曲轴孔的失效模式及控制方法
本文通过对实际生产中出现的曲轴孔加工失效问题进行原因分析,在工艺设计、设备和刀具等方面采取有效手段进行控制,理论性地介绍了缸体曲轴孔加工质量提升的方法。
缸体曲轴孔是缸体上一个重要的结构,曲轴孔的加工质量直接影响到发动机的运行状态。有缺陷的曲轴孔是产生“曲轴抱死”、“发动机噪声”、“异响”以及“熄火”等故障的重要原因之一。因此,各大发动机生产厂家针对曲轴孔的重要性都规定了严格的质量标准,如某型号的发动机曲轴孔的圆度不能超过5um,圆柱度不能超过8um等,实验室都配备了精度很高的圆度仪等相关检测设备。本文根据日常的生产现场质量管理实践总结了曲轴孔失效模式及其控制手段,希望能作为曲轴孔加工质量提升的一些经验。
曲轴孔加工工艺介绍
曲轴孔的加工主要分为粗镗、精镗和铰珩三道工序。其中,粗镗工序主要是去除多余毛坯余量,为毛坯预加工基准定位;精镗工序主要形成正确的几何形状和适合后续加工的表面粗糙度,为缸体底面两销一面定位;为了提高曲轴孔的形状精度、表面粗糙度,更好地提高发动机的性能,一般还需要经过一次珩磨机绞珩,为底面两销一面定位。
1.生产中常见的曲轴孔失效模式
(1)直径超差 直径过小会导致安装曲轴后无法转动或转动困难,产生曲轴抱死或轴瓦划伤;直径过大也会引起曲轴在高速旋转时产生径向窜动,增加发动机噪声。
(2)圆度、圆柱度超差 曲轴孔圆度、圆柱度超差,会使曲轴主轴颈旋转中心不在固定某一点上,从而导致发动机运行过程中曲轴跳动过大,影响发动机性能。
(3)同轴度超差 曲轴孔同轴度超差(见表),即5个曲轴孔的中心不在同一条直线上,会导致曲轴抱死或曲轴旋转时受力不均而产生轴瓦加速磨损或曲轴变形,影响发动机性能。
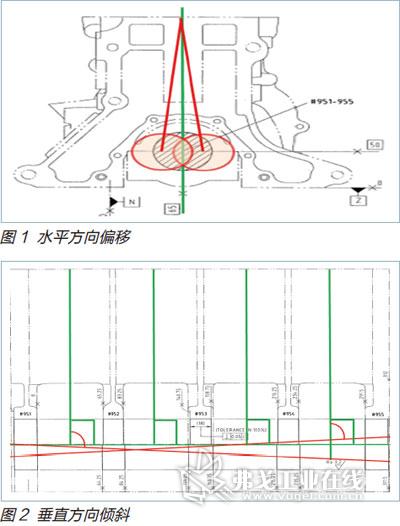
(4)位置度超差 曲轴孔位置度超差分为整体在进排气方向偏移或倾斜及垂直方向偏移或倾斜两种情况。在进排气方向偏移或倾斜(见图1),即曲轴孔中心不在4个缸孔轴向中心线上,出现这种情况时可能会加剧敲缸情况,且曲轴旋转中心偏离缸孔中心会导致活塞上下止点偏移,改变燃烧室容积使压缩比发生变化,影响发动机性能。
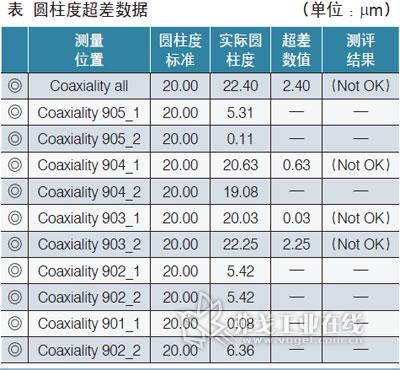
在垂直方向整体偏移或倾斜(见图2),曲轴孔中心线与缸孔中心不垂直,会改变发动机原有的压缩比或使各缸活塞的上下止点不一致,从而使各缸压缩比不一致影响发动机性能。
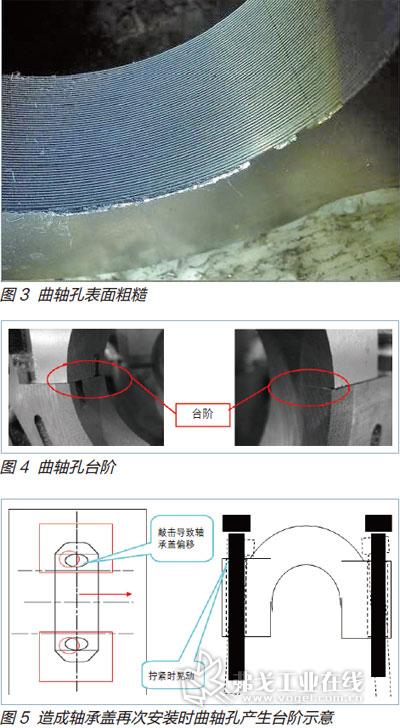
(5)曲轴孔表面粗糙度超差 曲轴孔表面过于粗糙(见图3),曲轴在高速运转过程中会导致轴瓦加速磨损。
(6)曲轴孔有台阶 其问题直接表现为在机加工区域测量曲轴孔直径、圆度及圆柱度等合格,但在装配区域安装曲轴后测量回转力矩时会出现曲轴抱死。拆卸曲轴后重新安装轴承盖会发现,轴承盖与缸体的接合面出现台阶(见图4),此时再测量直径、圆度和圆柱度等相关尺寸时会有超差存在。
