保险杠加强板冲压成形分析及产品优化
在车身设计阶段,对冲压件进行计算机上进行成型模拟仿真,并根据仿真结果,分析产品的冲压工艺可行性,对产品提出优化建议。有限元仿真分析软件目前在解决产品冲压开裂、起皱等问题上应用广泛,本文介绍了有限元仿真分析软件在陕汽重卡X3000车型保险杠加强板冲压成型分析及产品优化上的应用。
产品分析及模型建立
陕汽重卡X3000保险杠加强板(如图1所示)材料为DC04,板厚为1.5mm,该零件右件与左件结构对称,生产工艺为冲压成形,大批量生产。由于制件左右件对称,为提高设备效率,降低模具成本,选择左、右件同时冲压的工艺方案,冲压工艺流程为:拉深→修边冲孔→翻边整形→翻边冲孔切断。
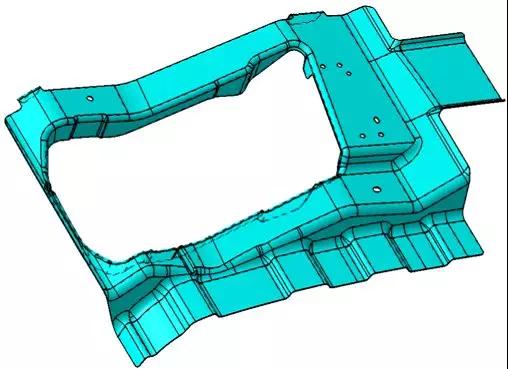
图1 陕汽重卡X3000保险杠加强板
由于处在车身产品开发的方案研究阶段,所建立拉延的工艺补充面仅是为了分析产品的成形性。为减少建模的工作量,工艺补充面可以做得简单些,可将产品的翻边展开,然后将所有孔都填补上,压料面设计为平面,进而建立拉延侧壁,最终完成工艺补充面(如图2所示)。因拉延开始时压边圈要略高于拉延型面,因此压边圈行程一般设置为75mm。
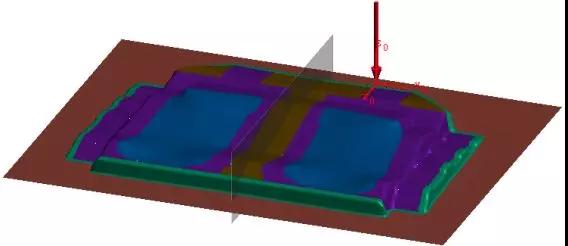
图2 拉延工艺补充
拉延成形模拟分析
拉延模拟分析结果如图3所示。对灯口处翻边进行分析,共3处角部翻边开裂(见图4)。
图4中1处的翻边开裂,分析原因是由于所处形面变化急剧,属于拉延型翻边,翻边时开裂处产生拉伸应变,局部应变超过成形极限造成开裂。由于形面受大灯限制,不能改变,只有翻边高度可以调整。所以产品修改建议为降低开裂处的翻边高度。降低翻边高度后,开裂明显改善。
图4中2、3处的翻边开裂,分析原因由于是内圆角翻边,属于拉延型翻边,在开裂处产生拉伸应变,局部应变超过成形极限造成开裂。由于圆角半径受大灯限制,不能改变,只有翻边高度可以调整。所以产品修改建议为在圆角处开豁口,降低开裂处的翻边高度。降低翻边高度后,开裂问题得到解决。
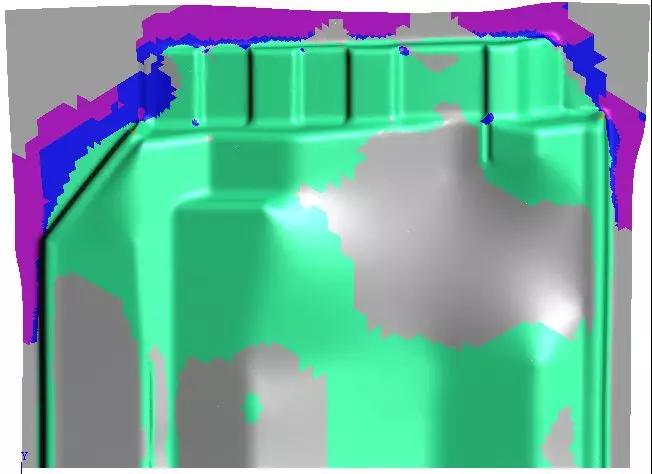
图3 拉延模拟分析结果
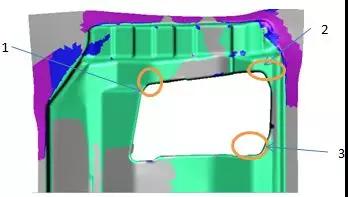
图4 翻边模拟分析结果
拉延型翻边分析
压缩/拉延型翻边存在于所有非直线的翻边处。拉延型翻边是指在毛坯或零件的曲面部分,沿其边缘向相反的方向翻起,形成与此曲面垂直竖边的冲压成形方法。
拉延型曲面翻边成形的变形区的应力应变状态和圆孔翻边的情况相似,两者的主要区别在于拉延型曲面翻边时(非圆内凹曲线),竖边底部各处的应力、应变分布不均匀,凸缘上变形区内的金属材料受拉应力,切向产生拉伸变形,导致厚度变薄。在曲率半径不变的前提下,翻边后竖边高度低的部位其切向拉应力和拉应变较小,竖边高度高的部位,其切向拉应力和拉应变较大。这一变形规律可以用来定性地指导翻边高度的设计,使翻边高度与材料的变形程度一致。
拉延型翻边的最大高度还与材料的延伸率和硬化指数有关。一般在产品设计时翻边高度不要超过翻边线圆角1/3,否则会有开裂风险,如果翻边线属于如下3种情况,则需要用成形分析软件分析其可成形性。
(1)翻边线位于起伏面上;
(2)拉延型翻边的最大高度大于翻边线圆角1/3;
(3)翻边角度小于80°或大于100°。
结语
在产品开发阶段,通过有限元软件进行冲压成形模拟分析,可以在早期发现产品缺欠,及时优化产品结构,缩短工装调试周期,降低工装开发成本。
AI制造
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多