混动发动机增压器隔热罩装配工艺改善
增压器隔热罩(图1)装配在增压器进气管外侧(图2),通过对称布置的2颗螺栓实现隔热罩角向固定,避免发动机工作过程中增压器进气管处热量向EGR系统扩散的问题,以提升EGR系统性能。设计上考虑利用隔热罩外形尺寸(图1红色虚线处)与缸盖排气面实现硬限位,以限制隔热罩角度,但由于钣金件制造公差较大,实际生产过程中仍然普遍存在隔热罩上沿(图1黑色虚线处)与增压器进气管贴合的情况(图3);偶发隔热罩与增压器不贴合,但却伴随着右侧螺栓复检力矩偏低的情况。以上问题,制约着产品质量,影响总成性能,所以解决上述问题具有重要意义。
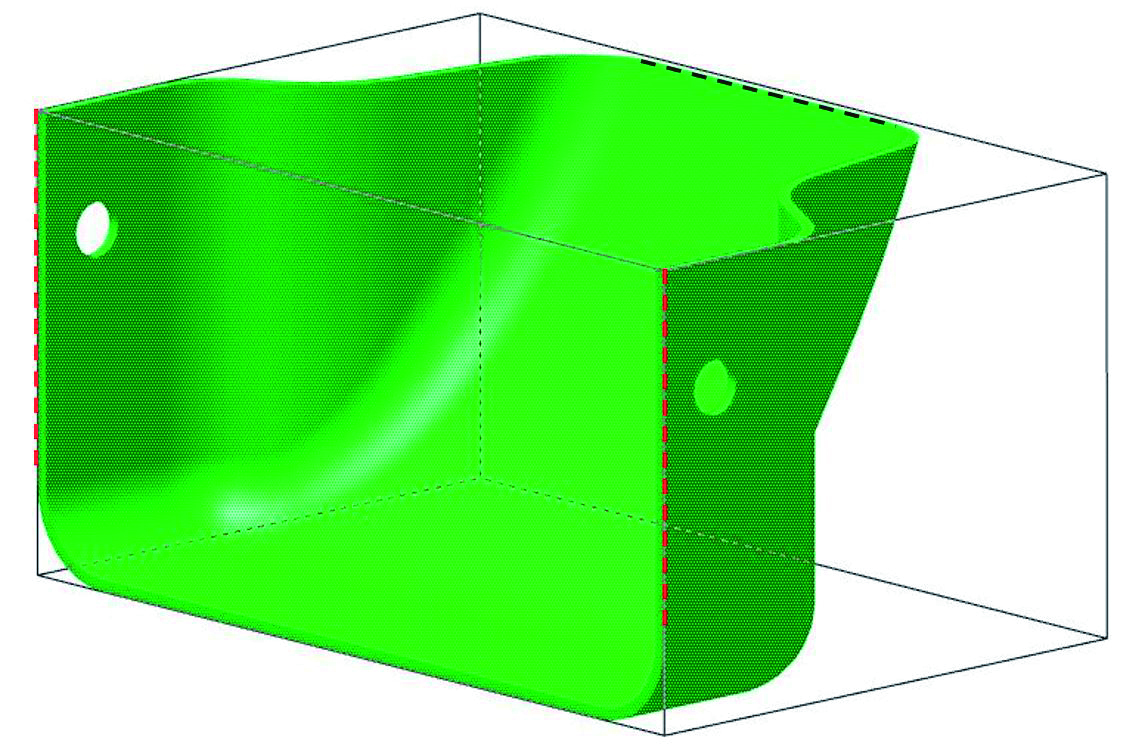
图1 增压器隔热罩仿真模型
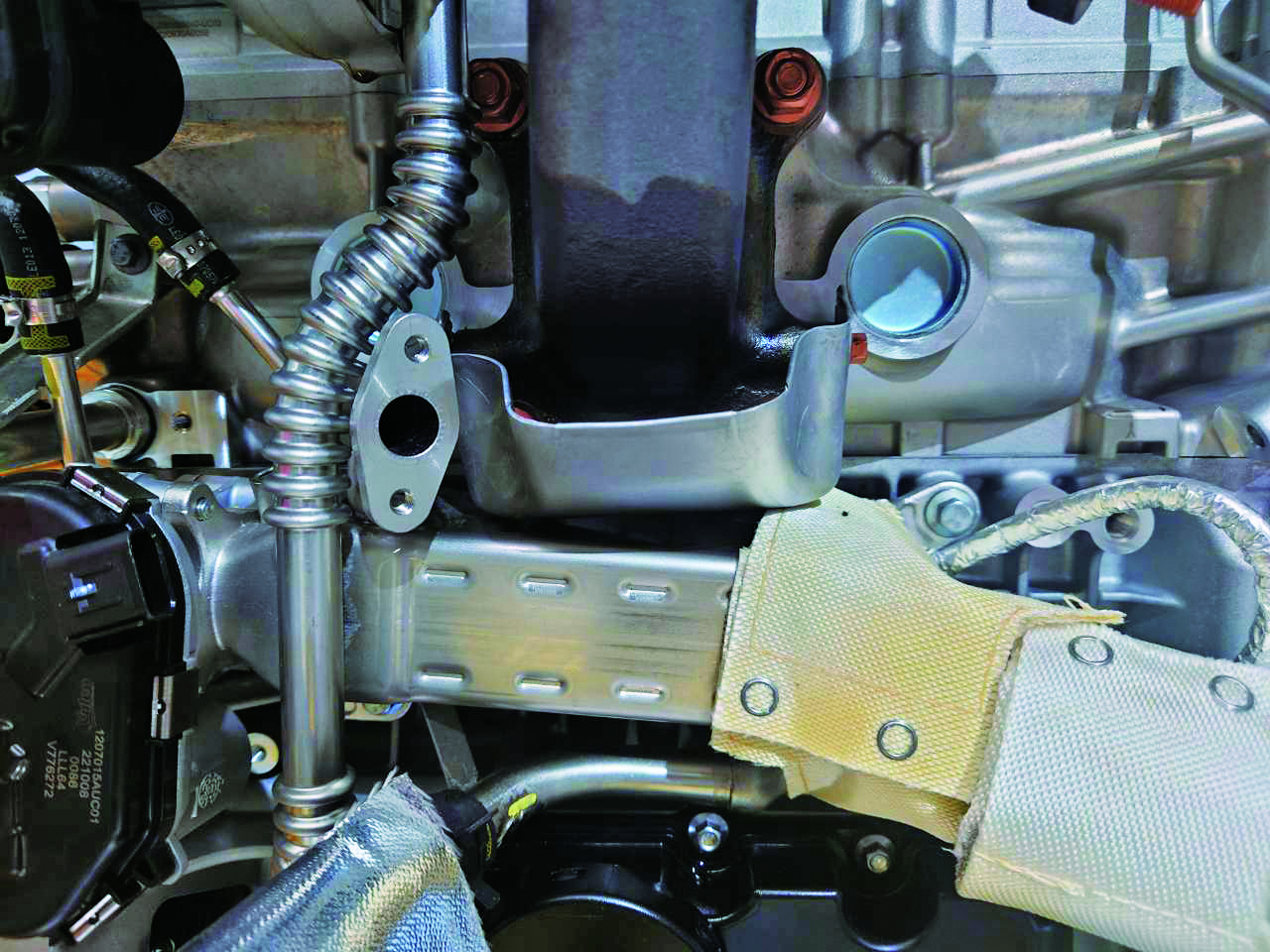
图2 装配关系示意
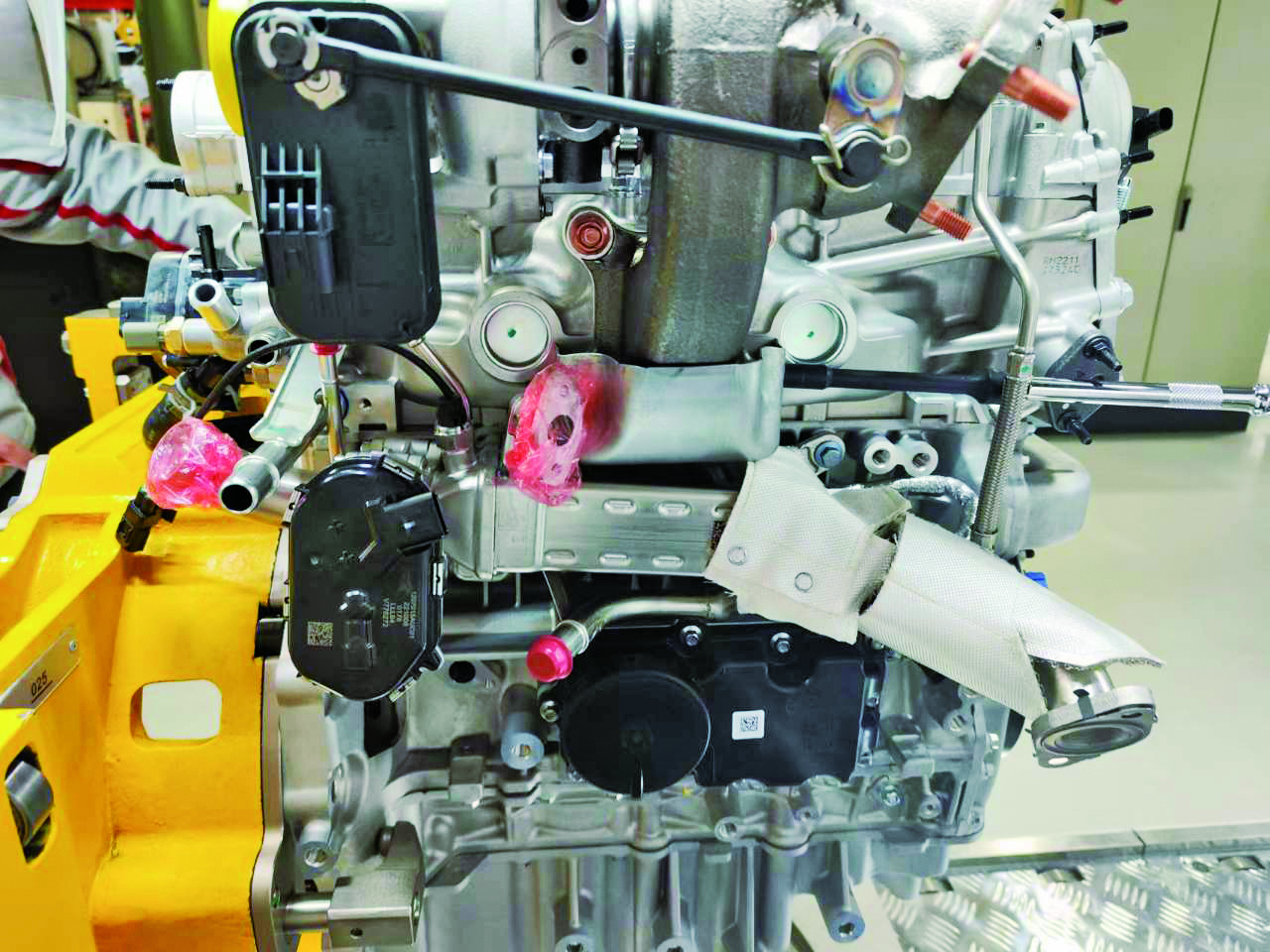
图3 装配不良示意
1 工艺过程分析
隔热罩装配的工艺文件要求使用手持拧紧枪,8~12N・m的力矩拧紧螺栓,当前拧紧枪参数配置为目标力矩10N・m;未要求拧紧顺序,由于右侧安装空间大,操作者按照从右至左的顺序拧紧;要求使用拧紧法复检螺栓力矩,复检力矩范围7~15N・m。
