发动机进气歧管转矩衰减研究
发动机热试后进气歧管紧固件转矩衰减严重,本文通过对进气歧管结构、紧固件拧紧工艺和转矩衰减特点的分析,发现进气歧管本身质量问题是导致转矩衰减的主要原因,经过改进进气歧管结构和尺寸,转矩衰减问题得到有效控制。
发动机分为汽油机和柴油机,两者进气歧管结构材料不一致,柴油机为铸铝件,汽油机为塑料件。从拧紧技术角度来看,柴油机的进气歧管为硬连接,汽油机的为软连接。软连接结构受热胀冷缩和振动影响较大,紧固件发动机工作过程中容易发生蠕动,导致转矩逐渐衰减,因此,进气歧管的转矩衰减多发生于汽油机上。进气歧管紧固件转矩衰减会导致可燃混合气泄漏,进而导致发动机功率不足、油耗高等问题。
发动机转矩衰减是发动机制造过程中的常见问题,通常由以下3个原因引起:零件结合部位有材质比较软的垫片;拧紧工艺不合理,如拧紧工具和拧紧顺序的选择不合理;紧固件之间叠装有零件。
前两个原因引起的转矩衰减,在紧固件被拧紧之后会马上表现出来,热试后更加明显,遵循“先紧易松”原则。第三种情况则与零件承压面的精度和紧固件的选择有很大关系。这3种原因引起的转矩衰减集中发生在某个或某几个紧固件上。但有些转矩衰减的紧固件分布没有规律,这需要结合零件加工质量和受力进行分析。下面以进气歧管转矩衰减问题为例,从零件结构、受力分析和零件质量等方面来阐述转矩衰减的原因和解决办法。

结构及拧紧工艺介绍
1.结构
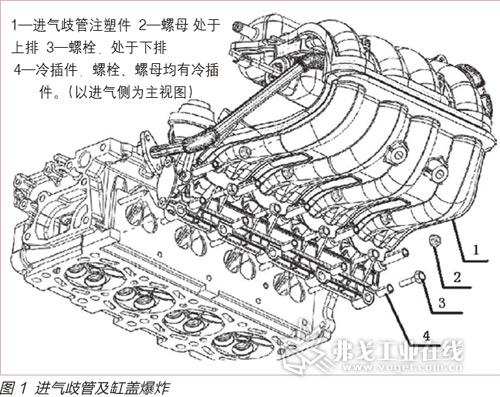
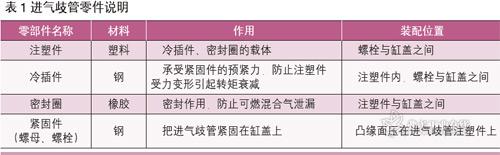
进气歧管上与拧紧有关的零部件主要有注塑件、冷插件和密封圈,其材料和作用如表1所示。相关零件配合示意图如图1所示。
2.拧紧工艺
(1)人工装配进气歧管到缸盖上(双头螺柱前一工序已拧紧),装螺栓、螺母并预拧2牙。
(2)用气动拧紧枪预紧螺栓、螺母到进气歧管贴合缸盖为止。
(3)用单轴电枪拧紧,按从中间向两边顺序拧紧,图2圆圈中数字为拧紧的顺序。上面一排为螺母,下排为螺栓。
(4)转矩控制要求 动态8~12Nm,静态7~13Nm(以下涉及的转矩值,未特别注明的均为静态转矩)。
转矩衰减特点
1. 以抽取3台发动机热试后的转矩值为例进行分析
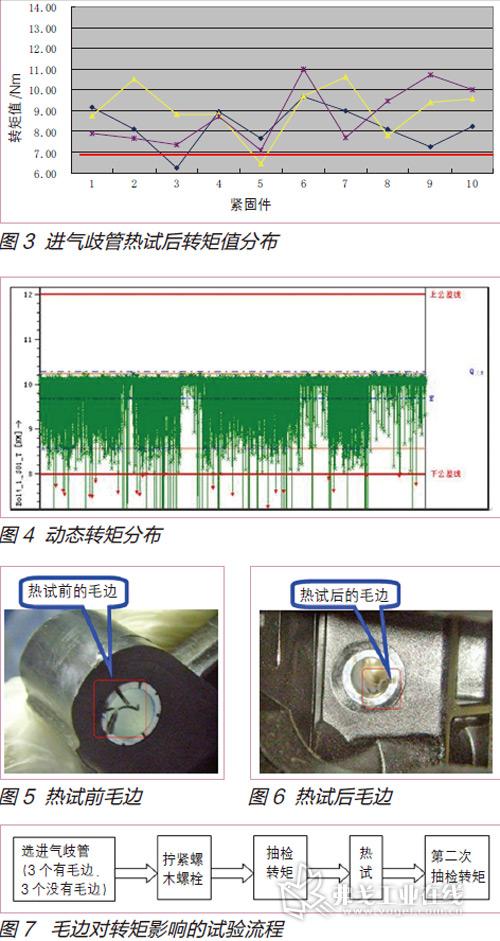
转矩值分布如图3所示,由图可得出以下规律:
(1)热试前,螺栓、螺母动态转矩值分布为9.8~10.5Nm,热试后转矩值均出现衰减,分布无规律。图中两个转矩低于红线的均为螺母,但螺栓也有在红线附近的,83%的转矩值低于理想的静态转矩值10Nm;
