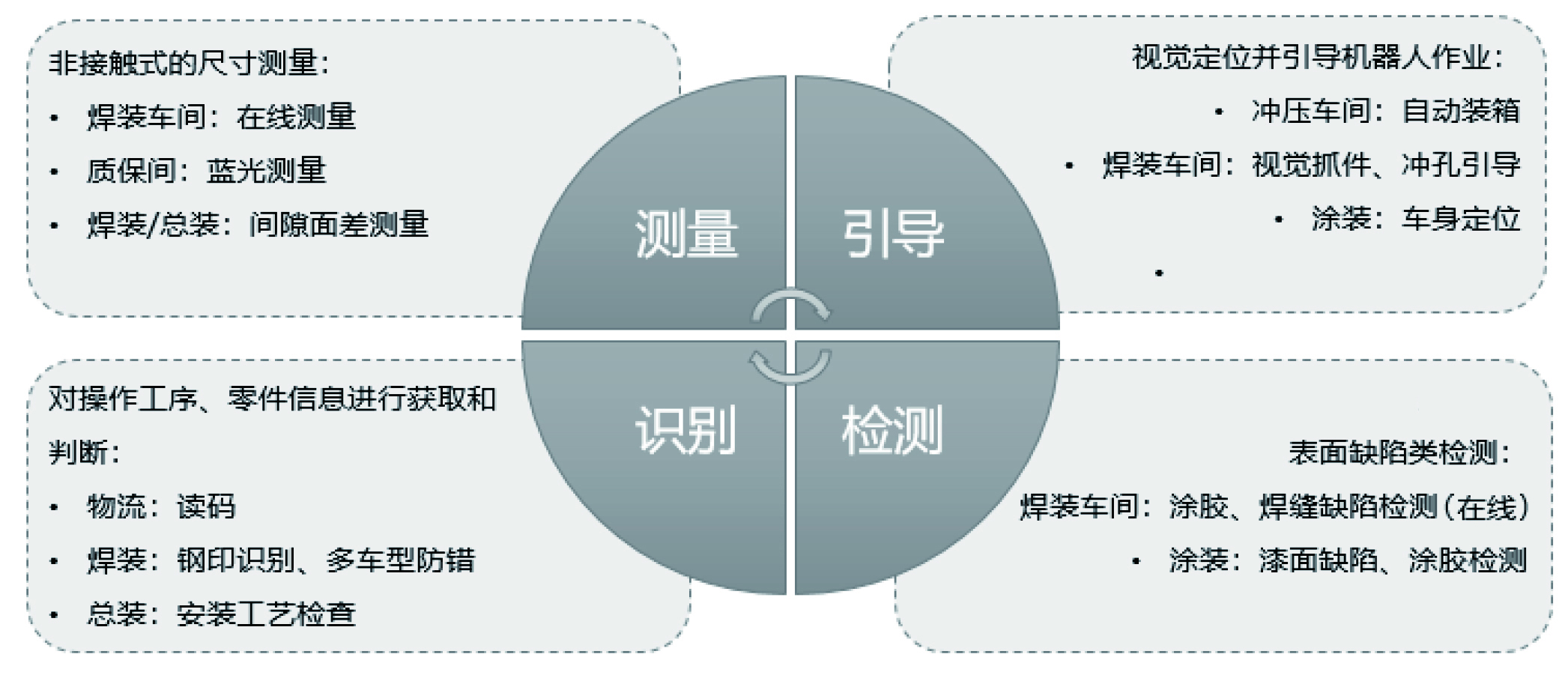
图1 视觉检测技术的四大功能
2 视觉技术检测缺陷的原理
根据图像处理系统的不同以及光源的不同等,汽车行业应用的视觉技术主要有图像融合技术、相位偏折技术以及深度检测技术。在汽车涂装漆膜缺陷检测领域,主要应用的技术为图像融合技术以及相位偏折技术。本文重点以相位偏折技术为例阐述其原理。
相位偏折技术是将光源投射到待测面上,利用反射图像相位在待测面微小变化敏感特点,根据相位解析及重建算法实现三维形貌及缺陷检测,如图2所示。
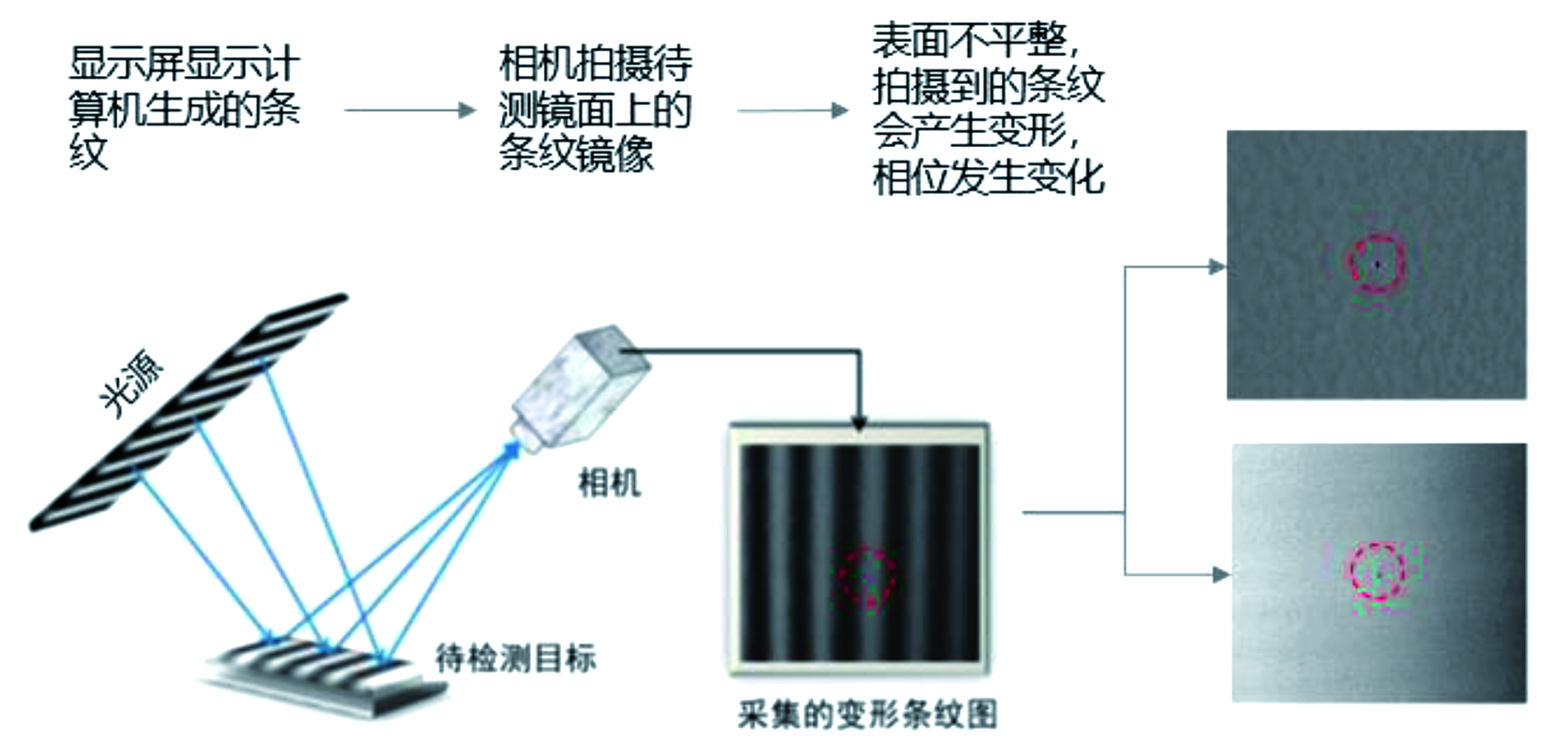
图2 相位偏折技术
由于此技术需要根据光的折射来采集图片信息,因此,只适用于镜面或类镜面。对于汽车涂装各涂层,电泳涂层及中涂层光泽度低,不适用于此方法检测缺陷;面漆层高光泽度及其镜面效果,适用于此法对缺陷进行检测及筛查。
与电磁波、光波和声波信号一样,相位解析法是将图片当作一种信号处理。经过傅里叶变换成正弦波曲线后,通过识别相位的变换,进而识别曲线的变化,以实现缺陷的有效识别。此转换过程涉及模拟量信号以及数字量信号的相互转换,此为视觉检测技术中,算法工程师的主要工作。
图3为图片转换为数字量信号的示意,从左到右分别为:某图片、该图片转换成信号示意图、该信号经傅里叶分布后的正弦图之一及该正弦图转换为数字量信号。

图3 图片转换为数字量信号
3 缺陷识别率的影响因素识别及筛选
无论哪种形式的缺陷检测,均由三大部分组成:①光学系统(含传感器),如相机、透镜及光源等;②图像处理系统,含图像处理库等;③软件及人机界面。其中,硬件部分保证了缺陷的获取,软件及算法对图像进行重建,以确保缺陷的有效识别。