先拧紧右侧螺栓,当该螺栓承载面接触挤压隔热罩时,隔热罩受螺栓承载面摩擦带动旋转,隔热罩上沿向靠近增压器方向运动,拧紧后姿态见图3;后拧紧左侧螺栓,当该螺栓承载面接触挤压隔热罩时,隔热罩继续受螺栓承载面摩擦,理论上隔热罩上沿存在向远离增压器方向运动的趋势,但实际此时隔热罩角度通常保持不变,只有个别情况下才会产生远离增压器方向的运动。
对隔热罩拧紧过程进行受力分析:当第1颗螺栓拧紧完成,螺栓与隔热罩间为静摩擦力f1>μ1F1;当第2颗螺栓拧紧时,螺栓与隔热罩间为滑动摩擦力,随着力矩提升,摩擦力最大可达到f2=μ2F2。由于两颗螺栓采用同样的力矩,最终承载面对隔热罩产生的压力F1、F2也基本接近;由于零件状态基本一致,摩擦系数μ1、μ2也基本接近;因此μ1F1=μ2F2,即f1>f2,所以第2颗螺栓拧紧过程中摩擦力不足以使隔热罩发生窜动,从而继续保持图3的姿态。
特殊情况下,在拧紧左侧螺栓过程中隔热罩产生随动,最终保持图2的姿态,且右侧螺栓复检力矩记录显示,此类情况复检力矩分布在7.2~10.4N・m区间,存在力矩衰减的风险,说明右侧螺栓在左侧螺栓拧紧过程中被带动。经拆解检查,发现左侧螺栓承载面拧紧后破损程度更大,导致μ1<μ2,且当μ1与μ2差异足够大时,f1<f2,隔热罩窜动,右侧螺栓力矩衰减。
2 问题的解决
为解决隔热罩角度问题,我们首先提出制作隔热罩限位辅具(图4),以解决隔热罩首次拧紧过程中随动并与增压器贴合的问题。
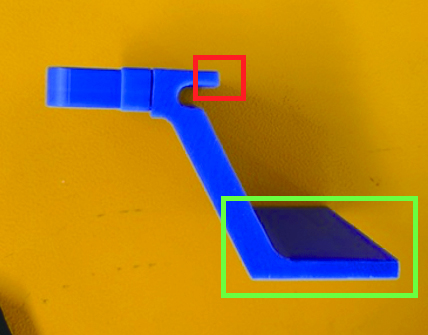
图4 隔热罩限位辅具
