浅析发动机的孔加工
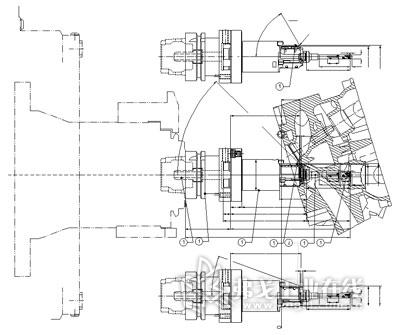
缸盖气门导管气门座圈、气门导管处的加工刀具
在发动机制造工艺中,如何降低孔的加工成本一直为大家所关注。随着切削技术的发展,利用刀具有效提高发动机的孔加工质量和效率是一条有效途径。
孔的加工方法较多,常用的有钻孔、扩孔、铰孔、镗孔、磨孔、拉孔、研磨孔、珩磨孔和滚压孔等。
孔的形位公差要求一般有孔径、孔深、位置坐标、表面粗糙度、同轴度/垂直度和圆柱度等。精度要求较低的孔可采用简单加工方式,如钻孔、扩孔即可达到要求,像螺纹底孔、螺栓孔的加工。如果孔的形位公差中有较高的要求,不能采用简单的加工方式保证,这样的孔的加工往往存在一定的难度。
孔的加工是刀具在工件内部进行的,对排屑、散热和刀具大小都有着比较高的要求。形位公差要求较高的孔,对加工设备要求具有较高的刚性和精密的定位精度及重复定位精度。例如加工中心需采用HSK100或BT50的主轴,定位精度X/Y/Z≤±0.006mm/全程(ISO标准),B≤±3s;重复定位精度 X/Y/Z≤±0.004mm(ISO标准),B≤±2s。对夹具,一般定位尺寸误差在0.01mm以内。孔的珩磨及精铰要求刀杆浮动联接,以保证受力均匀和质量稳定。
发动机主要零部件上有特点的孔主要有以下几类:形位公差要求较高的孔,如定位销孔、缸孔、曲轴孔、凸轮轴孔、气门导管和气门座孔;加工前有预铸孔的孔,加工时对刀具定心要求较高,如缸盖与缸体装配孔,预铸孔为孔口为D6的预铸造孔;薄壁孔,加工易受热受力变形,如缸盖挺柱孔;孔深L与孔径D比值较大(L/D>5)的孔,也叫做“细长孔”,不容易排屑散热,例如发动机的油路孔。
利用刀具有效提高孔加工质量和效率
首先,不同的被加工材料应采用不同的刀具材料。铸铝件的加工中,采用金刚石刀具和CBN刀具能够达到较高的加工质量和效率。铸铁件可用CBN刀具和陶瓷刀具进行高速精加工。对于钢件和铸铁件,涂层的硬质刀具可以高速、高效率地加工。
其次,根据不同的加工特点应采用不同的刀具形式。对于缸孔、曲轴孔和凸轮轴孔的加工可以用“粗加工+半精镗+珩磨(精镗)”的加工方式;镗孔刀片有涂层及主偏角有过度倒角都有助于提高工件表面粗糙度。对有预铸孔的孔的加工,采用定心效果好的钻铰结构刀具,以较低的速度加工。关于挺柱孔加工,需采用粗、精加工两次加工完成,精加工采用有支撑导条的刀具。至于油路孔的加工,一般先用较低的速度加工引导孔,再用高速内冷枪钻的加工方式。
近年来刀具内冷技术及MQL微量润滑技术的应用也有效提高了孔加工的质量和效率。
缸盖气门导管气门座圈、气门导管加工实例
在此,以缸盖气门导管气门座圈、气门导管的加工为例,详细介绍如何利用刀具提高发动机的孔加工质量和效率。
气门座圈相对于气门导管的同轴度要求为0.04mm,表面粗糙度要求Ra0.8μm;气门导管直径较小(φ5.5mm),但表面粗糙度要求Ra0.4μm,圆柱度要求0.008mm,这些在加工中均属于难以保证的加工精度;而且材料均为粉末冶金,更加大了加工难度。对此可采用以下加工方案:以精度较高的装配面和装配面上的两个销孔来定位,根据气门座圈、气门导管的难加工特点,采用一种复合镗铰刀在一次装夹下进行“半精+精加工”的组合加工方式进行加工,该复合镗铰刀前为单刃铰刀(即枪铰刀)加工导管,后为镗刀片加工座圈,保证了两者的同轴度要求;精加工采用可调式刀柄,可进行精密调整,以满足较高的加工精度要求;刀具设有两个导向条,在切削过程中可起导向作用,降低了刀具对加工余量不均匀的敏感性;刀具采用内冷,精镗铰切削过程中采用较小的进给量,以保证气门导管、气门座圈的表面粗糙度及圆柱度要求。同时采用CBN刀具来针对粉末冶金工件进行高效优质的加工。
东安汽车动力股份有限公司
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多