新能源汽车钢塑CCB尺寸装配问题及前期规避策略研究
0 引言
新能源汽车产业的高速发展对轻量化技术提出了极致要求。钢塑复合结构因兼具高强度与低密度特性,逐步替代传统钣金成为CCB的首选方案。然而,其材料弹性模量显著低于钢材,在空调总成等集中载荷作用下易发生结构性变形,导致安装点偏离设计位置,引发装配干涉、节拍延误等批量生产问题。
传统的尺寸工程基于刚性体假设,无法有效预测此类由载荷引起的变形偏差,使得问题常在投产后期才暴露,整改成本高昂。因此,亟需发展一套集成材料力学特性、装配工艺与公差分析的前期预测与规避方法。
本研究立足于这一工程痛点,旨在:深度解析一款量产车型钢塑CCB装配故障的根源,通过CAE仿真量化变形机理;构建一套跨部门协同的前期仿真分析与设计规避体系;在新车型项目中验证该体系的有效性,形成可推广的技术解决方案。
1 故障车型问题深度解析与根本原因锁定
1.1 问题现象与装配工艺描述
某款新能源车型在尺寸育成阶段(批量生产前验证阶段)出现钢塑CCB下部安装点与车身中通道安装孔遮孔问题,导致生产线装配节拍从60s/台延长至95s/台,如图1所示,严重影响生产效率。该CCB总装装配工艺如下。
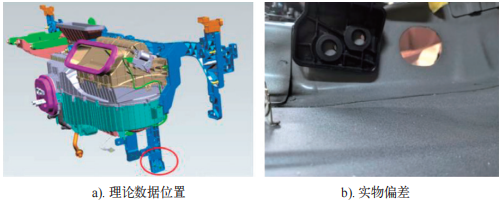
图1 CCB与中通道理偏差示意
首先,在分装线依次在CCB本体上装配质量12.5kg的空调箱总成、IP内饰板及转向管柱。随后,仪表总成通过辅具搬运,并通过两侧定位销与车身自定位并紧固于车身上。
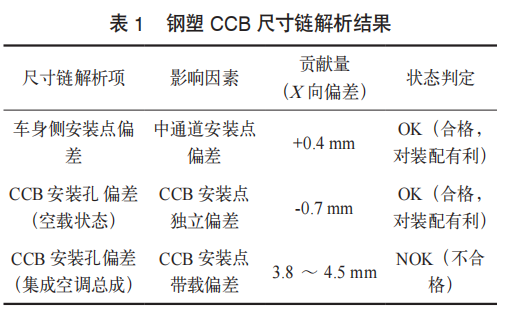
1.2 尺寸链解析与3DCS初步分析
对问题车辆进行测量数据采集与尺寸链分析,结果见表1。数据显示,在空载状态下,车身与CCB的制造公差均在合格范围内(±1.0mm),且偏差方向对装配有补偿作用。然而,在装配完空调总成后,CCB安装点出现高达4.5mm的一致性的X正向偏差。
为进一步探究公差贡献,搭建了故障状态的3DCS公差模型,如图2所示,仿真结果表明,在仅考虑制造公差时,装配失败率极低。此结果与实测数据结合,强力暗示存在一个未被模型包含的、系统性且贡献量巨大的偏差源——即装配载荷下的结构变形。
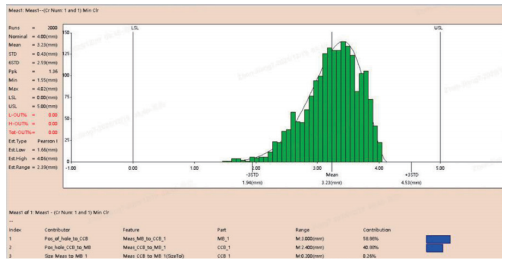
图2 CCB装配3DCS分析
1.3 基于CAE的根本原因验证与量化分析
为验证上述假设,对故障CCB总成进行了精细化的CAE刚度仿真分析。
(1)模型建立:采用HyperMesh前处理软件,建立CCB总成(含钢骨架、塑料本体及安装支架)的有限元模型。网格类型主要为二阶四面体实体单元(C3D10)与壳单元(S4R),网格大小控制为3mm,模型总单元数约85万,节点数约120万。
(2)材料属性:钢骨架弹性模量210GPa,泊松比0.3;塑料本体材料为PP-LGF40,弹性模量20GPa,泊松比0.38。
(3)边界与载荷:完全约束CCB两侧与车身连接的安装孔(RP1,RP2)。在空调总成重心位置施加12.5kg的等效重力;在空调箱与车身前围的密封海绵接触处施加150N的X向挤压力与70N的法向支撑力,如图3所示。
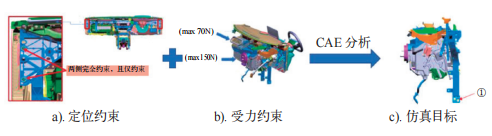
图3 边界条件及分析目标
(4)仿真结果:分析显示,在装配载荷下,CCB发生以两侧固定点为支点的整体扭转变形,中部安装点最大X向变形位移达4.8mm。该结果与实测的4.5mm偏差高度吻合,证明了“空调总成重力与密封反力共同作用引发的CCB结构性扭转变形”是导致遮孔问题的根本原因。原设计未提供足够抗扭刚度以抵抗此载荷。
2 解决方案与前期规避体系构建
2.1 应急整改:批量生产阶段问题解决
针对上述问题,成立由尺寸工程、产品设计和工艺制造组成的“尺寸公关小组”,制定应急整改方案:基于变差数据(4.5~5.2mm)及批量装车状态统计跟踪,确定CCB安装点X向偏置补偿量为-5mm,确保补偿后过程变差控制在±0.5mm内;通过批量验证(50台样车),中通道安装孔遮蔽问题完全解决,装配节拍恢复至60s/台,满足生产要求。
2.2 体系构建:前期规避策略制定
为避免同类问题在后续项目中复发,联合车身饰件、热管理及仿真中心等部门成立“专项工作组”,构建“多学科协同—边界条件标准化—CAE/3DCS联合仿真—目标管控”的前期规避体系。
基于钢塑CCB装配结构特性,结合刚性3DCS分析结论,明确仿真分析的边界条件与变形量评价标准,为前期设计提供量化依据。
