发动机深孔加工刀具
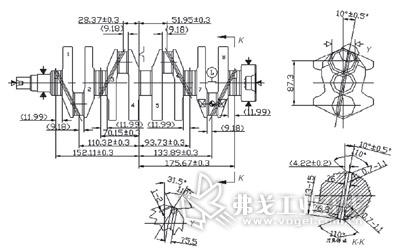
图1 枪钻加工孔
本文针对发动机的深孔加工分析了深孔加工刀具在实际生产中的应用及其修磨,介绍了深孔加工的特点,讨论了提高其切削性能和质量的方法和有效途径。
通常,长径比(钻削孔深与孔径之比)大于10的孔加工称为深孔加工。深孔加工时,被加工孔较深,如果采用普通麻花钻头进行深孔加工,其冷却效果差,无法散去的切削热使加工区急剧升温,造成刀具刃部过热而使刀具产生后刀面磨损和月牙洼磨损等失效现象;而且排屑困难,排不出的切屑常常造成刀具折断,被加工孔的加工精度和表面质量也很难保证。为此,在深孔加工中一般采用专用的特种刀具,以解决上述各种问题。
本文针对发动机深孔加工刀具的应用及修磨进行了重点分析。
深孔加工刀具的应用
1.缸体加工
在缸体生产线上广泛应用着各种深孔加工刀具,它们不仅切削性能好,使用寿命长,而且生产效率高,并取得了良好的加工质量和经济效益。
发动机缸体的材料牌号为FCA101S,含碳(C)3.1%,硅(Si)1.8%,锰(Mn)0.5%,其强度要比普通的铸铁强度高很多,较难加工,而且缸体上的许多孔的长径比都在10以上,因此,在生产中大量使用了枪钻等深孔加工刀具。
枪钻在加工过程中偶尔会出现崩刃、掉头和折断等失效现象,不仅损失了一些刀具,而且由于断刀产生了大量的换刀和机床调整等辅助时间,也影响了缸体的生产质量和效率。
为了降低发动机生产成本,解决枪钻在加工过程中经常出现的崩刃、掉头及折断等失效问题,我们进行了深入的分析和研究,发现了以下问题:
(1)枪钻崩刃、掉头和折断经常出现在更换毛坯生产厂家之后。
(2)某批次毛坯钻头正常磨损一般出现前角面磨损,后角面磨损,而出现在钻头心径处,一般为心径崩刃,如发现不及时,则会造成刀具掉头和折断的严重后果。
不同毛坯生产厂家生产的毛坯硬度、强度和切削性能均有所差异。为此,根据该批次毛坯强度高、难加工的特点,我们将钻头心径增厚,由原来的0.8~1.5mm增加到2.5~3mm,从而提高了枪钻刃部的强度, 避免了枪钻崩刃、掉头和折断的再次发生,节约了大量刀具费用,极大地降低了刀具的成本。
2.曲轴加工
单刃焊接硬质合金刀头枪钻(见图1),用于加工汽车发动机曲轴油路孔,孔径为φ5.5mm,孔深106.32mm,刀具规格为φ5.5×420mm。
该枪钻工作时,具有足够压力的切削液经钻杆内部到达切削刃部分对刀具进行冷却和润滑,在冷却液压力的作用下,将切屑从孔内壁与钻杆上的V形槽排出。不仅对刀具以及切削区进行了及时充分地冷却与润滑,而且及时地将切屑排出去,因此,取得了良好的加工效果和加工质量。
上述枪钻在加工过程中也偶尔出现崩刃、掉头和折断等失效现象,不仅增加了刀具费用,产生质量不合格产品,甚至由于断刀出现曲轴废品。
为了解决这一问题,我们对该枪钻的加工过程进行了监控,并对刀具的几何参数进行了改进,分析导套与枪钻的同轴度等问题。经过一段时间的攻关,我们发现导套与枪钻的同轴度存在问题,调整并更换新导套后解决了这一问题,避免了枪钻崩刃、掉头和折断现象的发生,节约了大量刀具费用,极大地降低了刀具的成本。
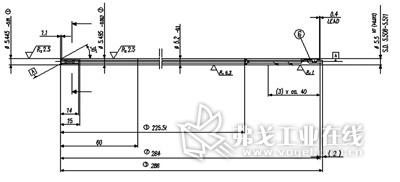
图2 枪铰结构
3.缸盖加工
缸盖进、排气门导管孔φ(5.5+0.012)mm,同轴度φ0.2mm,圆柱度0.01mm,表面粗糙度要求很高,采用设备CHDA201加工中心进行加工。加工的刀具采用可调式深孔枪铰刀(见图2),刀片采用金刚石刀片,刀片型号为SZ81RFOVD,每更换一次刀片可加工500件产品。
