硅橡胶平面密封剂提高发动机装配密封可靠性
发动机要取得良好的密封效果,硅橡胶平面密封剂除了耐介质、耐老化等本体性能之外,与发动机装配工艺匹配的工艺性能十分重要。本文探讨了发动机装配线上应用硅橡胶平面密封剂的几个关键工艺性能要求。
在发动机生产装配过程中,硅橡胶平面密封剂的应用十分普遍。工程师们关注最多的是密封胶的耐机油、耐防冻液、耐热和耐老化等密封胶的本体性能,而对于硅橡胶平面密封剂在使用过程中所表现出来的性能关注较少。然而,要真正满足发动机大批量快速装配密封的稳定可靠,硅橡胶平面密封剂需要具备与发动机装配工艺相匹配的性能,
硅橡胶平面密封剂在发动机中的应用
在发动机上硅橡胶平面密封剂的应用较为普遍,根据发动机不同的结构,常见平面密封位置有:油底壳(见图1)—缸体、齿轮室侧盖(正时链条涂胶见图2)—缸体缸盖、上缸体—下缸体(见图3)、后油封支架(见图4)—缸体、水泵(机油泵)—缸体等。
这些位置的应用都是在发动机总装配线上在短短的几十分钟内完成的,为了保证装配的一致性与稳定性,涂胶过程基本都是机器完成,装配流水线按照一定的节奏运行,每个涂胶和装配工位留有一定的操作时间,工序节奏相对稳定。

硅橡胶平面密封剂介绍
1.固化机理
目前在发动机装配中使用的硅橡胶平面密封剂绝大部分是单组份室温硫化硅橡胶,其固化机理是通过吸收空气中的潮气(水分子),硅橡胶中的交联剂水解发生交联反应而形成弹性体,因此液态或膏状硅橡胶的固化是一个由外表逐步到内部的过程。
2.密封作用
我们知道,两个平面零件之间即使经过了精加工,它们的“吻合”程度仍然是高点接触,接触面积一般在35%以下。这些微观间隙就是可能的泄漏通道。
硅橡胶平面密封剂可以100%的填充两个平面之间的微观不平,同时有较好的粘接性,固化后的弹性体能够承受冲击振动,保证长期可靠的有效密封。

3.硅橡胶平面密封剂的性能
与粘接性能相关的性能有:剪切强度、拉伸强度、断裂延伸率和界面破坏形式等;与耐温耐介质性相关的性能有:耐温性、耐热老化、耐机油性和耐防冻液性能等;与冲击振动工况相关的性能有:断裂伸长率、抗疲劳和界面破坏形式等;与装配工艺相关的性能有:表干时间、固化深度、挤出性(粘度、触变性)、即时密封性、油中固化特性、晾置时间剪切强度保持率及未固化时的热稳定性等。
4.硅橡胶平面密封剂工艺性能指标含义
与发动机装配过程相关的性能称为工艺性能指标。
(1)表干时间 是指单组份室温硫化硅橡胶暴露在大气环境固化过程中,用手指触摸表面,失去粘性的时间。一般是指在标准条件下,硅橡胶平面密封剂挤出晾置,表面不沾手的时间间隔。
(2)固化深度 是指在标准条件下,将硅橡胶平面密封剂打在固定的模具内,在施胶后的一定时间内,硅橡胶平面密封剂由外向内固化的胶层厚度,如:2~3mm/24h,0.6mm/h等。
(3)挤出性(定义按照ASTM C1183的标准) 按照ASTM C1183标准要求,在标准条件下,使用Semco管子和特定的胶嘴(直径3.2mm),在特定的压力条件下,单位时间内的挤出重量称为挤出性。
(4)即时密封压力 是指将硅橡胶平面密封剂以一定的直径施胶在凸缘盘平面,然后立即合拢,控制胶层具有合理的厚度,然后按照一定的速率施加气压,其承受的最大压力为即时密封压力。

图5 与密封胶相关的发动机装配工艺流程
(5)油中固化特性 是指将硅橡胶平面密封剂打在固定的模具中,然后将模具放入油中,记录硅橡胶平面密封剂在一定时间内由外向内固化的厚度来表征硅橡胶平面密封剂所具备的油中固化特性。
(6)晾置时间剪切强度保持率 是指将已经施胶的剪切试片在特定的高温、高湿条件下放置一定的时间后,然后进行合拢粘接,在标准条件下放置168h进行固化,测试其剪切强度,并与标准条件下直接粘接固化168h测试的剪切强度进行对比,计算强度保持率。
(7)未固化时的热稳定性 是指将未固化的硅橡胶平面密封剂放入高温环境中一定的时间,然后在标准条件下仍然可以固化,说明硅橡胶平面密封剂在该温度条件下是稳定的。如密封胶热稳定性温度≥100℃,是指未固化的密封胶在100℃加热后仍然能够继续固化。
相关的发动机装配工艺
从图5所表现的装配工艺过程看到,从零件清洗到发动机入库,硅橡胶平面密封剂应用时涉及到中间许多工艺步骤,我们深入研究每一个工艺步骤,提炼出对发动机用硅橡胶平面密封剂工艺性的要求,对保证发动机密封性有着重要意义。

