发动机缸盖生产线工艺改进与效率提升
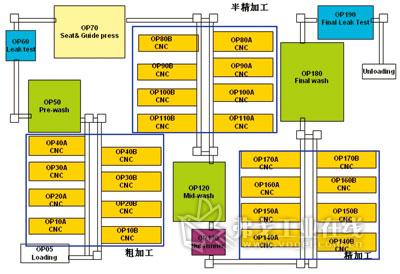
图1 柳州发动机工厂缸盖线布置
发动机缸盖生产线的效率,是可以在后期生产阶段中不断持续改进提高的。上汽通用五菱发动机工厂应用精益改善的思想对其机加工工艺进行分析,找出多余设计及不合理加工工艺,并予以实施改善,从而提高了生产线效率,降低了质量风险,减少企业人力、能耗及设备的投资。
随着国家“汽车下乡”政策的逐渐深入,在微车市场前景一片大好的同时,微车制造企业也在不断变化的消费市场中面临着比以往更加激烈的竞争。产品的生命周期更短,销售价格的竞争更趋白热化,“高效率、低成本地生产出高品质的产品”成为企业为保持竞争力而不懈追求的目标。因此,企业对制造部门的工艺改进与效率提升又提出了更高的要求,维持现状就意味着倒退,必须要结合精益生产要求,本着“高效率、低成本”的指导思想,积极主动地利用各种精益改善方法,有效地发现制造过程中不经济、不均衡及不合理的现象,找出改善重点,从而达到缩短生产周期、提高生产效率、减少浪费的目的。
下面我们以上汽通用五菱发动机工厂缸盖线的产品及加工工艺优化作为实例为大家介绍,如何对加工工艺、对生产线平衡进行分析,找出毛坯的不合理设计和加工工艺的不合理布置,并予以改善,从而实现提高生产线效率,挖掘现有生产能力,降低质量风险,减少企业人力、能耗及设备的投资。
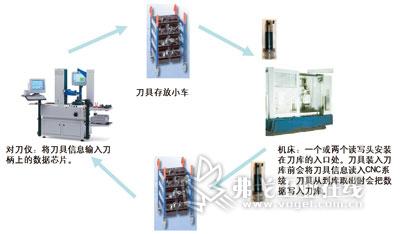
图2 缸盖加工工具
分析生产线存在的问题
1. 生产线简介
柳州发动机工厂由四条生产线构成:缸体线、缸盖线、曲轴线及装配线。缸盖线的产能直接影响整机的产量。
缸盖生产线由两个模块组成,每个模块由两条并行的生产线构成。单模块布局如图1所示,设计产能17.5万台/年。设备组成包括24台加工中心(CNC)、5台辅机(3台清洗机和2台试漏机)、1台拧紧机、1台压装机、1台三坐标测量机以及1台上线打标机。缸盖所用加工工具如图2所示。
2. 工艺改进背景
长期以来,缸盖线的粗加工#1工位(加工中心)、OP190(水堵、油堵压装)开动率都低于90%,根据对停线原因的统计,我们发现80%的停线是来自水堵孔的加工及压装工序。生产团队在解决问题的过程中发现,要解决前述问题,需对现有设备进行大幅度的改造,但当前的生产需求不允许我们长时间停线对设备进行改造。于是,团队成员将目光转移到了产品及工艺的优化上。

图3 某型号缸盖毛坯共有三个排砂工艺孔
缸盖结构复杂,在其上有数量、种类繁多的装配螺纹孔,这些装配孔主要集中在半精加工工位进行钻、扩和攻丝等,因此,半精加工一直以来都是整条生产线的瓶颈所在,严重制约着缸盖线产能的提升。为了提高JPH,达到产能要求,缸盖团队对半精加工工艺进行了仔细研究,调整工艺,使各工位节拍均衡。
改善方案分析及实施
1. 产品优化的可行性分析
缸盖水套外壁上有3个在毛坯铸造阶段用于排砂的铸造工艺孔,虽然这三个孔对加工及装配没有作用,但为了将水腔密封,必须在缸盖的加工生产中将该孔加工成固定形状,以便于用水堵盖密封;而且水堵孔表面的加工质量对发动机的性能有着重要影响,如密封不严将会导致油水混合进而造成发动机报废。但在加工过程中,由于切削余量大,该孔内壁经常出现刀痕,从而造成产品报废。同时,在压装水堵的过程中,压烂、压偏及漏压等问题频繁发生,不仅影响密封质量,返修、报废的成本也随之升高。
(1)铸造工艺更改的可行性分析 本公司加工的某型号缸盖毛坯共有三个排砂工艺孔,如图3所示。团队成员在对铸造工艺进行仔细分析后发现,后端面的发动机出水口与#1工艺孔相通,且出水口直径约为#1水堵孔直径的4倍,因此出水口完全能够起到排砂作用,取消#1工艺孔对铸件的排砂不会产生影响。
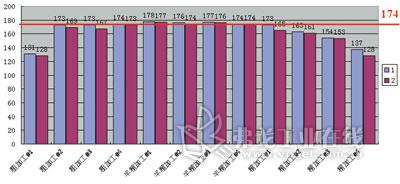
图4 提取两个月各工位生产节拍数据进行对比
经过与供应商技术人员讨论后,取消#1号工艺孔可以通过修改坭芯模来改变砂芯实现。坭芯模的修改技术非常成熟且易于操作,因此在铸造过程中取消#1号水堵孔从而缩短产品制造周期,降低缸盖成品成本,降低质量风险的方案完全可以实行。
