CFD在重卡车架喷粉线烤漆房设计中的应用
0 引言
为了提升重卡底盘件的耐候性及防腐性能,车架需要通过涂装工艺提升性能。车架的涂装工艺规划是散件电泳后组装成车架总成,然后在烤漆房进行涂装处理。粉末涂料比液体涂料在质量保证、绿色环保、设备投资和运营成本等维度都具有一定优势,尤其是对外观要求不高的底盘类部件涂装,选择采用粉末涂料的喷粉线进行整体喷粉已成为趋势。
针对重卡车架板材材质多样、部件厚度差异大而导致其各部热熔差异大、升温不均匀的特点,为保证粉末涂料交联固化的质量,使车架总成所有部位都满足粉末涂料的固化窗口的需求,同时在设计上不至于盲目增加燃烧机的装机容量导致“大马拉小车”的浪费,需要对烤漆房进行精准化的设计,因此必须采用数字化的CFD流场分析技术,作为辅助设计手段应用到烤漆房的规划设计中。
1 重卡车架及粉末涂料的烘干需求
车架总成由散件电泳后组装而成,结构复杂(见图1),材质多样见表1,横梁、纵梁为7~8mm的热轧钢板,搭接处最多有四层板,前接梁为铝材质,车桥支架为铸铁材质,最厚的位置大于150mm,还有一些管束安装支架为2~3mm的薄板。
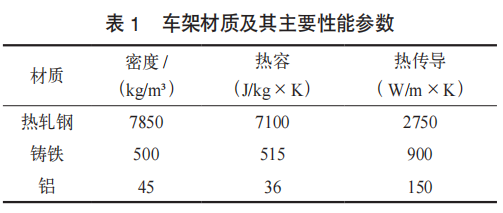
车架的复杂结构导致其不同部位的热容量差异大,所有部位都要满足粉末涂料的技术要求,做到厚板件不欠烘、薄板件不过烘,烘干条件严苛,给烘干炉的规划设计提出了极具挑战性的课题。此次模拟研究的对象为长度7m的车架总成。长度为12m的车架总成具有相似的材料厚度和相同的宽度以及相同的部件,加热曲线相似。
1.1 车架粉末涂料的烘干要求
车架总成粉末涂料烤漆房的干燥固化和强冷工艺过程为:首先升温到凝胶温度要求并维持一定时间,使粉末涂料逐步熔融形成一体涂膜,然后继续升温到开始交联固化温度并保持一定时间,使粉末涂料完成交联固化,随后进入强冷段,使整个工件温度降到适合后续装配工作的温度范围。粉末涂料的熔融条件如图1所示。
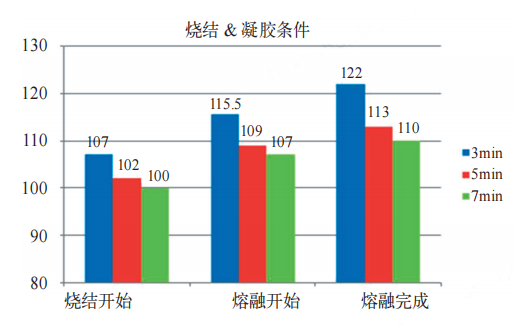
图1 粉末涂料的熔融条件
根据选用的粉末涂料,涂膜开始熔融的温度和熔融时间的要求,以及交联固化的输入技术条件,烘干设备规划目标为车架总成所有部位的工件温度和保温时间均控制在如图2所示的固化窗口范围内。为了平衡烘烤粉质量和运营能耗成本,同时考虑一定的安全系数,在粉末涂料的固化窗口内选择最佳烘干温度控制目标为180℃×20min,强冷后工件温度不超过50℃。
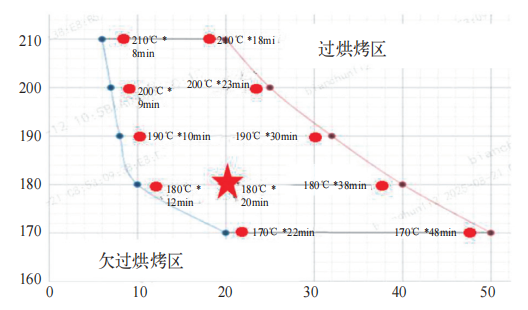
图2 粉末涂料的固化窗口