(1)边界条件设定
1)约束条件:CCB两侧完全固定,且只固定两侧,所有相关零件均完成装配。
2)载荷条件:①在膨胀阀海绵位置施加X向力150N,空调进气口法向力70N(依据密封海绵材料特性及设计结构);②在空调重心位置增加12.5kg重力影响,同时叠加IP总成及转向管柱总成的重力。
3)输出要求:重点关注中通道安装点的X向变形量,同时记录CCB整体的受力变形情况。
(2)变形量评价标准
根据尺寸装配精度要求,制定三级评价标准。
1)一级合格:X向变形量≤1.0mm,无需额外补偿,直接满足装配要求。
2)二级验证:1.0mm<X向变形量≤2.5mm,需结合3DCS尺寸链计算结果,进一步验证是否满足装配要求。
3)三级补偿:X向变形量>2.5mm,通常无法满足装配要求,必须在设计阶段进行精度补偿。
3 新车型项目应用与验证
某新开发新能源车型沿用钢塑CCB的结构形式,在尺寸开发阶段,尺寸团队组织各产品团队明确仿真分析所需的边界条件,通过CAE仿真模拟CCB装配空调、IP总成及转向管柱后的受力变形情况,如图4所示。
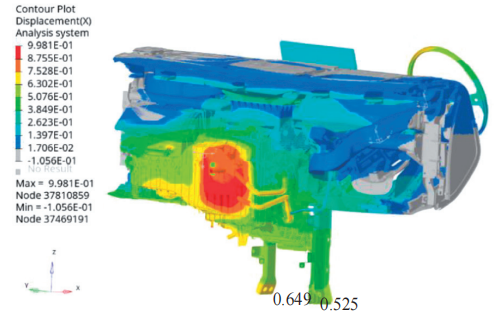
图4 在装配工况下CAE仿真示意
(1)边界条件:空调质量12.5kg、IP总成质量8kg、转向管柱质量5kg,密封反力150N(X向)+70N(法向)。
(2)CAE仿真结果:钢塑CCB在重力及密封反力作用下,中通道安装点X向变形量为0.5~0.6mm,X向变形量≤1.0mm,无需额外补偿。为充分验证产品结构,我们将仿真偏差值代入3DCS分析模型,对CCB与中通道装配孔的设计结构开展尺寸分析。具体操作如下:将0.6mm和0.5mm的仿真偏差代入3DCS模型,通过计算CCB安装孔的设计余量,确认其满足装配精度要求,如图5、图6所示。
(3)物理验证:在项目试制阶段跟踪10台样件开展装配测试,中通道安装孔无遮蔽问题,与仿真结果一致,验证了前期规避体系的有效性。
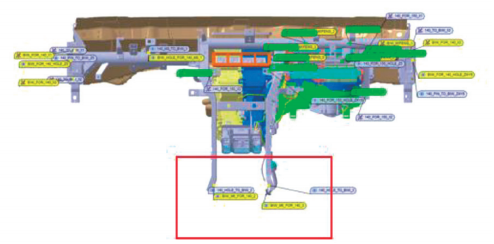
图5 CCB装配3DCS模型
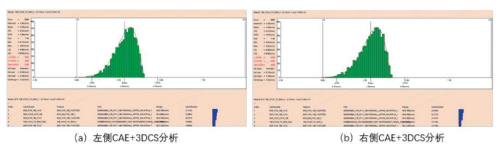
图6 CCB装配分析
4 结语
4.1 研究结论
(1)钢塑CCB尺寸装配问题的核心原因是“材料刚度较低+装配载荷作用下的结构变形”,传统仅考虑刚性体的尺寸链分析,无法覆盖该类问题,需通过CAE仿真提前预判结构变形情况。
(2)构建的“多学科协同—边界条件识别—CAE/3DCS联合仿真—目标管控”前期规避体系,可有效将钢塑CCB尺寸问题从“批量生产后整改”提前到“设计阶段解决”,实现“同现象,零复发”。
(3)明确的变形量评价标准与跨部门职责分工,为新能源汽车新型材料部件的尺寸工程提供标准化技术路径,其中3DCS公差仿真为尺寸精度验证提供关键支撑。
4.2 未来展望
随着新能源汽车轻量化材料(如碳纤维复合材料)的进一步应用,部件尺寸精度控制将面临更复杂的挑战。后续研究可从以下两方面深化:
(1)建立“材料特性—载荷类型—变形量”的量化数据库,结合CAE仿真技术提升变形预判精度,为钢塑CCB等新型材料部件的结构设计提供更精准依据。
(2)开发集成化尺寸工程平台,实现边界条件输入、CAE仿真、3DCS公差计算的一体化,进一步缩短开发周期,提升新型材料部件的制造可行性。
参考文献
[1] 赵岩,邓向星.汽车结构件装配载荷下CAE刚度仿真与误差补偿研究[J].机械工程学报,2023,59(12):187-195.
[2] 李明,张晓东.汽车仪表板横梁装配变形的CAE仿真与补偿设计[J].机械设计与制造,2023(8):189-193.
[3] 张磊,李娜.汽车内饰件装配尺寸仿真与公差优化技术应用[J].汽车制造业,2024(11):52-56.
[4] 王刚,刘飞.基于有限元法的汽车塑料零部件结构刚度分析与优化[J].塑料工业,2022,50(5):100-104.
[5]陈晓华,高志强.新能源汽车轻量化材料连接技术与尺寸稳定性研究进展[J].中国机械工程,2023,34(10):1157-1168.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:姜珍 张浩 张忠,单位:吉利汽车集团有限公司。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