影响加工质量的因素及控制措施
1.工艺设计不合理
(1)原因分析 加工工艺的合理安排是金属加工零件满足技术要求的重要保证之一。加工工序的定位方式不合理,产生的定位误差会影响曲轴孔的位置度;曲轴孔镗刀因刀长过长所产生的跳动对加工位置度的影响不可忽视;轴承盖的安装工艺和拧紧方式不合理,例如:安装轴承盖时,为使轴承盖贴合到缸体上所使用的敲击步骤、拧紧螺栓时拧紧轴的摆动等不利因素都会造成轴承盖再次安装时曲轴孔产生台阶(见图5)。
轴承盖安装属于过盈配合,要求在轴承盖拧紧之前对轴承盖预先进行敲击,让轴承盖先靠合到缸体上,这样容易把轴承盖敲偏,当轴承盖的孔和缸体上的螺纹孔严重不同心且偏移量过大时,螺栓在拧紧时会碰到轴承盖,拧紧本身有晃动,会带动轴承盖晃动,导致最后拧紧时把轴承盖拧偏,严重的则会出现螺栓滑牙导致缸体报废。当挤偏的轴承盖加工完后,在装配曲轴重新安装时轴承盖会被修正,产生台阶。
某工厂所采用的拧紧机为单轴悬臂式可摆动双轴拧紧机,当拧紧螺栓时拧紧机不仅可以摆动,而且还可以转动。通过实验可得,当拧紧时,故意施加一个摆动或旋转的力,该缸体曲轴孔加工完后再重新安装就会出现台阶的情况,特别是施加旋转力台阶现象更为明显。
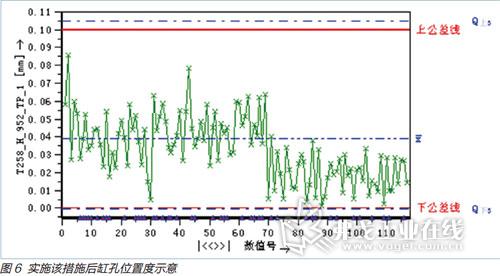
(2)控制措施 常见的曲轴孔位置度不稳定原因为定位不良,经调查发现精加工机床所定位的圆形销直径最大为12.956mm,缸体上的定位孔直径要求为φ13H7,最大孔径可达到13.018mm,若定位销与孔间隙过大会则影响缸体的定位。采取措施更换直径较大的定位销减小其与缸体定位孔之间的间隙,提高缸体的定位精度从而保证加工曲轴孔位置度的稳定。如图6所示,实施该措施后缸孔位置度较之前稳定。
此外由于曲轴孔较长,为避免刀具在加工中产生轴向跳动影响曲轴孔位置度,可将精镗曲轴孔分为两把刀具加工。第一把短刀加工端面上两个曲轴孔,第二把长刀以已加工的两个孔作为导向加工剩下的三个曲轴孔。
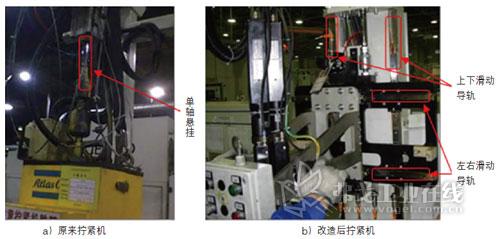
图7 拧紧机改造对比图
最后,取消敲击轴承盖安装时的敲击步骤,依靠螺栓拧紧时的压力压合轴承盖,避免敲击的影响;改造拧紧机,取消单轴悬臂方式,采取滑轨式拧紧机(见图7)。同时优化缸体的定位方式,在垂直方向增加定位销固定缸体,避免在拧紧时缸体产生晃动,增加了导轨后,拧紧机上下、左右移动不存在晃动,同时避免了旋转。
2.刀具原因
刀具影响加工曲轴孔的加工质量:一是刀体跳动超出要求、调刀半径超出范围以及刀片安装错误等因素造成的刀具不合格;二是合格的刀具在加工过程中出现不合理的操作使用。
(1)原因分析
