柴油机曲轴断裂原因分析
本文基于一种柴油机的曲轴断裂问题,对曲轴断面、材料金相组织、曲轴基体及淬硬层硬度、曲轴本身的疲劳强度等影响因素进行分析,经过有针对性的整改,成功解决了该柴油机曲轴断裂问题。
发动机曲轴的疲劳破坏常见的表现形式是弯曲疲劳破坏和扭转疲劳破坏。通过减振器的减振,曲轴的扭转疲劳破坏是次要的,大约80%的疲劳破坏都是由弯曲疲劳应力产生。其中,主轴颈或连杆颈与曲柄臂过渡圆角处应力集中最为严重,是最易发生弯曲疲劳破坏的部位。
某柴油发动机曲轴发生断裂,断裂部位位于第8曲柄臂处,表现形式为典型的曲轴圆角处的弯曲疲劳破坏(见图1)。针对此问题,我们进行原因分析后,进行了有针对性的整改,成功解决了该柴油机曲轴断裂问题。

原因分析
在发动机工作过程中,曲轴不断在离心力、周期性变化的气体压力和往复惯性力的共同作用下,受到弯曲载荷和扭转载荷。而曲轴断裂是金属疲劳后在强力冲击作用下产生的。基于此,本文主要从曲轴断面、材料金相组织、曲轴基体及淬硬层硬度、曲轴本身的疲劳强度等方面进行分析。
1. 曲轴断面分析
(1)宏观分析 在进行断面宏观分析时,一般把断口分为三个区域:疲劳源区、疲劳扩展区和瞬时断裂区。曲轴断裂的疲劳源区常发生在主轴颈或连杆颈与曲柄过渡圆角应力集中处。该曲轴断裂部位为第8曲柄臂,经分析疲劳源区是在第5主轴颈侧过渡圆角处,并逐渐向内部扩展,直至第4连杆颈侧断裂。
疲劳扩展区,表面可见大量的贝壳状疲劳条纹,是曲轴在循环应力作用下,于裂纹前沿留下的塑性变形痕迹。疲劳弧线由内部向表面扩展,并且疲劳裂纹间距逐渐增大,直至最终失效。瞬时断裂区,曲轴裂纹增大,承载面积减小,张应力增大,整体发生瞬时失效。断面各区域如图2所示。
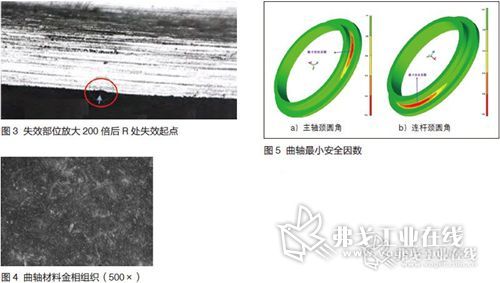
(2)微观分析 对该曲轴断面的疲劳源区进行200倍放大后观察,失效起始于滚压圆角R处,有明显的加工痕迹,呈月牙形,如图3所示。加工痕迹处很容易产生应力集中,在长时间的循环后便会产生裂纹,最终发生疲劳断裂。经调查该问题是精磨轴颈时,砂轮磨削圆角部位造成的。
2.曲轴金相分析
在断裂曲轴的失效部位处取样观察,并按GB/T 13320判定,为回火索氏体+铁素体2级,满足曲轴调质后金相组织为回火索氏体1~4级要求。曲轴材料金相组织照片如图4所示。
3.曲轴基体、淬硬层硬度
曲轴基体调质处理,轴颈淬火。在断裂曲轴基体上测量布氏硬度,结果为298HB、302HB和287HB,满足曲轴基体硬度要求。淬硬层硬度测量结果为54HRC、52HRC和55HRC,满足曲轴淬火后淬硬层硬度要求。
4.曲轴疲劳强度CAE分析
为模拟曲轴的断裂情况,对曲轴进行CAE分析。对各个曲柄臂模型以及相应的圆角子模型进行12个自由度方向的单位载荷、位移载荷计算,得到单位位移下各圆角的应力结果。以曲轴系多动力学计算结果作为疲劳计算载荷谱,将应力结果和载荷谱导入疲劳软件FEMFAT进行疲劳计算,曲轴最小疲劳安全因数主轴颈圆角和连杆颈圆角均位于第2曲柄臂上,对应转速均为3000r/min,最小安全因数分别为1.827和1.794,大于柴油机曲轴安全因数1.4的经验值,如图5所示。曲轴断裂的位置和疲劳强度模拟计算安全因数最小位置不一致,说明在设计上,曲轴强度是没有问题的,之所以出现断裂,是曲轴加工问题所导致的。
经过以上分析排查,曲轴的材料、调质和淬火后的硬度、疲劳强度均合格。该曲轴断裂的主要原因是第5主轴颈圆角处有加工痕迹,造成应力集中,在载荷的作用下,加工痕迹就会成为疲劳源,最终造成曲轴在此处的疲劳断裂。
整改措施及试验验证
1. 曲轴加工改进
为了避免曲轴圆角处有加工痕迹,在磨削轴颈开档端面时,砂轮磨削到圆角部位,在距轴颈外圆1.5mm处退出砂轮,磨削另一侧开档端面。同时,在此工序安装光栅尺控制。
2. 试验验证
优化后的曲轴,装配样机后,按照《GB/T 19055-2003 汽车发动机可靠性试验方法》要求,在台架上进行了800h全速全负荷和800h交变载荷试验,没有出现曲轴断裂的情况。
结语
通过对曲轴断面、材料金相组织、曲轴基体及淬硬层硬度、曲轴本身的疲劳强度等影响因素的研究分析,我们找出曲轴失效断裂的原因是由于曲轴的第5主轴颈圆角R处有加工刀痕。针对出现加工刀痕进行有针对性的工艺调整,试验验证再无断裂现象出现。至此,我们成功地解决了曲轴断裂问题。
安徽江淮汽车股份有限公司
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多