曲轴油孔的柔性加工
曲轴作为发动机总成中最关键的部件之一,对制造工艺装备有着很高的要求。曲轴油孔的传统加工采用专机自动线(Transferline)方式,曲轴油孔的自动线由钻直油孔、钻斜油孔、孔口倒角和曲轴旋转甩油等工位组成,其特点是占地面积大、结构复杂,尽管可以很好地满足产量最大化的要求,但其柔性相对较差,在加工新品种曲轴时的设备改造周期和成本都很高。
近几年,以德国TBT深孔钻技术有限公司(以下简称“TBT公司”)为代表的发动机制造设备供应商开发出了集钻直油孔、钻斜油孔、孔口倒角和曲轴旋转甩油等加工功能于一体的曲轴油孔柔性加工中心。这种加工中心可以加工从单缸到六缸发动机的曲轴,加工长度范围为300~3100mm,具有很高的柔性,同时可以满足大批量生产线的加工节拍要求。自问世以来,这种设备已逐渐在国外著名汽车生产厂商的曲轴生产线上广泛运用。下面就以该曲轴油孔柔性加工中心简要介绍设计方案及应用特点等。
设计方案
TBT曲轴油孔柔性加工中心由床身、立柱、钻孔动力头单元、工作台、夹具、冷却液系统、液压和集中式润滑系统、Siemens 840D数控系统以及刀库、自动换刀装置和钻套自动更换装置等组成。共有X轴、Y轴、Z轴、W轴、A轴、B轴和C轴共七个数控运动轴(见图1)。
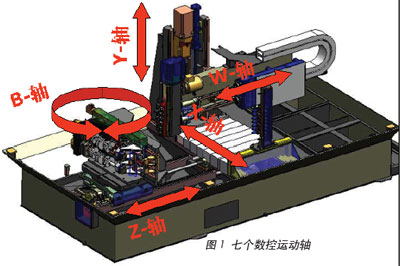
X轴:立柱带动安装其上的钻孔动力头进行横向水平移动,以实现工件上轴向位置的油孔加工;
Y轴:钻孔动力头沿立柱方向进行垂直移动;
Z轴:钻孔动力头实现钻孔深度的工进和快进;
W轴:工作台快进或快退以调整工件和刀具的距离,并和X轴、Y轴一起多轴联动,实现斜油孔口的环铣倒角;
A轴:工件旋转驱动装置,实现周向位置的钻孔加工;
B轴:工作台带动夹具360°旋转,以调整工件和刀具的相对角度,完成加工工位和上下料工位的转换;
C 轴:刀具进行旋转切削运动。
主要规格
TBT曲轴油孔加工中心的规格分为W200-KW、BW250-KW和MD30-KW三个系列,分别适用于加工轿车曲轴、卡车曲轴和船用曲轴。
小型曲轴油孔加工中心BW200-KW适用于加工轿车发动机曲轴。BW200-KW可以根据客户的节拍要求配备1~3套主轴(枪钻主轴和倒角主轴)同时加工,钻孔直径为2~12mm,X轴、Y轴、Z轴、W轴的运动行程分别为1000mm、320mm、800mm、800mm,最大钻孔深度达400mm,工件夹持长度范围为300~700mm,主轴转速无级调速范围为1000~20000r/min,配备立柱式刀库、自动换刀和钻套自动更换装置。
中型曲轴油孔加工中心BW250-KW适用于加工卡车发动机曲轴。BW250-KW可配备1~3套主轴(枪钻主轴和倒角主轴)同时加工,钻孔直径为2~15mm,X轴、Y轴、Z轴、W轴的运动行程分别为1920mm、560mm、1000mm、870mm,最大钻孔深度达600mm,工件最大夹持长度为1300mm(可根据客户要求特殊设计),主轴转速无级调速范围为1000~20000r/min,同时配备了立柱式刀库、自动换刀和钻套自动更换装置。
大型曲轴油孔加工中心Varioflex MD30-KW适用于加工船用柴油机等大型曲轴,这里不做详细介绍。
应用特点
1. 采用枪钻工艺和MQL冷却技术,提高油孔精度和加工效率。
枪钻作为一种高效的半精密孔加工工艺,孔径精度一般可达IT7~IT9,表面粗糙度为Ra 1.6左右,对于铸铁和中碳非调质钢材料,普通枪钻的钻孔进给量可达150mm/min。TBT公司将40年来对枪钻工艺的研发应用经验运用于曲轴油孔的加工,率先开发出多轴曲轴油孔柔性加工中心,将柔性和高效率加工完美地结合起来。