(2)修改坭芯模的风险分析 对#1水堵孔取消后的状态进行模拟分析,模拟表明:水堵孔取消后,铝液进入型腔过程中没有了坭芯头的阻隔,铝液流向平滑,并且水油壁厚变得较均匀,铝液流动状态变化不大,对该位置铸造缺陷的产生没有影响,所以取消#1水堵孔对铸造过程及铸件质量没有影响。
(3)减少水堵孔机加工可行性分析 减少一个水堵孔,在粗加工#1工位将会减少一个水堵孔的加工,加工时间可减少7s/件。
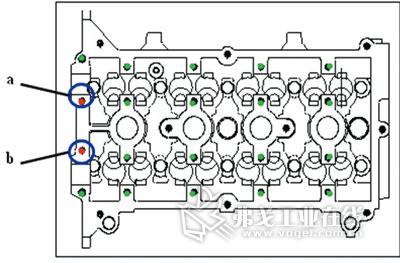
图5 缸盖顶面安装孔
2. 半精机加工工艺调整分析
团队成员首先对生产节拍进行统计分析,以期找出工艺布置不合理之处,找出制约因素并解决、消除瓶颈工位。
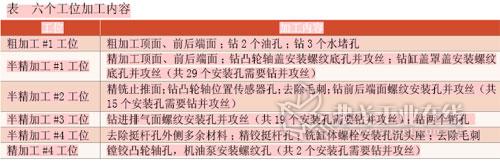
提取两个月各工位生产节拍的数据进行对比,从图4可看出,半精加工的四个工位基本都满节拍运行,特别是半精加工#1、#3工位已超出节拍要求2~4s。相反,粗加工#1、精加工#4工位节拍则过于充裕,空余节拍达37s之多,各工位之间节拍出现严重失衡。针对这一情况,我们对半精工位和粗加工#1工位,以及精加工#4工位的加工内容进行研究和分析,制定出工艺调整方案,并分析调整的可行性。六个工位的加工内容如表所示。
(1)半精工位#1——统一顶面螺纹孔。图5中a、b两个安装孔与绿色标示的同为凸轮轴盖安装孔,其直径、深度及公差均相同,安装中使用的螺栓为同一零件,仅导向台阶孔深度及直径不一致。由于a、b两孔并无定位销等需要配合的地方,而且与其他凸轮轴孔使用相同的螺栓,且用于连接的螺栓孔无论深度和直径都与其他孔要求一致。因此,统一将不会影响正常的安装。
同时,黑色标示的发动机罩安装孔、缸盖罩安装孔同凸轮轴盖安装孔直径及位置度要求都一样,统一后,刀具可以满足两种孔的深度要求。因此,统一用一把刀具加工所有的凸轮轴盖安装孔,可减少换刀时间。
(2)转移凸轮轴传感器孔(半精工位#2)。加工该孔约需13s,精加工#4节拍空余27s,可将该孔移至精加工#4加工。两工位工件定位方式相同,调整相关CNC程序即可实现。精加工#4节拍提升13s后仍有10s空余节拍,满足节拍要求。
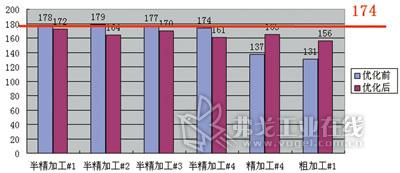
图6 产品及工艺优化效果
(3)半精工位#3中取消排气面销孔、转移去除毛刺工序。
①排气侧两个销孔在缸盖生产、发动机装配以及整车装配中都未使用,因此可取消该孔的加工;
②去除毛刺加工时间约为18.4s,将其移至半精工位#4。
半精工位#3、半精工位 #4工件定位方式相同,调整相关CNC程序即可实现。两项内容预计可降低节拍共25s左右。
(4)半精工位#4中转移去除挺杆孔外侧多余材料。去除挺杆孔外侧多余材料约需30.6s,粗加工#1现有节拍空余42s,可将该道工序移至粗加工#1,粗加工#1。节拍提升30.6s后仍有10s 空余节拍,满足节拍要求(节拍要求174s)。
3. 产品及工艺优化实施效果
产品及工艺优化效果从图6中一目了然:半精工位节拍均在要求范围内,且半精工位与粗加工#1、精加工#4的节拍差距由37s缩小至16s,粗加工#1、OP190的设备开动率提升至92.5%,产能大大提高。
结语
通过对缸盖线产品及工艺、线平衡的分析优化,有效地提高了整线的生产效率、降低了单台产品的制造成本。从中,我们也总结出一些精益改善的方法及经验,“增效降本”工作应全盘考虑,无论是产品研发、零部件或原辅材料制造,还是生产工艺的布置、生产线的运行等,每一个环节都不能忽视,全面寻找增效降本的机会,持续开展增效降本活动,建立持久的成本优势。同时,在全面推行精益生产的过程中,还应组织全体员工参与“增效降本”活动,将该项工作制度化,融入到各项日常工作中去,制定良好的激励机制,才能促进全面的降本增效。
上汽通用五菱汽车股份有限公司
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多