如图5所示,将辅具以图4姿态安装至发动机,将辅具下端插板(即绿色框线处)插入EGR系统与增压器隔热罩之间,通过配合尺寸实现限位辅具的初步固定;再将辅具上侧卡板(即红色框线处)与增压器隔热罩上沿(即图1黑色虚线处)卡住。辅具安装完成后,操作者按照原标准作业继续完成2颗隔热罩螺栓拧紧,即可保证增压器与隔热罩间隙合格。
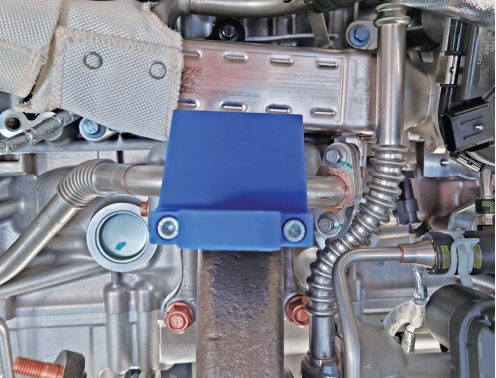
图5 隔热罩限位辅具
拆卸限位辅具时,手感轻松畅快,证明拆卸辅具过程中不存在改变隔热罩角度的风险,但是该辅具操作占用工位节拍,导致该工位节拍超时;并且由于同样原因未能规避右侧螺栓拧紧力矩衰减的问题,方案失败。
再次寻找解决方案的过程中,首先需要解决的是拧紧两侧螺栓后隔热罩贴合的问题。根据过程分析,如果调整拧紧顺序,先拧紧左侧螺栓,则可保证多数情况下隔热罩上沿远离增压器。其次需要避免右侧螺栓拧紧后,特殊情况下对隔热罩造成随动旋转的问题。如果仍然采用两侧螺栓相同拧紧力矩的装配工艺,则在压力F1=F2的情况下,如果μ1<μ2,仍可能产生f1<f2的情况,致使隔热罩窜动。为此,我们团队提出使用不同的目标力矩来拧紧2颗螺栓,即在不超出8~12N·m的条件下,分别选择2个目标力矩来拧紧2颗螺栓,并且左侧螺栓力矩需远高于右侧,使F1>F2,以规避f1<f2,即滑动摩擦力更大的情况。
