凸轮轴磨削工艺
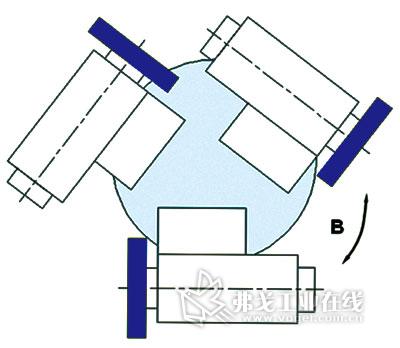
图1 多砂轮B轴回转砂轮架
凸轮轴作为汽车发动机上配气机构的重要组成零件,用于控制发动机缸体上气门阀杆的开合。凸轮轴磨削对于其质量起着至关重要的作用。
凸轮轮廓属于异型曲面,所以加工工艺和方案也较为复杂,尤其是凸轮表面的加工质量和型线误差直接决定了凸轮轴在发动机进气和排气工作循环中,是否会产生进气阀和凸轮、排气阀和凸轮之间的冲击和振动,影响汽车发动机在工作中的平稳性。
传统凸轮轴磨削工艺
传统的凸轮轴磨削工艺即采用刚玉砂轮磨削凸轮轴,对于凸轮型面采用仿型方式完成表面的磨削加工,该磨削加工方法的磨削线速度通常在50m/s左右。该种加工方式的特点如下:
1.砂轮磨料
针对凸轮轴材料的特点(目前多采用铸铁或者钢制),传统的磨削工艺上通常使用刚玉砂轮即可以完成凸轮轴的磨削加工。使用的较多的刚玉材料包括:白刚玉、铬刚玉(又为玫瑰色刚玉),棕刚玉。上述三种刚玉材料实际上已经可以基本满足目前所有材料的机械加工。而对于高合金钢等含钒而且硬度较高的材料,采用单晶刚玉即可以满足其高标准的形状和尺寸精度加工要求。
2.凸轮型面磨削
传统的液压磨床上较多采用仿形磨削的方式。汽车发动机的开发商通常针对其发动机进排气的结构形式设计其凸轮型线表,对凸轮的基圆,升降程轮廓以及凸轮底部最高部分的轮廓按照分度列出具体的型面数据。在仿型磨削过程中,首先按照加工的型线表绘制最终加工成品的仿型样板或者仿形工件,加工过程中仿型刀架上的触头沿着样板轮廓作仿型运动,通过液压缸或者其他传动系统带动刀架作X轴方向的进给运动,从而加工出凸轮的表面型面。
3.凸轮轴颈磨削
采用刚玉砂轮进行外圆磨削,有两种方式,在产量低、品种多的情况下可以使用单片砂轮逐次磨削主轴颈;而针对产量大、品种少的情况,可以采用多砂轮磨床,一次磨削所有的主轴颈。
对于采用传统刚玉以及仿型方式磨削凸轮轴的方式,优点和缺点分析如表所示。
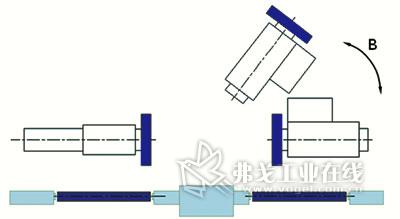
图2 多砂轮架组合加工方案示例
CBN砂轮磨削凸轮轴工艺
自从1969年通用电气将CBN(立方氮化硼)这一名词作为高硬度磨削材料开发的革命性成果引入市场,CBN磨料的使用也推动了磨削工艺的开发以及相关设备的设计。
1.CBN磨料
CBN磨料是借助于高压高温技术合成的超硬材料,其硬度(约4700 N/mm2)可达到金刚石硬度(大约7000N/mm2)的一半以上,其硬度同时也接近碳化硅材料的两倍(碳化硅磨粒的硬度约为2500~2700 N/mm2)。
随着材料的研究和开发,多晶体立方氮化硼的面世也解决了早期单晶体碳化硅材料磨粒易碎脱落的问题,并且具有了很好的切削性能和耐用性。立方氮化硼材料既可以应用于加工硬度相对不高,但是韧性高的金属材料(其洛氏硬度在50HRC以上);也可以应用于硬度很高的含碳合金,例如:工具钢、特种钢和高速钢等。
