变速器装配线主物流形式分析
随着中国汽车工业的高速发展,国内变速器装配行业也有了长足的发展,而根据各变速器生产厂家的自身条件和要求不同,变速器装配线的物流形式也是多种多样。本文对国内汽车变速器装配生产线的主物流形式进行了详细剖析。
变速器是汽车动力总成的重要组成部分,随着中国汽车工业的高速发展,国内变速器装配行业也有了长足的发展,而根据各变速器生产厂家的自身条件和要求不同,变速器装配线的物流形式也是多种多样。本文从以下几个方面对当前行业内的主物流形式进行说明和比较。
主物流形式及工作原理
目前变速器装配线的主要物流形式有:空中自行小车、AGV、RGV、辊道和手推车等。其工作原理如下:
1.空中自行小车
空中自行小车(见图1)采用电动机和减速机驱动,水平行走采用高精度编码尺定位,竖直和旋转采用旋转编码器进行定位。
2.自动导引运输车(AGV)
AGV是指装备有电磁或光学等自动导引装置,采用电动机和减速机驱动,能够沿规定的导引路径行驶,具有安全保护以及各种移载功能的运输车。
3.有轨制导车辆(RGV)
RGV采用电动机和减速机驱动,按照固定轨道行驶,采用普通条码扫描定位。
4.辊道
辊道采用电动机和减速机驱动,通过辊子带动托盘移动,采用定位机构等辅助装置进行精确定位。
5.手推车
手推车有固定的轨道来限制运动轨迹,运动和停止完全靠人来实现。
性能分析
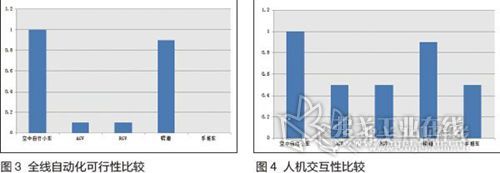
1.技术先进性
如图2所示,对于变速器装配线来说,空中自行小车和AGV都是国际先进的物流形式,RGV次之,而辊道是属于大众化的形式,手推车则无先进性可言。
2.自动化的可行性
装配线的自动化程度直接影响变速器的装配质量,而提高装配线的自动化水平对提高装配线的生产效率、提升装配质量和节约生产成本等都有显著的效果。对于空中自行小车,由于其本身的自动化程度和重复定位精度都非常高,所以可以配套相应的自动化装配设备,实现变速器装配过程的高度自动化。
AGV和RGV由于其本身的定位精度低,很难搭配相应的自动化设备,无法实现大规模的自动化装配。而辊道通过定位托盘等一些辅助结构,可以实现精确定位,也可以实现高度自动化。手推车则基本无法实现自动化。全线自动化可行性比较如图3所示。
3.人机交互性
在结构方面,空中自行小车由于其驱动、控制等大部分结构都在空中,地面通畅性高,便于操作者接近工件进行操作。AGV、RGV和手推车由于主体结构全部在地面,一定程度上妨碍了操作者接近工件,给装配带来一些不便。而辊道可以通过一些转位机构等装置,实现工件的全方位与操作者接近,在一定程度上也方便了操作者完成装配动作。
在控制方面,空中自行小车、AGV、RGV和辊道都可以采用简单的按钮式操作,操作者可以快速熟悉并使用。人机交互性比较如图4所示。
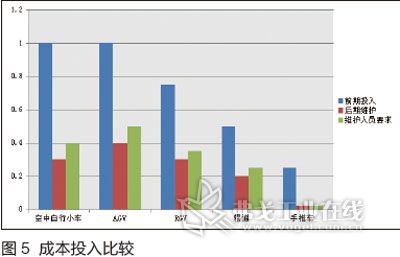
4.成本投入
根据我公司的使用经验,空中自行小车前期的投入成本比较高,后期的维护、维修成本相对较低,但对维护人员有一定要求。AGV的前期投入成本也比较高,其后期的维护、维修成本比较高,对维护人员的要求更高。RGV比前两种形式的前、后期投入都要低一些,但对维护人员的文化素养有一定要求。辊道相对来说,前、后期的投入都是比较低的,维护、维修也相对简单,对维护人员的要求也较低。手推车是投入最少的一种。成本投入比较如图5所示。
结语
综上所述,以空中自行小车作为主物流形式组成的变速器装配线,可以实现高度的自动化,有效地保障了装配质量,提高了变速器的出厂合格率,也可以形成数字化管理体系,实现变速器装配质量的可控、可管和可追溯。辊道作为普遍使用的物流形式,性价比最好,在一定程度上也可以实现全线自动化,同样可以保证装配质量。AGV、RGV则较难实现全线自动化,大部分装配还要靠人工完成,很难保证装配质量,虽然物流形式很先进,但全线的装配水平却很低。至于手推车则是最低端的形式,全部人工参与,影响装配质量的因素太多,无法保证装配质量。
陕西法士特集团公司
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多