因此,我们将原拧紧程序复制为2个。第1个程序中,将最终步目标函数由力矩10N・m调整至11.7N・m,用于第1颗即左侧螺栓拧紧;第2个程序中,将最终步目标函数由力矩10N・m调整至8.1N・m,用于第2颗即右侧螺栓拧紧。
拧紧参数更改完成后,按照从左至右的顺序拧紧,进行工艺验证,确认隔热罩最终装配姿态均为图2状态,且2颗螺栓复检力矩稳定(图6),消除了隔热罩贴合、力矩衰减等问题。
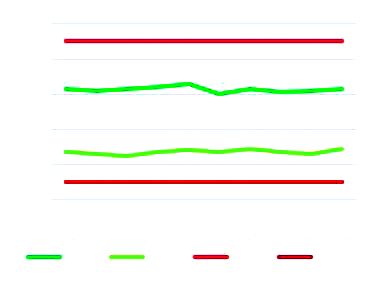
图6 调整后复检力矩
3 FMEA分析
改善措施实施后,PFMEA分析小组认为后续仍有可能出现第2颗螺栓拧紧过程中隔热罩滑转的问题。现已在第2颗螺栓的拧紧程序中增加5至8.1N・m过程的转角监控,并计划在未来发生此类问题后,重新启用隔热罩限位辅具,按照从右到左的拧紧顺序,依次采用11.7N・m、8.1N・m的目标力矩进行拧紧,以彻底解决该问题。
4 结论
针对被拧紧部件一端缺少角向限位且螺栓对称、角向布置的情况,该方案可作为通用方案,通过调整拧紧顺序、分别设定2次拧紧力矩,即可保证装配后角度一致性,并避免拧紧过程中由于零件随动对其他螺栓造成力矩衰减等问题。
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:边玖玖 王建平 黄霄龙 张亮,单位:中国第一汽车股份有限公司动力总成工厂,责任编辑龚淑娟,责任较对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多