共线生产发动机及前悬架装配柔性生产技术

多平台车型共线生产的轿车总装配工艺设计和优化是一个复杂的工作,涉及的方面众多,是一个多目标的优化问题。在总装工艺过程中,由于发动机的核心地位以及四轮定位对整车的影响,发动机及前悬架的举升装配成为总装的关键工位。此工位工装设备集中且精度要求较高,成为影响节拍的瓶颈工位。
下面就以MPV(代号CC01)、轿车(代号CC02)共线生产的问题来介绍两种发动机及前悬架的举升装配形式。
现存问题
发动机及前悬架的装配可分为整体举升和分别举升两种方式。现有的CC02车采用先进的AGV系统整体举升,CC01车采用分别举升方式,两车型未在同一车间生产。由于企业生产进行调整,需要将CC01移至CC02车间进行生产,因此出现了下列问题:
1.工艺方面
由于装配工艺不同致使在装配CC01前悬架时AGV小车不能实现自动随行,需手动操作。
2.人员方面
原CC02车型完成装配需6人,但是CC01车型完成装配需7人,人员不够。
3.工装方面
CC01车型的工装借用原车间工装,采用分别举升方式,且无准确定位,需在线调整,时间约25s。
4.装配方面
发动机后悬置装配空间小,操作困难。
问题分析
1.节拍分析
通过对实际装配时间进行测定和对比(见图1),发动机装配以及前悬架装配两个工位的实际工作时间都不能满足生产节拍,造成了等待时间的浪费。
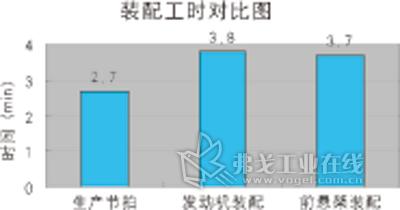
图1 装配工时对比
2.工艺流程分析
原有的发动机装配以及前悬架装配工艺如图2所示,采用的是发动机和前悬架分别举升,因为生产线体工位排布已经定型,空间不足,所以在各自安装完毕以后要顺原路返回,存在等待时间的浪费,此时问题便暴露出来:相同的节拍时间内可以正常生产CC02车型,但在生产CC01车型的时候只能进行停线装配,不能形成一个流的生产,而且降低了AGV小车的使用寿命(长时间停线会造成AGV蓄电池亏电)。
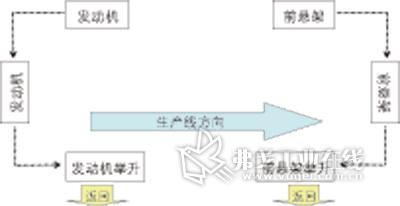
图2 工艺流程分析
3.工装分析
原来的发动机和前悬架是分开装配,所以工装也是独立的,装配CC01车型的发动机工装和前悬架工装借用原车间工装,设计不合理,无准确定位,装配时还需要调整,每台车调整时间约25s,在现有的生产条件下要改为整体装配,原来的工装与新的生产线体不匹配,而且CC02车型的工装不能满足CC01车型的定位要求,必须另行设计工装,以满足生产需要。
4.装配分析
在发动机举升工位,由于两边是台架,中间空间很小,只能容一个AGV小车通过,人员不能从侧面通过,且发动机后悬置装配空间小,操作困难,用时约35s。
制定方案
共线生产的车型一种为排量2.0L的MPV,一种为排量1.3L的轿车,两种车型发动机差异较大,不能实现定位的共用,与原来的发动机和前悬架举升工装不能合成。
CC01车型原发动机举升工装是由原车间转移过来的,它是依据原车间的生产线及设备布置情况进行设计,转到新车间(生产CC02车型的车间)以后就出现了定位不准确的弊端,面对此问题要考虑重新设计工装,把发动机和前悬架先进行线下合装,然后整体举升合装,节省线上操作时间,并适应新车间的设备布置,形成以下方案:
首先改变装配工艺,由原来的分开举升改为共同举升,可减少AGV小车的数量,提高设备负荷率,形成一个流的生产,达到与CC02车型共线。
再次重新设计工装,分析CC01发动机及前悬架结构,确定定位方式,增加了新的定位点,并考虑安装时工具的穿入孔,增加操作时的方便性,节省操作时间,最终形成新的工装(见图3)。

图3 新制作的工装
在新的工装上面定位功能得到了很好的体现:发动机定位和前悬架定位都有了保障,在装配过程中两个工位可以同时操作,节省了一个人的劳动力。在操作过程中先把发动机吊放到工装上,其次是前悬架,然后把发动机和前悬架合装,最后举升、安装(见图4)。

图4 发动机及前悬架举升状态
方案验证
1.生产节拍
装配时间2.5min,实现了CC02车型与CC01车型的共线生产,消除了生产中的瓶颈工位,满足了生产节拍(见图5)。
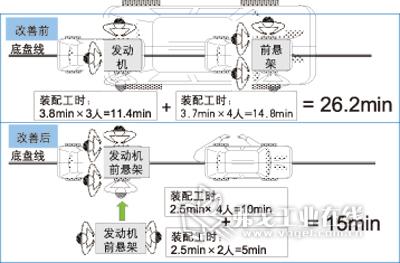
图5 方案验证分析
2.人员数量
操作人员6名,与CC02车型一致,不必增加人员。
3.设备方面
AGV随行小车改善后可以自动随行,减轻了设备负荷率,提高了使用寿命。
4.装配方面
调整了作业顺序,把发动机后悬置装配转到了更利于装配的合装工位装配,减轻了员工的劳动强度。
结语
通过对发动机前悬架举升工装的设计改装,我公司目前已经实现了两种不同类型车型的共线生产,解决了瓶颈工位的制约,保证了生产节拍。
此工装的设计拓宽了创作的思路,工作人员在以后的车型生产中可以借鉴此方法,不仅节省了操作人员,而且还能提高工作效率,最终达到提高整车装配质量的目的。
长城汽车股份有限公司工程院
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多