由于刚玉砂轮在磨削过程中磨粒脱落和消耗量大,更换以及安装调试时间长,以及停机维护时间长这些问题的出现,因此,当今在大批量生产中刚玉砂轮磨削方式已经逐渐被CBN砂轮磨削工艺所取代。尤其是针对诸如汽车行业中的产品系列化、批量大,而且重复生产性较高的产业,CBN砂轮的优势日益明显。在国内的汽车制造厂家中,也逐渐形成选用CBN砂轮磨削技术来进行关键发动机零部件的制造和加工,其加工效率和切削性能得到了汽车制造厂家的一致认可。
2.CBN磨床
采用CBN磨床针对凸轮轴磨削,各个磨床厂家对于砂轮主轴驱动的配置基本上采用三相电机直接驱动。对于汽车行业的凸轮轴加工磨床而言,其砂轮主轴的转速均可达到7000r/min~8000 r/min。即便各个厂家所选用的砂轮直径有所不同,可以获得的砂轮圆周表面最大线速度也可以达到120m/s,甚至150m/s。采用高速磨削以及CBN磨料通常能在普通外圆磨削加工中获得更好的表面粗糙度和表面精度。
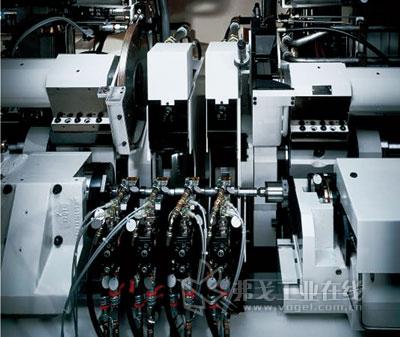
图3 双砂轮同步磨削凸轮轴,缩短加工节拍时间
控制系统的选用方面,欧美厂家通常使用Fanuc或者Siemens系统,而亚洲的磨床厂家也会有自行开发的控制系统。各机床厂家在对控制系统的选用和二次开发上也是各自利用了其软件平台的优点,针对工件的型廓开发了“面向工件的编程软件系统”,但从系统的稳定性和软件的功能性方面评价,Siemens840D和Fanuc12i的控制软件平台在CBN磨床程序开发领域具有非常好的口碑。
3.凸轮轴磨削(CBN磨床)
按前文所述,凸轮轴的型廓可以分成两类表面: 轴颈磨削,即普通外圆表面磨削加工;凸轮型面轮廓磨削,即异型轮廓表面磨削。而异型轮廓通常按照现场实际状态又可以细分成为鼓型轮廓表面,带凹心的轮廓表面。
对于轴颈的磨削,也就是普通外圆表面,采用CBN磨床进行磨削加工时,由于表面磨削线速度较高,而且对于轴颈磨削也采用了在线直径测量系统,磨削过程中,测量系统检测反馈的数据可以对于下一根凸轮轴轴颈的加工有修正作用,这样可以使所获得的工件的圆度测量指标会更好。
而对于异型表面的磨削,通常磨床厂家会按照客户方所提供升程表,对于磨削过程作模拟分析,而分析得到的参数可以对于磨削过程中所设置的参数作指导,如磨削凸轮的进给量,砂轮主轴的转速以及工件的转速等参数。
针对鼓型轮廓的凸轮,磨削工艺设计就相对简单,在不进行大批量生产,而且不考虑加工时间节拍的前提下,采用单台且仅仅具有单砂轮架和单砂轮主轴的磨床就可以完成所有鼓型凸轮型廓的磨削。
对于带有凹心的凸轮,各个厂家按照其设计方式的不同,可以分别采用两台磨床完成或者带B轴回转的砂轮架,以及肖特公司所提出的带有液压翻转机构的砂轮架模式在同一台磨床上完成凸轮基圆轮廓和凹心表面的磨削。这样设计的目的在于减少凸轮在不同机床上的搬运时间;减少了凸轮轴的再次定位和装夹时间;在采用同一定位基准和同一装夹方式完成凸轮基圆和凹心磨削,从而获得更好的表面加工精度和加工效率。
