缸盖凸轮轴孔划伤问题分析及排除
在发动机缸盖研发试制过程中,经常遇到缸盖凸轮轴孔表面划伤问题,严重影响研发进度。本文从设备、毛坯、夹具、刀具和测量等方面进行分析,通过修改毛坯档宽构造、改善精镗刀具结构、优化加工参数以及夹具施力方式标准化等措施,最终解决了严重划伤问题。
随着汽车工业的蓬勃发展,发动机研发进展飞速,由此对发动机零部件试制工作提出了更高的要求。在缸体、缸盖等箱体类零件的试制过程中,经常会遇到间断细长孔的加工,该类孔长度400mm以上,长径比可达15倍,由5~6个档宽组成,其中缸盖凸轮轴孔加工难度最高。
某发动机缸盖采用DOHC结构,在进排气侧各有一个凸轮轴孔,各项要求如表1所示。在发动机缸盖试制过程中,凸轮轴孔出现啃刀、振刀现象(见图1、图2),内孔表面凹凸不平存在严重划伤,表面粗糙度超差,导致缸盖成品交付时间延期,影响项目进度。针对此问题,我们展开了深入研究。

原因分析
按照“人、机、料、法、环、测”思路进行分析,编制分析鱼骨图(见图3)。
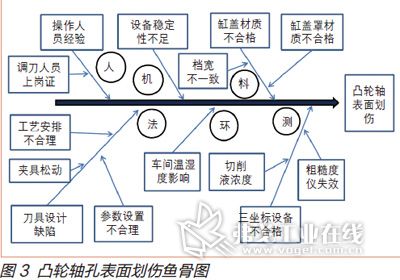
1. 对人员、设备、环境及测量进行分析
(1)人员方面 试制调刀人员经过专门培训,掌握凸轮轴孔刀具调整方法,拥有完备的上岗资格。调试技术人员参与过多项生产线调试任务,前期主要负责发动机缸体生产线的调试,加工经验丰富。
(2)设备方面 精加工机床采用北一大隈MAR-500H卧式加工中心,重复定位精度0.004mm,机床能力指数Cmk值9.86,大于1.67要求值,稳定性能良好,完全满足发动机缸盖试制要求。

(3)温湿度方面 因加工时使用切削液,湿度对加工影响不大。加工车间拥有中央空调,温度恒定在20~25℃,刀具及材料等变形量可忽略不计,满足加工条件。
(4)测量方面 采用国际知名品牌设备(海克斯康及日本三丰),拥有年检合格证。另外三坐标和粗糙度设备的测量主要影响直径、圆柱度及表面粗糙度值等项目,与加工时的表面划伤无关。
经以上分析,来自“人、机、环和测”4个方面的原因非问题原因,可以排除。
2. 毛坯分析
(1)材质方面 本批次加工的缸盖和缸盖罩都符合要求,刀具及参数选择合理情况下,不会出现粘刀及啃刀现象。毛坯检测报告如表2所示。