不合格的刀具:当刀具本身跳动超出范围时其装上主轴之后的跳动也会超出范围,或刀具本身跳动合格但装上主轴后跳动超出范围时,加工中刀具跳动过大会影响加工曲轴孔的直径、圆度和位置度等;调刀半径过大或过小直接影响加工曲轴孔的直径;当刀片类型安装错误或精刀片半径小于粗刀片半径时,镗孔表面会出现深刀痕,有可能会导致珩磨无法去除掉造成曲轴孔表面粗糙度超差。
合格的刀具在加工过程中使用不合理:最常见的是刀具使用寿命设置不合理或加工超差未及时换刀。当精镗刀具到达使用寿命后而被换下,刀具供应商在更换刀片时未同时更换粗、精加工刀片,使得该刀具再次上机床加工时在达到同一个设定的寿命前两组刀片的磨损程度不一致,会影响曲轴孔的表面粗糙度。当精镗短刀加工前两个孔直径偏上差而长刀调刀直径偏下差,孔与刀片之间的间隙最大,对长刀的导向作用最弱,会影响到加工孔的位置度。
(2)控制措施 刀具调整尺寸范围是刀具调整中的最大界限,范围越小对调刀工的技术要求越高,但同时调整的工时就越长,故需设定合理的刀具调整尺寸范围,既能满足产品的加工要求、充分使用刀具,又能减少调刀时间。所以,规定精镗长刀的跳动要求为凸缘端不大于2um,刀尖跳动不大于20um;精镗曲轴孔刀具上装有粗加工和精加工两种刀片,要求精加工刀片半径大于粗加工刀片半径0.1mm。此外,精镗长刀均为固定机床使用,避免出现由于刀具与机床本身的配合问题可能会导致的精镗刀具本身跳动合格,但装上机床后的跳动超出范围的情况。
3.设备原因
(1)原因分析 设备问题也是造成加工曲轴孔直径、位置度和圆度超差的原因之一,其原因往往在于主轴、夹紧和定位等方面。
主轴使用一段时间以后会出现轴承或丝杆磨损,这些失效都会加剧主轴的径向或轴向跳动。加工中旋转的主轴圆周偏离程度不均,主轴的回转误差直接造成刀具的加工误差,最终影响到加工孔的圆度或直径。其常见的验证主要为主轴静态圆跳动和主轴动态圆跳动,一旦超出主轴的圆跳动标准都会造成加工曲轴孔的圆度、直径和位置度等偏大或超差。
加工工件的夹紧点设计不合理,如在加工孔的侧面有夹紧力则加工孔完成后孔壁变形会影响孔的圆度;夹具随着使用年限的增加而产生磨损,其夹紧力出现下降导致对工件的夹紧力不足,工件加工中受力产生振动而致使孔位置度或圆度超差。
主轴的拉刀力不足会导致装刀后刀具的跳动过大,影响加工孔的圆度直径和位置度。
(2)控制措施 设备可以通过日常的TPM和PM保养满足产品的正常加工,如定期进行主轴振动测试、跟踪轴承和丝杆磨损情况;定期检测机床夹具的动作是否到位、定位块是否紧固以及拉刀力是否达到要求。
结语
缸体曲轴孔的各项指标在完成最终加工后达不到工艺要求,即会产生各种失效模式,在实际加工中应根据其表象分析相关联的因素,采取有效的抑制措施,加工曲轴孔的质量是可以得到一定程度提升的。
上汽通用五菱汽车股份有限公司
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多