1.2 车架烤漆房规划
烤漆房的热源采用天然气加热,为保证工件表面质量,采用间接热风循环加热方式。在烤漆房的升温及熔融段,为防止粉末涂料被吹掉粉,规划为大风口、低风速(不超过2m/s)大风量配置。车架输送方式为侧立吊挂在积放链小车上连续通过。
2 车架烤漆房的CFD流场分析
烤漆房的内部流场分布直接影响粉末涂料的成膜质量、烘烤效率及能耗。传统烤漆房的规划设计主要依靠设计人员的能力和经验,因人的技术水平差异以及疏忽遗漏,可能导致烤漆房存在温度不均、气流紊乱、热源不匹配进而导致设备安装后的能力不足或过高导等设计缺陷等问题。利用CFD仿真技术,可精准模拟和预测热风循环的流场特性和传热,以及车架升温、保温和冷却的状态,从而优化烤漆房结构,保证车架烘烤质量,并提升烘烤效率和能源利用率,降低运营能耗,此外还可提升设计工作效率和质量,缩短设计周期,降低项目开发成本。
如图3所示,烤漆房CFD流场分析的流程是利用CAD软件建立车架和烘干炉的凝胶区、升温区、保温区和强冷区等各流体域的3D模型;进行模型网格划分;设置边界条件,包括车架装挂形式、工件运行速度及速度场循环风在各点处的速度大小和方向,出风和回风风口的结构形式、大小,温度场出风口、回风口的风量、风速、温度、风压、角度、与工件的距离和壁板的温度分布,以及不同参数的组合分析等;模拟车架在输送设备上以设计链速在烤漆房内的运动过程,在烘干炉内的各功能区生产过程中的热风及冷却气流变化、层流、湍流、涡旋、回流、热辐射、热对流和热传导等,分析车架传热过程;通过可视化工具查看速度矢量云图、压力云图、流线图、矢量图和温度分布云图等,其中提取的数据,如某截面的平均速度、压降、流量以及涡量等,可用于定量分析。
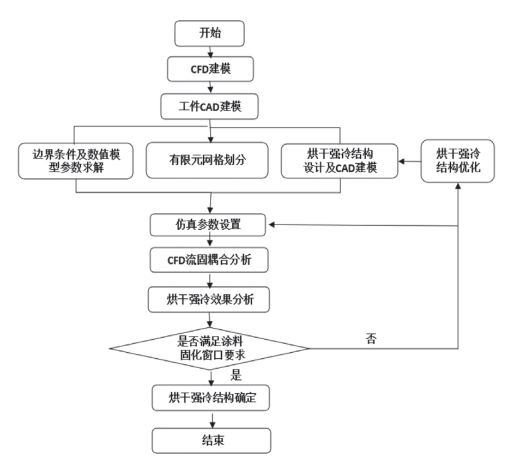
图3 车架烤漆房CFD分析流程
3 CFD流场分析在车架烤漆房规划设计中的应用
在车架喷粉线规划设计中,根据粉末涂料要求的温度及保温时间目标,结合车架烤漆房结构的规划思路进行CFD流场分析,根据分析结果和暴露的问题,有针对性地调整烤漆房的结构,优化设备细节。通过多种类型烤漆房结构的CFD流场分析对比,结合多种烘干参数组合,逐步优化设计,最终确定烤漆房的结构方案和最佳烘干参数。
3.1 规划阶段第一版烤漆房结构及CFD流场分析
规划初期,将烤漆房和强冷结构预设为车架侧立吊挂,在输送链上横向积放,加热的循环风为上送下回。首先以简单模型如图4所示为模拟对象,即采用简单模型8m长纵梁和部分13mm和21mm的加强件构成,简单模型仿真可以在较短的时间内多次仿真提升工作效率。