采用肖特公司专利的液压翻转机构砂轮架或者带B轴回转的砂轮架,其设计出发点都是考虑到一次装夹状态下可获得更高的加工精度。在这种设计思路下对于单个砂轮架上配置2个砂轮主轴并且安装2片砂轮,其直径各有不同,分别为一大一小。在磨削过程中使用大砂轮完成凸轮型面大余量切入式粗磨,以求快速切除凸轮毛坯上的大部分余量,缩短工件加工的节拍时间,采用CBN砂轮粗切可实现半径方向上最大5mm的切削余量;而采用小砂轮完成凸轮凹心表面的磨削以及整个表面的精磨,达到凸轮表面粗糙度要求,获取好的表面光洁度,精磨后可以达到Ra0.4。

模块化组合工艺
对于企业生产而言,工艺方案的布置通常是位于第一位,其次才是选择机床。在凸轮轴精加工工艺路线的制定上,其工艺方案大致有下面两种:
1.凸轮轴轴颈粗磨→凸轮型面粗磨 → 凸轮轴轴颈精磨 → 凸轮型面精磨。
2.凸轮轴轴颈粗磨→凸轮轴轴颈精磨→凸轮型面粗磨→凸轮型面精磨。
但其对应的机床配置却各有不同,按照模块化原理和设计方法,首先可以列出能够用于外圆磨削和异型表面磨削的各种基本元素:外圆磨削:普通刚玉外圆磨床、CBN外圆磨床、无心磨床(CBN)、无心磨床(刚玉);凸轮磨削:刚玉磨床、CBN磨床。
如果按照单机工艺排序,可以分别列出8种排列,但值得注意的是,针对汽车行业大批量生产,尤其是凸轮型面磨削,刚玉磨床由于其砂轮的易耗性,其市场占有量已经逐渐减少。
目前95%以上的凸轮轴生产厂家都认同了CBN磨料的优点。那么进行单机工艺路线编排可以选择的机床只有三种:即外圆磨削中的CBN外圆磨床、无心磨床(CBN)/无心磨床(刚玉)和凸轮磨削中的CBN磨床。
无心磨床虽然从价格上比CBN外圆磨床低,但是涉及加工品种变化的前提,就必须要对于砂轮和导轮作工装更换。而且无心磨床加工凸轮轴轴颈时,轴颈对于两端要求的跳动精度(一般为0.02mm)的保证存在困难,所以即便采用无心磨床(刚玉)作轴颈的磨削,一般也仅仅将其用作粗磨轴颈,轴颈的精磨则采用CBN外圆磨床而实现。而这种选择也仅仅是在投资方资金有限的前提时作为备选考虑,其最大的问题就是柔性不足,适应性不强。而如选用无心磨床(CBN磨料)来做轴颈的磨削,就远不如CBN外圆磨床经济,也不如CBN外圆磨床灵活性强。
最后,作为各个工艺元素的组合,同样也可以考虑在同一机床平台上完成以上所述的外圆磨削和凸轮磨削方案。最简单的考虑就是增加动力部件——砂轮主轴。通过在同一台机床上对于砂轮主轴的配置,以及砂轮形式配置,就可以将上述工艺要素集成在同一平台,从而达到减少机床数量、减少搬运、减少定位装夹、提高生产效率和缩短加工节拍的目的。该种组合的最佳实施方法即:设置双砂轮架,每个砂轮架上配置多个砂轮,实现双砂轮同步磨削轴颈和同步磨削凸轮型面。而且也可将有技术要求的轴肩表面的加工也集成到单台机床工艺中。
结语
通过开发适宜于高速磨削的立方氮化硼砂轮磨料以及对磨削工艺方案的合理组合后,凸轮轴毛坯件在经过磨削加工后,其产品的加工精度尤其是凸轮轴颈相对于两端的跳动精度得到更好的保证。此外,对于大批量生产的汽车零部件制造企业而言,该加工模式降低了其后期耗材等方面的生产成本,提高了整体生产的稳定性。
柯尔柏斯来福临机械(上海)有限公司北京分公司
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多