通过对相位偏折法(PDM)原理的分析及了解,结合系统的组成,可以看出,影响汽车涂层缺陷识别效果的因素主要有几下几点:
(1)涂层及缺陷的种类。根据相位偏折法的原理可以看出,非镜面或类镜面的涂层上的缺陷无法检出。可以检出的缺陷是需要引起光线形变的缺陷,因此,涂装的橘皮、打磨抛光痕等无法检出。
(2)光源的选择。根据相位偏折法,显示屏需对漆面进行条纹类光线的投影,采用散射光源,由于其具有多个方向的入射角,可让传感器捕捉到多角度反射光,用于相位偏折的分析及计算依据。一般地,主要采用LED屏或LCD屏,或两者相结合。无法采用激光等单一光源。
(3)产品造型的影响。相位偏折法适用于平面的缺陷检测,对于汽车车身,由于其棱线部位无法构成平面效果,因此,一般地,如果颗粒等缺陷刚好在车身棱线部分,则其检出概率较低。
(4)算法。算法在视觉技术系统的作用类似于人类的大脑,因此,缺陷检测效果的识别率和算法强相关。逻辑完善的算法,可以确保检出率>95%,漏检率<2%,同时具备良好的缺陷分类能力,分类准确率>90%。
(5)相机与光源的相对位置。由于系统需要捕捉光源投射到被测面上的影响,根据光的折射以及散射原理可知,光源与相机的相对位置及角度影响合理设计的情况下,可以有效捕捉到相关反射光线,积累样本量。因此,图像重建流程中,需要对光源及相机的位置关系进行确定及标定,保证相机对于光源的有效捕捉,如图4所示。
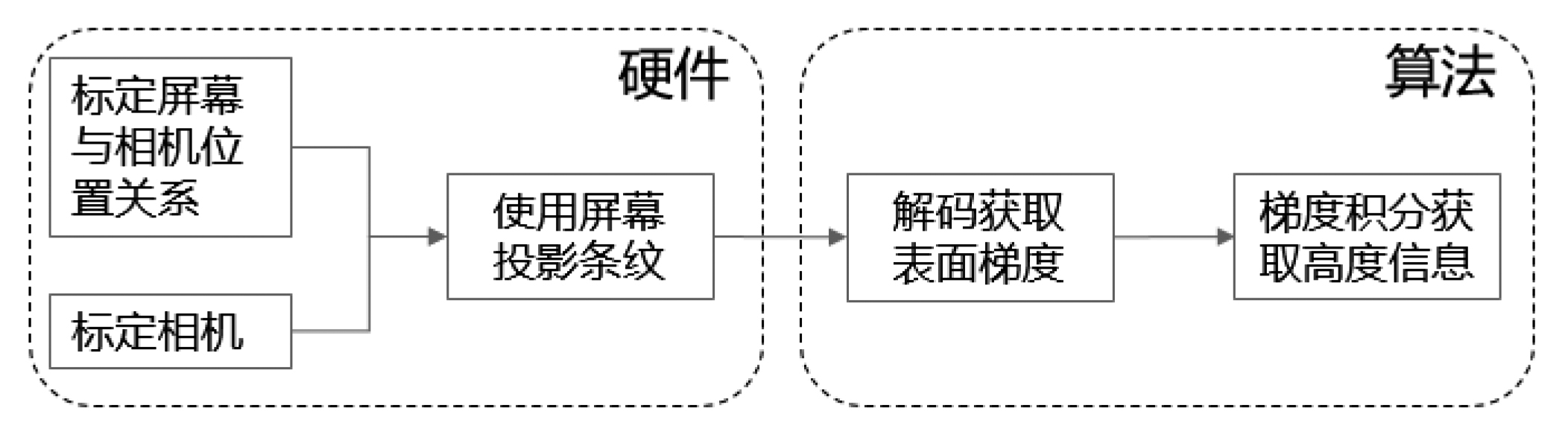
图4 相机与光源的相对位置
4 涂装缺陷检测应用形式及未来展望
目前,在汽车/保险杠行业应用的漆膜检测技术的应用形式主要有两种:一种是机器人+视觉+光源;第二种是隧道钢构+视觉+光源。