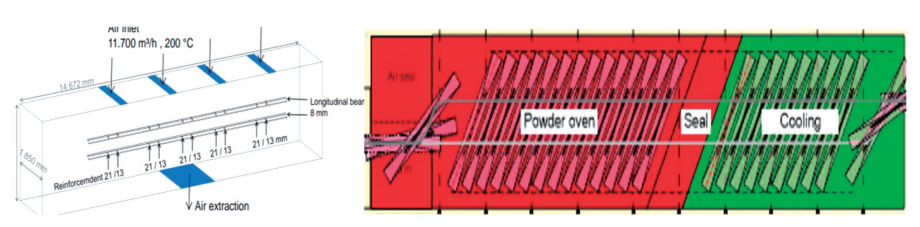
图4 简单模型和烤漆房结构
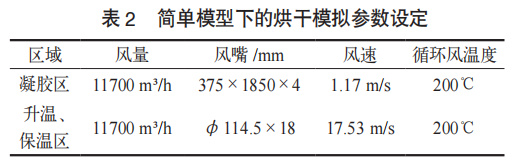
简单模型的参数设定见表2,其分析结果为:凝胶段仿真完全熔融时,简单模型温度最低点124.6℃,达到熔融时间27.2min,风速1.17m/s;升温区24.3min,保温区20min,风速17.53m/s;完成60min烘烤后,简单模型保持35.7min,超出170℃可满足固化条件,但烤漆房边缘温度偏低,均匀度不足。
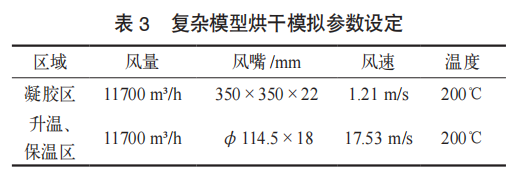
简单模型模拟之后,得到烤漆房模拟的基本数据,然后进行详细模型模拟,参数设定见表3。采用实际车架为模拟对象,比简单模型更加真实。详细模型熔融段,烘烤仿真显示烘烤10min后的车架不同区域的温度,部分小件已经达到熔融温度,但大部分还未达到熔融温度。
第一版烤漆房模拟的问题是,10min熔融+50min升温,温度最低区域只有159℃,不满足固化窗口,车架部分区域超过170℃已达47min,所以再增加烘烤时间会超出固化窗口。因此,下一步仿真调整方向为优化烤漆房结构,针对低温区域使用风嘴对准吹热风升温的方案,增加底部和侧部的风嘴,以便能够直吹,增加热风风量,加强换热。此条件下的烤漆房内车架温度和热风温度及风速云图如图5所示。
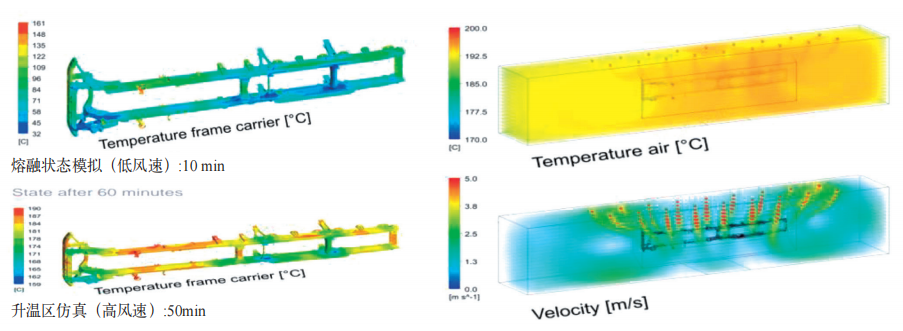
图5 第一版方案下的车架温度和热风温度及风速云图
3.2 规划阶段第二版烤漆房结构及CFD流场分析
基于第一版仿真分析做如下调整:架侧立吊挂纵向输送连续式通过烤漆房,烤漆房结构改为热风循环两侧对吹、底部回风如见图6所示,风量增加至40000m³/h,烘炉长度8m,风嘴分布于烤漆房中车架的顶部、单侧及下部区域,仿真烘烤输送由步进式改为连续式,纵梁位于烤漆房的正中间。
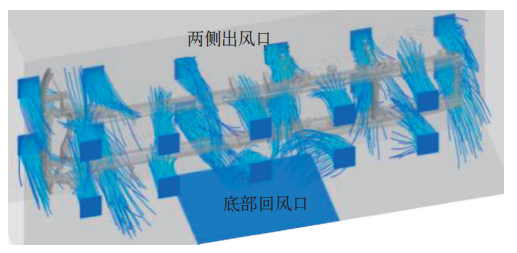
图6 两侧出风、底部回风结构
调整出风口及风量之后,烘烤11.4min后,车架最高温度170℃,最低温度48℃,低温区域仍未达到粉末熔融的温度需求,存在在加热段粉末被吹掉的风险。此条件下的车架温度和热风温度及风速云图如图7所示。
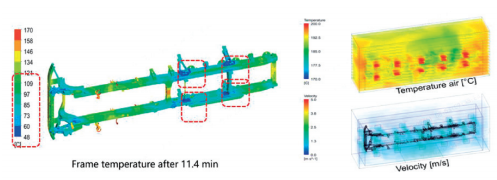
图7 第二版方案下的车架温度和热风温度及风速云图