(2)不遵循“先紧易松”原则,先拧紧的螺栓和螺母转矩衰减幅度并不大于后拧紧的。
2.动态转矩分析
收集该工位电枪一周的动态转矩值(见图4),平均值为9.7Nm,无明显波动。
因此,进气歧管质量问题导致转矩衰减的可能性较大,现场调查发现进气歧管注塑件的承压面,即冷插件周围有毛边,并且冷插件的高度大于注塑件厚度,这两方面均会导致转矩值衰减。下面分别对这两项进行分析验证。
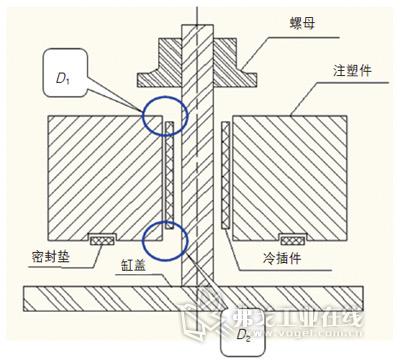
图12 零件配合关系
毛边对转矩带来的影响
1.毛边对转矩值的影响
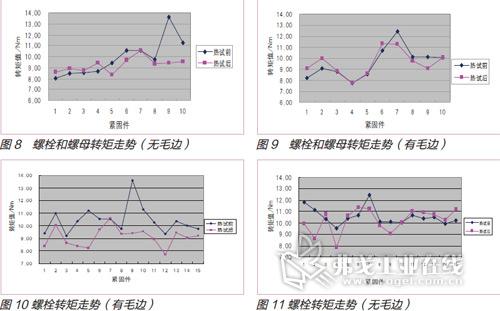
毛边主要存在于螺栓压紧的冷插件周围,热试后毛边被压平于冷插件上,具体如图5、图6所示。产生毛边的原因为:进气歧管注塑件的冷插件安装孔内有凸筋,当把冷插件压入进气歧管时,凸筋可以加大冷插件与注塑件的摩擦力,同时,凸筋也会被冷插件挤到注塑件之外,形成图中的毛边。
挑选6台发动机做对比试验,毛边主要集中在螺栓的承压面,螺母较少,所以本次毛边对转矩的影响验证主要针对螺栓来分析。试验流程如图7所示。
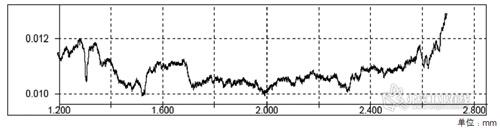
图13 紧固件承压面平面度
2.数据分析
图8、图9为两台发动机的转矩曲线图,前5个为螺母转矩,后5个为螺栓转矩。经对比得出以下规律:
(1)螺母、螺栓转矩值范围不一致,螺母为8~9.5Nm,螺栓为9.5~11Nm;
(2)螺母热试后转矩无衰减,螺栓转矩则出现衰减。
螺栓、螺母的转矩值范围不一致,并且毛边集中在螺栓的承压面,所以螺母转矩值热试前后无明显变化。对抽检的6台发动机螺栓的转矩进行汇总分析(见图10、图11),得出以下规律:
(1)无毛边的螺栓中转矩衰减的比例明显少于有毛边的。无毛边的为33%,有毛边为93%。
(2)转矩衰减的螺栓不集中在特定的部位。
(3)无毛边与有毛边螺栓热试前后转矩值对比如表2所示。
由本次验证可知,经过一次热试,进气歧管注塑件上的毛边会导致转矩为10Nm的紧固件平均衰减1.3Nm。虽然验证表明毛边会导致转矩衰减,但衰减幅度有限,转矩值全部在7Nm以上。经过进一步测量分析,注塑件厚度不合格,也是导致转矩衰减的重要原因。
零件尺寸对转矩的影响
1.零件尺寸技术要求(以螺母为例)