产品设计与工艺规划结合的增效降本应用探索
一款产品或一条产线的效能,取决于产品与工艺本身的设计水平。优秀的产品构造与卓越的工艺策划,往往能够自然带来更高效的制造能力。本文围绕产品与产线设计展开,从产品端(平台化、模块化)与规划端(规划通用化、工艺标准化)两个方向进行探索与论述,旨在实现高质量、高效率、高柔性且低成本的规划设计理念,打造精益高效的智能制造场景。
2026-03-20
-

车身涂装智能输送装备的研究与开发
以构建车身涂装高效、简捷和智能化输送线为目标,围绕相关机构设计与控制技术开展研究。在充分考虑产品成本、性能指标、技术先进性以及系统性、可扩展性和可维护性等因素的基础上,设计了一种基于现场总线控制的新型旋转式智能小车输送机。该系统可有效提升汽车涂装生产的柔性化、智能化与可靠性水平。
2026-03-19
-




热点文章
-

看见·增程的“第二生长曲线”
2026-07-14
-

浅谈智能座舱与人机交互技术创新
2026-07-14
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

多模态感知驱动的车载儿童情绪识别与智能交互系统设计
2026-07-15
-

动力电池新国标落地:安全红线再抬升 存量缺陷亟待兜底
2026-07-15
-

【产销数据】上半年汽车总销1501.7万辆、出口达509.6万辆,同比增长65.3%
2026-07-09
-

布雷博与春风动力宣布建立长期战略合作伙伴关系
2026-07-09
-
多模态感知驱动的车载儿童情绪识别与智能交互系统设计
随着智能网联汽车技术的快速发展,车载人机交互系统正从“指令响应”向“主动服务”演进。针对当前车机系统在儿童情绪管理方面存在的智能化不足、交互模式单一、内容固定化等问题,本文提出一种基于端侧大模型的车载虚拟人物系统。该系统集成多模态感知、动态用户画像、自然语言生成与多模态交互引擎,能够精准识别车内儿童的年龄、性别及情绪状态,并基于用户画像生成定制化互动内容(如故事、谜语和儿歌),通过3D虚拟人物的生动呈现进行交互。系统支持方言自适应和双语混合交互,同时具备由哭声识别触发的安全监护机制。试验结果表明,该系统能有效缓解家长哄娃压力,提升儿童乘车的舒适度与安全性,显著提高车机系统的智能化水平并优化用户体验。
作者:
-
浅谈智能座舱与人机交互技术创新
-
看见·增程的“第二生长曲线”
-
面向ISO 34505的自动驾驶场景评价及测试优先级分析
-
国产化替代正当时:永铭车规级固液混合电容,为激光雷达发射端与算力核心提供高纹波耐受解决方案
-
智能网联汽车轨迹优化方法研究综述





评论
加载更多