四种温度下,仅170℃满足固化窗口,但170℃处于固化窗口下限区域,180℃和190℃均有部分超固化窗口,200℃部分区域不满足固化窗口。
此次次仿真分析中,结束烘烤时的状态(61.4min),不同温度下车架不同区域超过目标温度,有以下问题:熔融段后,部分区域仅达到48℃,粉末未熔融,有被吹落的风险;升温段后,只有170℃时仿真满足固化窗口,其他温度均不满足固化窗口;强冷段后,所有四种烘烤均不满足固化窗口,需要继续对仿真进行调整。
3.3 规划阶段第三版CFD流场分析及烤漆房结构的优化
输送设备和平面图进行调整,细化喷嘴结构,具体如图8所示,凝胶区保留两侧对吹,回风改为一侧回风。升温保温和强冷段更改了部分风嘴的位置一侧出风,各位大小喷嘴结合,增加了顶部、底部风嘴,另一侧底部回风。烤漆房更改为非对称结构,使风嘴尽可能靠近工件。更改返回区的温度,调整强冷区的温度。
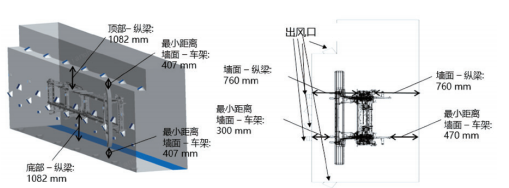
图8 升温保温和强冷段风嘴布置
经第三版CFD流场分析,较第二版有改善,但仍不合格,不同温度下车架不同区域超过目标温度,存在的问题如下。仿真仍未解决10min后部分区域无法满足粉末熔融温度的需求,有被后段风嘴吹掉粉末的风险;按60min的总烘烤时间(熔融+保温),仍有部分区域不满足粉末涂料的固化窗口;薄厚板件达到固化温度烘烤时间最长相差30min以上,有发生色差问题的风险。需要详细设计阶段继续优化结构继续模拟,但满足规划阶段需求:设备平面布置确定和基本结构定型。此方案下的凝胶、升温、保温和强冷段风速云图如图9所示。
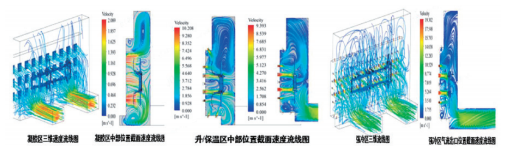
图9 第三版方案下的凝胶、升温、保温和强冷段风速云图
3.4 详细设计阶段最终版CFD流场分析及烤漆房结构的优化
详细设计阶段,优化输送设备的吊挂结构,细化烤漆房各段的风嘴结构、口径、大小风嘴的分布、数量以及可调角度等,使气流可以更加有效地作用于车架表面。
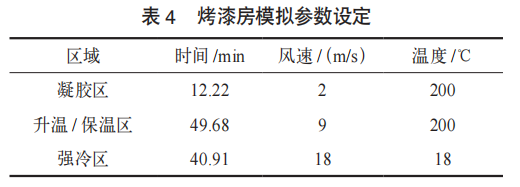
此版仿真模拟的结果中,车架各部件整体升温效果表现为:车架在保温区末端(61.9min)时,升温效果比较明显,车架最低温度为166℃,位于车架两侧铸造件;其他部件温度均能达到180℃,保持27min。烘干参数需继续优化;保温区末端(61.9min)时,车架温度大于170℃最短时间23min,最长时间45.5min(所需要时间20min);车架温度大于180℃最短时间17min,最长时间43min(所需要时间10min);车架温度大于190℃的最短时间11min,最长时间39min(所需要时间8min),需要再优化参数见表4。从强冷区温度云图可以看出,车架降温效果比较明显,经过最后一个冷却区间后,车架最大温度为41.3℃,该位置位于车架两侧铸造件。