与装配工艺过程的匹配
1.表干时间的匹配
表干时间实际上匹配的是涂胶后到工件装配合拢的可操作时间。我们可以看一个剪切粘接实验,该实验测试了施胶(TONSAN 15## 硅橡胶平面密封剂)的剪切试件在放置不同时间后合拢固定,测试固化后的剪切强度(见表1)。由表1可以看到,随着合拢装配时间的延长,粘接固化后的剪切强度是逐渐下降的,表干之后合拢装配对密封的可靠性是不利的。因此,发动机零件涂胶后装配要在硅橡胶平面密封剂表干前完成比较理想。从这一点去考虑,结合工人操作时间以及发动机装配线的节奏,密封胶的表干时间应该在3~20min较为适宜。过快过慢的表干时间与发动机装配节奏都不匹配。
2.固化深度的匹配
发动机装配节奏是很快的,我们希望涂胶装配后,密封胶能够快速固化。这种潜在需求提炼出对固化速度的要求就是:表干时间慢,深度固化快。
这就提出了一个可以衡量单组份室温硫化硅橡胶固化速度的工艺性能参数:1h固化深度,而不是仅仅考虑24h固化深度。理想的1h固化深度≥0.5mm,这样基本可以保证在较短时间内硅橡胶平面密封剂有一定固化厚度,抵御后面的装配工序对硅橡胶平面密封剂可能造成的破坏。
3.挤出性的匹配
硅橡胶平面密封剂固化前一般呈膏状,其粘度特性的表征用挤出性更为贴切,更贴合使用时的直观描述。
一般情况下我们希望涂胶后工件上的胶线饱满,立面不流淌,甚至工件翻转时胶线形状依然保持良好;同时,硅橡胶平面密封剂的粘度高、触变性高,即时密封能力也高。因此,适当提高硅橡胶平面密封剂的粘度和触变性是有利的。另一方面发动机装配线上大部分是使用涂胶机自动涂胶,压胶泵压缩比有大有小,输胶管线有长有短,出胶嘴的直径和形状不同,因此不同挤出性的硅橡胶平面密封剂需要配合不同的压胶泵压缩比。挤出性小的硅橡胶平面密封剂需要匹配大比例的压胶泵。例如,挤出性20g~50g/min的硅橡胶平面密封剂,最好匹配压缩比为55:1或63:1的压胶泵。根据实际使用的设备状况测试硅橡胶平面密封剂在工作状态下的挤出性,以确认是否满足装配工艺设计要求是十分必要的。
4.即时密封压力的匹配
在发动机装配过程中,涂胶装配后一般会进行在线气密性测试,这时硅橡胶平面密封剂还没有固化,实际上是对硅橡胶平面密封剂即时密封能力的检验。
由于发动机有润滑系和冷却系两个系统,它们对即时密封要求略有差异。一般对硅橡胶平面密封剂即时密封压力要求≥(30~40)kPa,极限在50kPa。当然完全固化后的密封压力要求能够达到300kPa~400kPa,个别特殊结构密封压力要求能达到600kPa。图6是利用TONSAN 1591硅橡胶平面密封剂做的即时密封压力测试。
5.油中固化特性的匹配
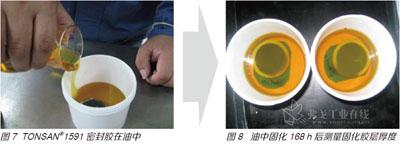
发动机总装最后需要注入机油热试机(有的是冷试机),由于发动机装配节奏快,从油底壳装配完成到热试机最快的只有40min,并且许多发动机装配注入的机油不再放出来,或是放油后仍有局部的硅橡胶平面密封剂涂胶位置浸泡在油里,这时候硅橡胶平面密封剂并没有完全固化。硅橡胶平面密封剂在密封面之间的固化不完全取决于能否在油中固化,但是硅橡胶平面密封剂能够在油中继续固化特性的确是更好地适应了发动机装配注油试机的工艺特点。所以,能够在潮气极少的机油中继续固化是对发动机用硅橡胶平面密封剂工艺性能的考验。试验内容如图7、8所示。
6.晾置时间剪切强度保持率的匹配
这一特性是考虑在一些特殊情况下,硅橡胶平面密封剂仍具有足够的能力保证最终密封性的可靠。
我们知道在发动机装配过程中,对于硅橡胶平面密封剂的应用都有相当严格的工艺操作规范要求,比如涂胶后3min之内合拢装配等。但是当发动机装配线环境处于高温高湿,又有个别情况没有严格执行工艺操作规范,延长了合拢装配时间,密封胶的工艺性能指标怎样能够反映针对这一状况的能力呢?这就是晾置时间剪切强度保持率。
设定在湿度90%,温度40℃环境条件下,涂胶后晾置5min或更长,测试粘接固化后剪切强度的变化率小于20%,这就表明该硅橡胶平面密封剂能够在一些特殊情况(高温高湿环境,晾置时间较长)应用,并保证有足够的密封可靠性。
7.未固化时热稳定性的匹配
这一工艺性能是要匹配发动机热试机的要求。热试机的温度作用于密封胶,不能影响密封胶的继续固化。未固化时热稳定性温度≥140℃,可以充分满足并匹配发动机装配热试机工艺过程要求。
结语
本文针对发动机装配过程与硅橡胶平面密封剂的工艺性能进行了匹配分析,从分析中我们看到专业的发动机用硅橡胶平面密封剂除了要在本体性能上满足发动机工况需求外,还要在硅橡胶平面密封剂的工艺性能上匹配发动机装配工艺过程,才能更好地满足汽车发动机长期可靠密封的要求。
天山公司TONSAN的发动机用硅橡胶平面密封剂1591,在开发过程中关注了在发动机装配使用中工艺性能的匹配,从应用工艺的每一个细节为发动机装配密封量身定做,使其在发动机的装配阶段就有良好的适配性,让密封可靠性落实在每一个工序之中。
北京天山新材料技术股份有限公司
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多