精益的发动机生产线平面设计
机加工生产线布局设计是制造工程规划设计的重要内容之一,生产线布局的精益程度对于提高生产效率、产品质量以及资源利用率至关重要,进而达到降低运行成本、提高经济效益的效果。本文针对机加工生产线如何进行精益布局设计进行了探讨。
生产线布局问题是现代企业发展中面临的重要课题之一,精益规划生产线设备布局,如何在最短的时间内以最低的成本生产出符合市场需求的产品,将是决定企业在激烈的市场竞争中持续发展的重要保证。
在我公司40万台发动机新基地建设中,我们参考丰田生产方式,通过运用精益生产的基本原则、理论及方法,实现了“一个流”生产。发动机5C件生产线设备按照U/C型布置,有效改善了作业组合,减少了工序间在制品零件的数量;减少了走动时间和搬运的浪费;提高了生产效率,实现了精益化生产。发动机5C件加工线及装配线布局如图1所示。
机加生产线的设计原则
生产线布局设计是系统中单元的选择及单元的排列组合,即结合车间场地、空间结构特点及工艺约束,对设备进行合理布局。要充分考虑设备之间在空间位置上的协调性,以确保生产系统物流畅通及设备的充分使用。
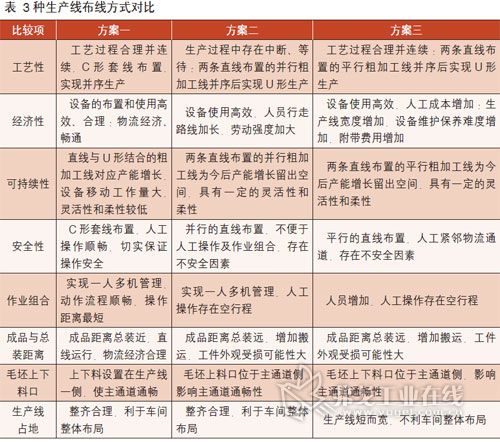
加工设备布局需要遵循包括工艺性、经济性、可持续性以及安全性在内的四大原则。
在此,以我公司发动机缸盖加工生产线平面布局为例,浅谈如何利用丰田生产方式的准时化支柱,优化工艺设计思路,实现一人多机管理,通过有效率的劳动提高生产效率。
“一个流”生产要求作业场地、人员和设备必须得到合理的配置,实现人尽其才、物尽其用以及时尽其效。在对该缸盖生产线进行平面设计时,按照工艺流程来排列生产设备,以逆时针拉动,尽可能使设备的布置流水线化。为了真正实现精益生产,我们对以下几种布线方式进行了分析比较。
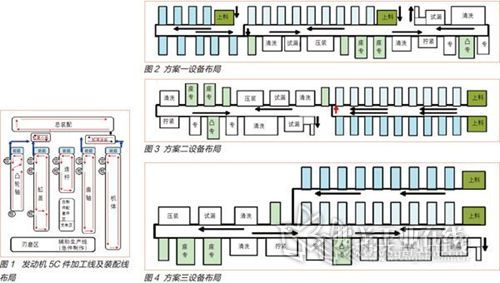
方案一:粗加工工序采用复列设备并C形套线布置,即实现U形生产,如图2所示。
方案二:粗加工工序采用复列设备平行直线布置,并序后实现U形生产,如图3所示。
方案三:粗加工工序采用复列设备,其中一条辅线为直线布置并入主线,另一条线与精加工设备成U形生产线,如图4所示。
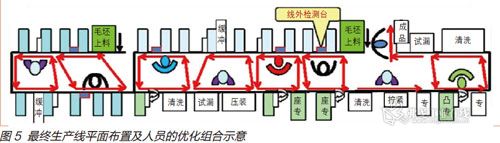
三种生产线布线方式对比如表所示,经过整体的思考和规划后,优先选用方案一进行生产线平面布置及人员的优化组合。最终的生产线平面布置及人员的优化组合如图5所示。
机加生产线的布局特点
1. 图5所示的缸盖生产线采用U/C形布线,实现“一个流”生产,其主要特点如下:
(1)U/C形布置使生产线距离最短,消除了人员走动和工件搬运的浪费,提高了生产效率。
(2)“一个流”生产,各道工序严格按节拍进行生产,将浪费显现化,消除批量不良品发生。
(3)消除在制品堆积与等待的浪费,第一时间暴露生产中存在的浪费并及时排除,降低成本。
(4)以“生产节拍”为目标,一人多机操作,实现少人化生产;培养多能工以均衡生产,且利于人员的增减。
(5)采用站立走动的作业方式,制定适宜的上料高度,增加作业人员工作的灵活性,从而提高工作效率。
(6)采用小型柔性加工设备和辅助设备相结合,易于生产线变更,节省空间。
(7)作业标准化,员工严格按照作业指导书的要求,按既定的生产节拍进行生产。
(8)流水化布局,要求每一道工序严格控制工作质量,做到质量在过程中控制,遵循内部用户原则。

2.在物流方面,其工件流向为操作者正对机床,工件从右到左,逆向流动,主要特点如下:
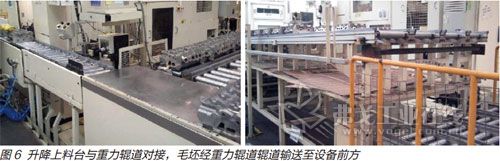
(1)毛坯上料采用物流小车与液压升降台对接辊道形式(见图6)。
(2)成品下料采用滚道和成品车对接输送(见图7)。
(3)工序内工件输送方式采用人工推拉和自动线结合上下料方式(见图8)。
生产线实施标准化作业,其中标准手持是指按照作业顺序进行作业时,为了能够反复以相同的顺序、动作作业而在工序内持有的最小限度的在制品。缸盖生产线的标准手持包括生产线内设备上正在加工的零件数量(1件)和工序间滑道规定保持的零件个数(1件)。
结语
生产线布局问题是现代企业发展中面临的重要课题之一,精益规划生产线设备布局,如何在最短的时间内以最低的成本生产出符合市场需求的产品,将是决定企业在激烈的市场竞争中持续发展的重要保证。
目前,机加工线使用U形布局是推行精益生产的一种方式,通过5C件加工线布局优化过程的实践和创新,实现了“一个流”节拍生产、一人多机操作以及物流距离最短。经过总结,我们发现U形生产线布局具有以下优点:结构紧凑,U形布局从几何学上讲,能减少既有生产线的占用面积;并行粗加工线的设计,在单台设备故障或换刀时,不会影响节拍;U形加工线出现瓶颈问题,便于现场管理及时发现流水线哪部分有问题需要调整;封闭开口,减少产品和员工走动,最大限度减少动作的浪费,提升工作效率;优化作业组合,实现一人多机操作;员工技术水平较高,能掌握多工序操作能力;由于上下工序衔接,存放量少,物料搬运工作量少,搬运成本降低;生产计划简单,易于控制。
但其也存在缺点,主要表现为:设备专用性强,产品一旦变换,适应性较差;生产线的速度取决于最慢的部分,部分设备发生故障时会导致整条生产线中断;发生缺料或人员不在岗时,生产受影响较大;对员工的技术要求、素质要求较高,需要较长培训周期。
天津一汽夏利汽车股份有限公司
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多