缸盖凸轮轴孔钻镗复合刀是十分典型的深孔加工刀具,规格为φ22mm-φ38.9mm-φ43.86mm-149.8L, 钻镗复合刀上的刀片和中心钻的材料均为硬质合金,牌号为CCHX09T304R216和CPGT080304-L,在SPECHT500型加工中心上采用转速4000r/min,切削速度431m/min,进给量5300mm,切削深度0.15mm,每更换一次刀片可加工2000件产品。
深孔加工刀具的故障分析及解决措施
在深孔加工过程中,经常出现被加工件尺寸精度、表面质量以及刀具的寿命等问题,如何减少甚至避免这些问题的产生,是我们目前亟待解决的问题。
1.存在问题:孔径增大,误差大
(1)产生原因 铰刀外径尺寸设计值偏大或铰切削刃口有毛刺;切削速度过高;进给量不当或加工余量过大;铰刀主偏角过大;铰刀弯曲;铰切削刃口上粘附着切屑瘤;刃磨时铰切削刃口摆差超差;切削液选择不合适;安装铰刀时锥柄表面油污未擦干净或锥面有磕碰伤;锥柄的扁尾偏位装入机床主轴后锥柄圆锥干涉;主轴弯曲或主轴轴承过松或损坏;铰刀浮动不灵活;与工件不同轴以及手铰孔时两手用力不均匀,使铰刀左右晃动。
(2)解决措施 根据具体情况适当减小铰刀外径;降低切削速度;适当调整进给量或减少加工余量;适当减小主偏角;校直或报废弯曲的不能用的铰刀;用油石仔细修整到合格;控制摆差在允许的范围内;选择冷却性能较好的切削液;安装铰刀前必须将铰刀锥柄及机床主轴锥孔内部油污擦净,锥面有磕碰处用油石修光;修磨铰刀扁尾;调整或更换主轴轴承;重新调整浮动卡头,并调整同轴度;注意正确操作。
2.存在问题:孔径缩小
(1)产生原因 铰刀外径尺寸设计值偏小;切削速度过低;进给量过大;铰刀主偏角过小;切削液选择不合适;刃磨时铰刀磨损部分未磨掉,弹性恢复使孔径缩小;铰钢件时,余量太大或铰刀不锋利,易产生弹性恢复,使孔径缩小以及内孔不圆,孔径不合格。
(2)解决措施 更换铰刀外径尺寸;适当提高切削速度;适当降低进给量;适当增大主偏角;选择润滑性能好的油性切削液;定期互换铰刀,正确刃磨铰刀切削部分;设计铰刀尺寸时,应考虑上述因素,或根据实际情况取值;作试验性切削,取合适余量,将铰刀磨锋利。
3.存在问题:铰出的内孔不圆
(1)产生原因 铰刀过长,刚性不足,铰削时产生振动;铰刀主偏角过小;铰切削刃带窄;铰孔余量偏;内孔表面有缺口、交叉孔;孔表面有砂眼、气孔;主轴轴承松动,无导向套,或铰刀与导向套配合间隙过大以及由于薄壁工件装夹过紧,卸下后工件变形。
(2)解决措施 刚性不足的铰刀可采用不等分齿距的铰刀,铰刀的安装应采用刚性联接,增大主偏角;选用合格铰刀,控制预加工工序的孔位置公差;采用不等齿距铰刀,采用较长、较精密的导向套;选用合格毛坯;采用等齿距铰刀铰削较精密的孔时,应对机床主轴间隙进行调整,导向套的配合间隙应要求较高或采用恰当的夹紧方法,减小夹紧力。
4.存在问题:孔的内表面有明显的棱面
(1)产生原因 铰孔余量过大;铰刀切削部分后角过大;铰切削刃带过宽;工件表面有气孔、砂眼以及主轴摆差过大。
(2)解决措施 减小铰孔余量;减小切削部分后角;修磨刃带宽度;选择合格毛坯;调整机床主轴。
5.存在问题:内孔表面粗糙度值高
