缸盖深孔加工问题的探讨
缸盖主油道深孔加工
深孔加工处于封闭式或半封闭式状态下,其加工过程十分不稳定,易造成被加工工件的报废。本文结合实际探讨了缸盖验收过程中出现的深孔加工问题。
在发动机加工过程中,根据孔的种类不同(如曲轴的油道孔、连杆的大头孔、缸体的主轴承孔和缸盖的导管阀座孔),加工方式也多种多样,但在大批量生产中最终的目标是一致的,即在满足产品加工精度的同时追求达到更优的经济性。本文结合我厂近期在缸盖验收过程中出现的深孔加工问题进行详细讨论。
孔加工特点
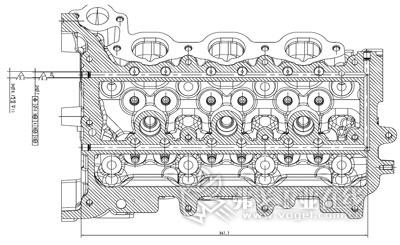
在发动机机加过程中,我们经常会遇见较深的油道孔加工(见图),这类孔的长径比(L/D)常大于10,并具备以下几个特点:
1. 深孔的长径比(L/D)较大,加工过程刀具与孔往往形成较小的封闭和半封闭状态。
2. 深孔往往会与其他孔进行交叉,在交叉部位易产生毛刺。
工艺要求及加工难点
1. 工艺要求
孔的直径为(7±0.2)mm,深为347.7mm,位置度φ0.3mm,表面粗糙度Ra3.2μm。
2. 加工难点
(1)加工过程散热困难 常规加工中80%的切削热量由切屑带走,而在深孔加工过程中,由于受孔的结构所限,润滑和冷却都十分困难,造成热量扩散慢,导致工件加工部位和刀具热量积聚效应,不仅大大影响了刀具的寿命,同时已加工的深孔也会发生热胀冷缩,影响孔的加工精度。
(2)刀具刚性差 由于深孔的长径比较大,加工的刀具必然细长、刚性差,在钻孔过程中容易偏斜,产生振动,甚至折断,导致孔的表面粗糙度、直径精度和位置度都很难得到保证。
(3)排屑要求高 深孔的结构特点导致刀具的工作环境极为恶劣,随着刀具加工的深入,排屑路径不断增长,几秒钟的排屑不畅就会导致刀具折断。
(4)加工效率低 在生产过程中为了改善以上难点,势必不能采用高进给进行加工,所以加工时间也必然较长,加工效率低。
利用刀具有效提高质量和效率
目前,我厂加工的深孔直径范围是5~30mm,位置度一般小于0.3mm,且对于直径、圆度和表面粗糙度加工精度要求不高,所以普遍采用外排屑的枪钻加工。在一定条件下提高孔的加工质量和效率,笔者个人建议可采用BTA钻和DF钻进行加工,可以消除麻花钻切削力不平衡影响孔加工精度的影响,相对于枪钻的非对称型结构,这两种钻头更具刚性,且由于采用了内排屑方式,避免了切屑对深孔内壁的不利影响。
结语
每种刀具的优势都不是绝对的。在实际生产过程中,刀具的选取还是要依据孔的直径、表面粗糙度和工件材料等因素。但无论在何种情况下,如何进一步提供断屑和排屑能力,都是提高深孔加工效率的重要途径。
一汽轿车股份有限公司发动机厂
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多