4 车架烤漆房设备定型
通过多个版本的CFD流场分析和烤漆房结构优化,确定车架烤漆房的最终详细设计方案。烤漆房结构和各段出风口的风嘴大小、位置和方向如图10所示,其中凝胶区两侧布置有滤网的低风速的大风口,凝胶后的加热、保温、清冷段但侧面布置大小配合的方向可调的风嘴。
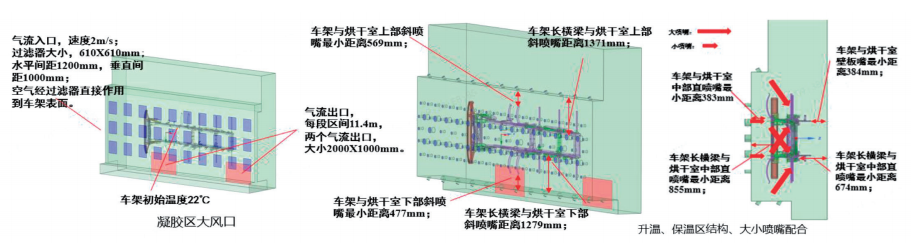
图10 车架烤漆房各段风嘴
布置加热段分11个区,设置11个独立加热三元原体,每个区可单独控温,针对不同部位,单独调节风嘴风量、风向和风速。烘烤时间55min,其中凝胶区13min,升温1为20min,升温2为7min,保温25min,强冷2个区为40min,每个区配表冷和热水加热冷却风,可单独调温。
5 烤漆房的生产调试
设备安装完毕后,开始进行设备单调试。烤漆房的各设备空运转稳定后,进行车架的工艺联调,积放链按设计节拍链速带工件通过烤漆房,用炉温仪测量车架上各个不同材质板厚关键点的工件表面温度,烘干各段出风口的风量、风速、温度和风嘴风向,根据炉仪的测量结果进行微调。烤漆房各段温度设定见表5。如图11所示,通过两次调试,车架的各部位表面温度均能控制在粉末涂料固化窗口范围内,强冷后低于50℃。烘干强冷设备顺利调试合格,经测在车架生测试漆膜各项性能符合标准要求。
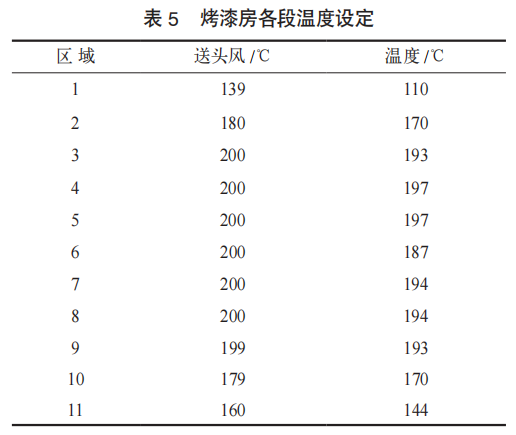
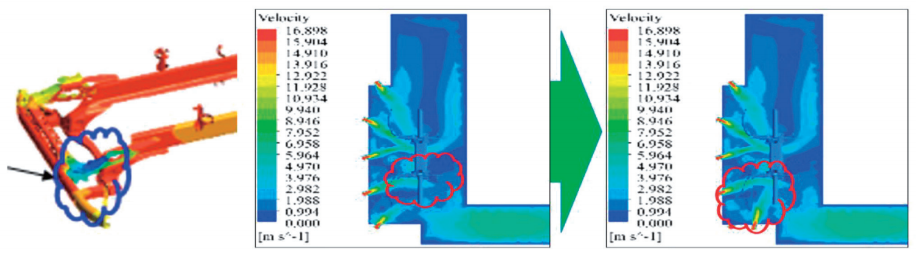
图11 升温保温区底部调整风嘴位置改善气流云图
6 结语
在车架喷粉线及烤漆房的规划设计中,采用CFD流场分析,提前以3D动态可视化的方式,精准地模拟和预测车架在烤漆房各功能区的热风循化状态和温度变化过程,进而进行虚拟调试和验证,可以提前发现各种问题和风险,有效补充设计人员技术能力经验不足、知识盲点等问题,规避设备实施后的一些重大问题或难以整改的问题出现,确保车架所有部位的粉末涂料烘干的质量目标达成,并缩短开发周期,节省人力成本,提高规划设计的精度和效率。
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:边春利,单位:北汽福田汽车集团有限公司。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