近10年来,TBT公司一直在研究MQL冷却技术在枪钻工艺中的运用,经过不同工件材料的多次对比加工试验,率先成功地将MQL技术运用于枪钻加工,并相应地开发出了枪钻刀具涂层和刃磨配套技术,使加工效率进一步大幅提高,钻孔进给量提高到300~500mm/min。以小轿车的四缸曲轴为例,加工内容为钻削所有的直斜油孔和孔口,一台TBT三轴曲轴油孔加工中心的年生产能力超过20万件。
2. 采用高柔性的夹具(见图2),提高工序集中化程度,打破了机床加工能力对曲轴规格尺寸的局限。

图2 高柔性的夹具
夹具可随工作台360°旋转,以调整工件和刀具的相对角度以及加工工位和上下料工位的转换;夹具上有工件旋转驱动装置,以实现周向位置不同的钻孔加工;数控定位的尾架夹紧顶尖可根据工件的长度进行调整;曲轴的径向定位通过数控调整实现;孔口密封卡爪通过数控实现相应主轴径油孔的密封,以使斜油孔与对应主轴颈上的直油孔相通时不致于因油压突然降低产生爆炸毛刺。
综上所述,可以看出TBT曲轴油孔加工中心具有以下突出特点:
■ 可以一次装夹完成钻孔、孔口倒角和甩干切削油;
■ 可以加工不同长度、不同油孔位置和数量、不同冲程、不同开档宽度、不同轴颈的曲轴,具有非常高的柔性;
■ 品种更换非常容易实现,只要更换相应的刀辅具和夹紧卡爪等元件,并采用相应的加工程序即可,通常的品种变换只需10~15min即可实现。
3. 采用钻套构成封闭式的枪钻加工过程。
TBT曲轴油孔加工中心的钻套安装在排屑箱上,并紧贴工件表面,与正在加工的斜油孔相交的主轴颈直油孔被密封卡爪紧紧包住,切削油通过刀具内部通向切削区,然后与切屑一起通过枪钻排屑槽与钻套间的空隙排到排屑箱里,形成一个相对封闭的加工过程(见图3)。这种方法主要有以下优点:
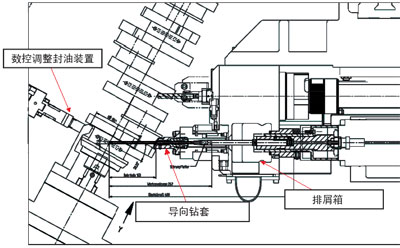
图3 钻套封闭式加工
■ 钻套在开始钻入时对钻头起导向作用,枪钻钻孔时无需在工件表面预钻导向孔,因而缩短了加工过程,降低了加工成本,而且不会在孔口出现阶梯孔;
■ 封闭的环境使切削液、切屑和油雾只能排放到排屑箱里,不会落到工作台上和机床里,减小了切削液的消耗,降低了机床清洁的工作强度,便于油雾的抽取,有利于环保卫生。
4. 避免了在加工循环过程进行换刀,大大缩短了待机时间。
该加工中心配备了钻套更换装置替代钻导向孔刀具,每个主轴可换用5个不同角度或长度的钻套,钻套更换在加工下一位置调整过程中同时进行。
5. 实施加工过程监控,避免刀具磨损。
该加工中心主要通过进给压力变化和驱动功率变化两种监控方式来避免刀具的磨损:
■ 配置带学习曲线的ARTIS刀具监控装置,设定功率最大值和最小值极限变化范围;
■ 或配置BLUM激光刀具监控装置;
■ 或配置SANDVIK进给压力监控装置,设置进给压力最大值和最小值极限变化范围。
综上所述,TBT曲轴油孔柔性加工中心具有很高的柔性,加工能力打破了曲轴具体规格的局限,而且生产效率很高,完全符合大批量生产线的节拍要求。目前,在全球已交付使用的曲轴油孔加工机床中,TBT公司是最主要的供应商,国外用户主要包括Daimler-Chrysler、BMW、Porsche、VW、VOLVO、Renault和Triumph Motorcycles等,中国用户有上海通用、沈阳华晨、奇瑞、昌河铃木和一汽发动机厂等。
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多