其中,机器人+视觉+光源的组合形式,由于机器人动作的灵活性,可应用于车身及保险杠。此种检测方式不受车型限制,可调整机器人轨迹,根据车型外观仿形,以尽可能地保证缺陷的识别率及检出率。由于每个视觉头检测能力有一定的范围,因此,需根据车型大小以及生产线节拍等,配置不同数量的机器人及检测头。一般地,对于30JPH的生产线,需要配置2~4台机器人才能满足此节拍下的检测需求,可适用于走停式或连续式输送线。
对于隧道钢构+视觉+光源的缺陷检测方式,分为车身检测以及尾门检测,其中,车身检测适用于走停式或连续式输送线,尾门检测受检测时间影响,建议采用走停式。此检测方式在最大车身通过范围内,同样不受车型限制,适用于所有车型。但相机的数量及布局,在前期规划时需尽可能地考虑产线上所有车型的特点,以保证一定的缺陷检出率。
此两种形式均在国内外有相关应用案例。部分案例中,还增加了缺陷自动标记、缺陷打磨等设备,实现车身外板的缺陷自动识别及自动处理。
视觉技术的进步、算法的日趋完善以及工业应用的日益增多,此三者相辅相成,可以推进算法逻辑的日趋完善,进而推动视觉技术的进步,有助于视觉技术更好地为工业自动化和智能化服务。
参考文献:
[1] 李大海,王瑞阳,张新伟.基于位相测量偏折术的高精度检测平面光学元件面形的方法[J].应用光学,2020,41(4):844-856.
[2]朱正德.谈“机器视觉”在汽车制造业中的应用[J].中国测试技术,2006,32(5):22-25.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:张艳芬 李飞 郭家 王云飞,单位:吉利汽车集团有限公司。责任编辑龚淑娟,责任较对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多