(1)产生原因 切削速度过高;切削液选择不合适;铰刀主偏角过大,铰切削刃口不在同一圆周上;铰孔余量太大;铰孔余量不均匀或太小,局部表面未铰到;铰刀切削部分摆差超差、刃口不锋利,表面粗糙;铰切削刃带过宽;铰孔时排屑不畅;铰刀过度磨损;铰刀碰伤,刃口留有毛刺或崩刃;刃口有积屑瘤;由于材料关系,不适用于零度前角或负前角铰刀。
(2)解决措施 降低切削速度;根据加工材料选择切削液;适当减小主偏角,正确刃磨铰切削刃口;适当减小铰孔余量;提高铰孔前底孔位置精度与质量或增加铰孔余量;选用合格铰刀;修磨刃带宽度;根据具体情况减少铰刀齿数,加大容屑槽空间或采用带刃倾角的铰刀,使排屑顺利;定期更换铰刀,刃磨时把磨削区磨去;铰刀在刃磨、使用及运输过程中,应采取保护措施,避免碰伤;对已碰伤的铰刀,应用特细的油石将碰伤的铰刀修好,或更换铰刀;用油石修整到合格,采用前角5°~10°的铰刀。
6.存在问题:铰刀的使用寿命低
(1)产生原因 铰刀材料不合适;铰刀在刃磨时烧伤;切削液选择不合适,切削液未能顺利地流动,切削处以及铰切削刃磨后表面粗糙度值太高。
(2)解决措施 根据加工材料选择铰刀材料,可采用硬质合金铰刀或涂层铰刀;严格控制刃磨切削用量,避免烧伤;经常根据加工材料正确选择切削液;经常清除切屑槽内的切屑,用足够压力的切削液,经过精磨或研磨达到要求。
7.存在问题:铰出的孔位置精度超差
(1)产生原因 导向套磨损;导向套底端距工件太远;导向套长度短、精度差以及主轴轴承松动。
(2)解决措施 定期更换导向套;加长导向套,提高导向套与铰刀间隙的配合精度;及时维修机床、调整主轴轴承间隙。
8.存在问题:铰刀刀齿崩刃
(1)产生原因 铰孔余量过大;工件材料硬度过高;切削刃摆差过大,切削负荷不均匀;铰刀主偏角太小,使切削宽度增大;铰深孔或盲孔时,切屑太多,又未及时清除以及刃磨时刀齿已磨裂。
(2)解决措施 修改预加工的孔径尺寸;降低材料硬度或改用负前角铰刀或硬质合金铰刀;控制摆差在合格范围内;加大主偏角;注意及时清除切屑或采用带刃倾角铰刀;注意刃磨质量。
9.存在问题:铰刀柄部折断
(1)产生原因 铰孔余量过大;铰锥孔时,粗精铰削余量分配及切削用量选择不合适;铰刀刀齿容屑空间小,切屑堵塞。
(2)解决措施 修改预加工的孔径尺寸;修改余量分配,合理选择切削用量;减少铰刀齿数,加大容屑空间或将刀齿间隙磨去一齿。
10.存在问题:铰孔后孔的中心线不直
(1)产生原因 铰孔前的钻孔偏斜,特别是孔径较小时,由于铰刀刚性较差,不能纠正原有的弯曲度;铰刀主偏角过大;导向不良,使铰刀在铰削中易偏离方向;切削部分倒锥过大;铰刀在断续孔中部间隙处位移;手铰孔时,在一个方向上用力过大,迫使铰刀向一端偏斜,破坏了铰孔的垂直度。
(2)解决措施 增加扩孔或镗孔工序校正孔;减小主偏角;调整合适的铰刀;调换有导向部分或加长切削部分的铰刀;注意正确操作。
据不完全统计,通过对缸体、缸盖、曲轴和壳体4条生产线深孔加工刀具进行的系列改进,我们解决了刀具使用过程中出现的使用寿命短、崩刃和折断等问题,极大地提高了刀具的使用寿命、加工质量和生产效率。
结语
深孔加工有一定的加工难度和特殊性,在实际应用过程中,只有根据实际被加工材料的具体特性和加工工艺系统的具体状况,选用适合的先进的深孔加工刀具,并针对使用过程中出现的具体问题,采取正确的解决方法,才能彻底解决深孔加工中出现的各种问题,获得满意的加工效果和良好的经济效益。
哈尔滨东安汽车发动机制造有限公司
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多