零件尺寸技术要求如表3所示。将零件送实验室进行测量,结果为注塑件厚度不合格,平均值为35.0mm,超出下差0.2mm。其余尺寸均满足要求。
根据测量值,可以由公式D1=H注-H冷-D2计算出D1实际为-0.3~-0.2mm,表明冷插件凸出注塑件0.2~0.3mm。

2. 零件配合关系及受力分析
零件配合关系及受力分析如图12所示。从图中可知,螺母拧紧后完全贴紧注塑件,产生的轴向压力大部分集中在进气歧管的注塑件上。注塑件和密封垫有一定形变,注塑件的形变使螺母既压紧注塑件同时也压紧冷插件。因此部分轴向力会分布在冷插件和密封垫上。
由于图中D1与设计要求不符,即冷插件高度高于注塑件0.2mm,零件的配合关系会出现如下情况:
(1)螺母首先接触冷插件,其转矩值为10Nm,根据T=K×F×d公式,其中T为转矩,K为摩擦因数(取经验值0.2),d为螺纹直径8mm,可算出螺栓的轴向力F=6250Nm ,可见F远大于冷插件的拔插力。拧紧过程中冷插件逐渐贴近缸盖,密封垫被压缩,即D1逐渐趋于零。D2则由原来的正值变成负值。
(2)拧紧完成后,螺栓凸缘面将压紧冷插套和注塑件,即D1等于零,密封垫在轴向力作用下产生变形。D2为负值后,注塑件未能完全贴紧缸盖,与缸盖的间隙为D2的绝对值。
3.转矩衰减原因
紧固件拧紧后,注塑件与缸盖之间存在间隙,即冷插件比注塑件高出的值,这个间隙由密封垫填充,因此,轴向力同时分布在注塑件和冷插件上。对紧固件承压面平面度进行检测,承压面外端部分要比中间高出1~2mm,轴向力主要分布在凸出位置,当相邻的紧固件相继拧紧,密封垫不断被压缩,注塑件更加贴近缸盖,原来分布在注塑件上的轴向力变为零,剩余轴向力全部集中在冷插件上。根据T=K×F×d公式,轴向力F减小50%,T同样减小50%(见图13)。
螺母的环形承压面由原来以螺母凸缘面最大直径为外端圆,变为以冷插件的最大直径为外端圆。由公式可知,承压面的面积减少了21%,螺母的抗松能力降低。
结语
根据以上分析,解决进气歧管转矩衰减问题,需保证承压面无毛边,同时冷插件高度低于注塑件。针对这两个原因,可采取下面两项措施:取消注塑件上用于增加摩擦力的凸筋,将圆形孔改为正六边形的孔,用六边形对边与冷插件的过盈配合来保证摩擦力;加大冷插件圆角尺寸,降低冷插件压入注塑件时毛边被挤出来的风险;在注塑件生产过程中严格控制其高度值,保证冷插件两端均低于注塑件。
上汽通用五菱汽车股份有限公司
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多