2026 Automechanika Shanghai展览会议双核驱动,聚焦汽车产业创新、可持续发展与协同共赢
2026年上海国际汽车零配件、维修检测诊断设备及服务用品展览会(Automechanika Shanghai)将于12月2日至5日在国家会展中心(上海)盛大召开。
2026-06-02
-

安波福携手英伟达打造量产级边缘人工智能,全面赋能长生命周期部署
全球工业科技领导者安波福公司(纽约证券交易所代码:APTV)宣布进一步扩大与英伟达(NVIDIA)的合作,助力量产级边缘人工智能(Edge AI)加速落地。双方正携手推动 NVIDIA Jetson 平台(包括 Jetson Thor 等新一代平台)的全面升级,将其打造为具备商业化能力、可直接投入量产的边缘人工智能平台,赋能新一代智能系统。
2026-06-02
-

Mobileye获评沙利文2026全球乘用车ADAS行业年度企业
Mobileye宣布公司荣获弗若斯特沙利文2026年度全球乘用车高级驾驶辅助系统(ADAS)行业卓越实践类年度企业。
2026-06-02


热点文章
-

看见·增程的“第二生长曲线”
2026-07-14
-

浅谈智能座舱与人机交互技术创新
2026-07-14
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

多模态感知驱动的车载儿童情绪识别与智能交互系统设计
2026-07-15
-

动力电池新国标落地:安全红线再抬升 存量缺陷亟待兜底
2026-07-15
-

【产销数据】上半年汽车总销1501.7万辆、出口达509.6万辆,同比增长65.3%
2026-07-09
-

布雷博与春风动力宣布建立长期战略合作伙伴关系
2026-07-09
-
多模态感知驱动的车载儿童情绪识别与智能交互系统设计
随着智能网联汽车技术的快速发展,车载人机交互系统正从“指令响应”向“主动服务”演进。针对当前车机系统在儿童情绪管理方面存在的智能化不足、交互模式单一、内容固定化等问题,本文提出一种基于端侧大模型的车载虚拟人物系统。该系统集成多模态感知、动态用户画像、自然语言生成与多模态交互引擎,能够精准识别车内儿童的年龄、性别及情绪状态,并基于用户画像生成定制化互动内容(如故事、谜语和儿歌),通过3D虚拟人物的生动呈现进行交互。系统支持方言自适应和双语混合交互,同时具备由哭声识别触发的安全监护机制。试验结果表明,该系统能有效缓解家长哄娃压力,提升儿童乘车的舒适度与安全性,显著提高车机系统的智能化水平并优化用户体验。
作者:
-
浅谈智能座舱与人机交互技术创新
-
看见·增程的“第二生长曲线”
-
面向ISO 34505的自动驾驶场景评价及测试优先级分析
-
国产化替代正当时:永铭车规级固液混合电容,为激光雷达发射端与算力核心提供高纹波耐受解决方案
-
智能网联汽车轨迹优化方法研究综述





评论
加载更多