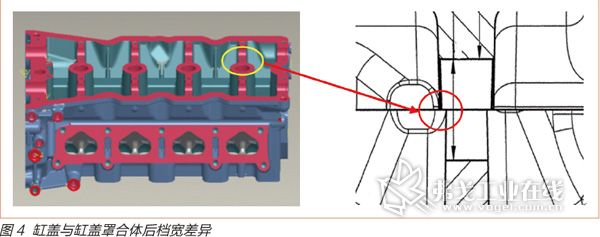
(2)结构方面 经过图样及实物对比,可明显发现缸盖罩与缸盖在凸轮轴孔处档宽不一致,如图4所示,其中缸盖罩档宽为12.2mm,而缸盖档宽只有11mm。由此可知,加工时刀具都将先接触缸盖罩,切削0.6mm后才切削缸盖档宽,存在短时半切削现象,刀具单向受力,加大刀具跳动存在啃刀风险。
经上分析,毛坯方面存在设计结构缺陷,有啃刀风险,为问题原因。
3. 工艺分析
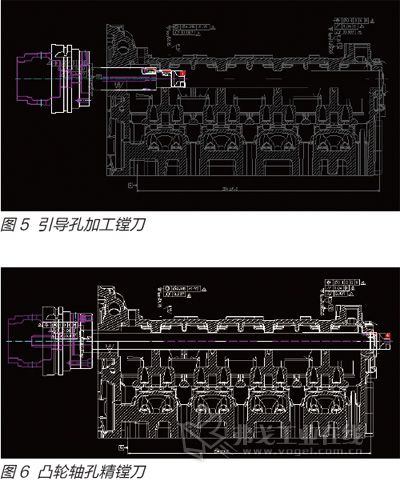
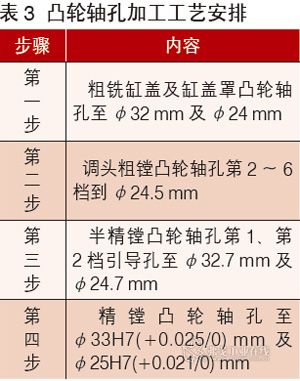
(1)工艺过程安排分析 缸盖凸轮轴孔加工分为四步进行,如表3所示。精镗余量0.3mm能够保证直径圆柱度等参数,关键在于考虑到凸轮轴孔精镗刀较长(400mm)而加设了一个引导孔,用于稳定因其本身自重而产生的强烈跳动,以保证引导孔的加工质量满足需要。所用引导孔加工镗刀如图5所示,凸轮轴孔精镗刀如图6所示。
(2)刀具分析 精镗刀具采用HSK63刀柄一体式自导向单刀片式精镗刀,自导向长度5mm,刀片材质为镀层碳化钨合金。精镗刀具圆周分布的4根碳化钨支撑导条用来吸收切削阻力和振动。
经分析,由于第一档直径为32.7mm,精镗刀具在进入第二档时才开始切削。由于该刀具的自导向长度明显过短,在进入凸轮轴孔第二档时无法完全起到导向作用,容易引起第二档啃刀,与实际加工中的现象较为符合。
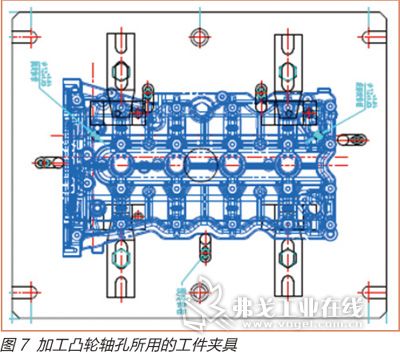
(3)夹具分析 定位采用“一面两销”定位方式,由于为缸盖小批试制加工,从费用及实用性考虑,采用进气排气侧手动施力夹紧,如图7所示。
经过现场测量:圆柱销直径为11.885mm,菱形销直径为11.889mm,精加工定位时的孔径为12.003~12.007mm,装夹时能够顺利安装,无卡死现象存在。但因是手动夹紧,未将加力方式标准化,故操作者在不同的夹紧点有加力差异,导致加工时存在跳动或者松动的可能。
(4)加工参数分析 对原先加工中的参数进行分析,根据切削公式计算线速度及每齿进给量:
式中 d——刀具直径;
n——机床转速;
Vc——刀具切削线速度;
Vf——机床进给速度;
f——刀具的进给量;
Z——刀片数。
将已知参数代入公式计算得出:Vc=80m/min,f=0.1m/r。将此结果告知刀具厂家,得到明确回复:Vc偏小,而f偏大很多,需要进行优化。
(5)切屑液分析 加工缸盖使用的是奎克HDSI切削液,浓度值稳定在7%~8%,具有良好的润滑冷却功能,不会造成划伤现象。
综上所述,我们得出结论,刀具自身引导过短,导致刀具跳动无法得到有效控制,为啃刀及划伤现象的主要原因。夹具手动施力方式,加工时存在松动风险,加工参数不合理,需要优化。
解决措施
根据以上分析确认毛坯质量、刀具及夹具为主要问题点,于是我们提出如下解决措施:
1. 毛坯整改
联系发动机开发部及毛坯供应商,减小缸盖档宽,将上下档宽统一为11.5mm,保证上下加工的一致性,提高加工性能。
2. 工艺整改
(1)刀具整改 重新制作一把自导向长度为10mm凸轮轴孔精镗刀。
(2)增加调刀要求 提高精镗刀及最终精镗刀的调刀要求,其中导向精镗刀具跳动5mm以内,直径控制在24.70~24.72mm之内,最终精镗刀跳动4mm以内。另保证刀尖比导向块尖角(径向)高出5~7um,以保证导向条的挤光作用,防止导条参与加工破坏刀具及工件质量。
(3)参数调整 考虑提高线速度,并降低刀具导向进入凸轮轴孔时产生的跳动,避免引起扎刀及粘刀现象,选择如下参数:Vc=120m/min,f=0.03m/min,代入公式(1)和(2),计算得出:n=1500r/min,Vf=50mm/min。由此确定了精加工参数的刀具转速和进给速度。
在试切过程中,可通过切削声音来判断刀具的转速与进给参数是否合理,对以上参数再进行调整。
3. 夹具调整
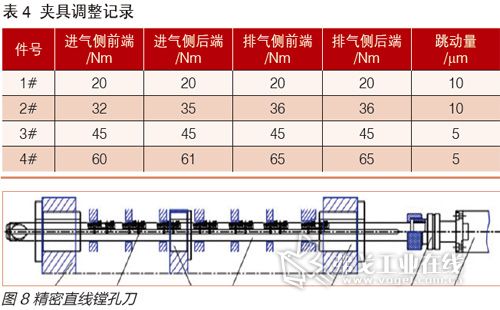
检测并调整手动夹紧力矩,记录调试时夹具的跳动情况,如表4所示。从表中可看出,在力矩满足45Nm时,加工跳动为5um,超过45Nm对减轻跳动无帮助现象且存在变形可能。于是,仍然采用原先的手动夹具,但是对夹紧力进行了量化并固化,以45Nm为标准规定。
结语
在以上调整完成后的调试过程中,凸轮轴孔的表面粗糙度质量明显得到改善,再无划伤现象出现,不良品率大幅度下降,发动机缸盖试制得以顺利进行。试制加工与量产条件不同,在加工各方面都相对不够成熟的时候,应充分做好设备、毛坯、工艺编排及刀具、夹具设计等前期准备工作,试制过程中灵活运用,由此才能保证试制质量及进度要求,同时也能够更好地反馈设计缺陷,以便及时改正。
目前在缸盖凸轮轴轴孔量产中,已经出现精密直线镗孔等先进技术,如图8所示,其主要原理为夹具前端安装滚动导向套,得以克服细长孔摆动大的缺陷,并大大了提高加工效率。
吉利汽车研究院
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多