曲轴连杆颈侧壁加工粗糙度问题解决
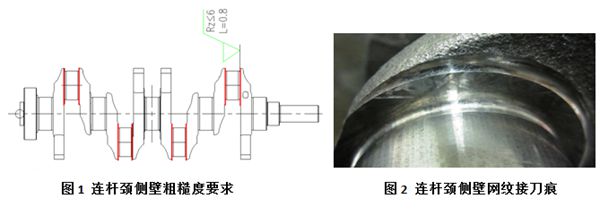
传统的自然吸气发动机曲轴连杆颈侧壁的粗糙度要求一般为Rz16µm,外铣或内铣机床采用普通不可调的盘式铣刀加工就能满足要求。增压发动机的曲轴连杆颈侧壁的粗糙度要求一般为Rz6µm,通常采用磨削或者带一个修光刀片的内铣刀具加工。内铣加工效率低、换刀频繁,而且必须与内铣机床匹配使用,使用范围大大受到限制。所以,研究采用外铣机床和外铣刀具来加工连杆颈侧壁,来保证粗糙度具有一定的现实意义和推广性。
问题背景
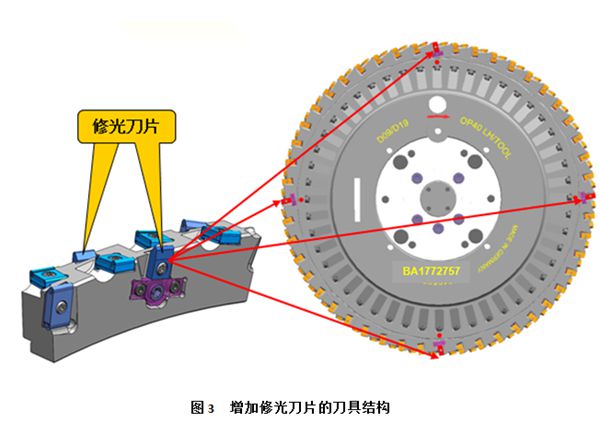
我公司发动机四期增压改造项目中曲轴线要求增压曲轴与非增压曲轴共线生产,目前采用外铣机床和外铣刀具来加工曲轴连杆颈侧壁。增压曲轴连杆颈侧壁的粗糙度要求为不大于Rz6µm(见图1)。当外铣机床采用不可调的外铣刀具加工时,连杆颈侧壁表面存在交叉网纹的接刀痕(见图2),该接刀痕的台阶高度直接影响侧壁的粗糙度。由于外铣刀具上的刀片不可调,刀片间的高度差、刀片的轴向跳动等因素造成接刀痕高度不可控。无论如何调整切削参数,粗糙度测量结果基本上都在Rz4~9µm之间,且数值波动大,个别值在Rz10µm以上,无法满足要求。
解决方案分析
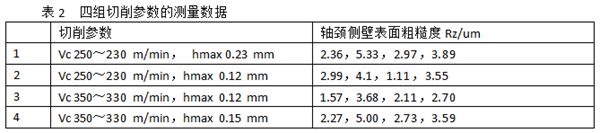
由于表面粗糙度的要求,传统的解决方案是采用内铣机床和内铣刀具来解决,但是更换现有的外铣机床及外铣刀具成本巨大,初步估算改造投资成本在千万元以上,比如仅重新采购刀具的成本就高达200万元以上,采购周期更长达4个月以上。通过分析,在外铣刀具的刀盘上增加修光刀片来解决表面粗糙度问题是一个可以尝试的方案。如图3所示,在原有刀盘两侧上增加修光刀片,整个刀盘的圆周方向布置4对修光刀片。把修光刀片设计成可调式的,通过一个调节螺钉把修光刀片调节成在宽度方向高出其他不可调刀片15~20μm,这样可以对连杆颈侧壁表面进行修光加工,以获得好的表面粗糙度。
效果验证
由于刀具精度、刀片间高度差的大小和刀片的轴向跳动均会对表面粗糙度结果产生影响,所以与以往普通的不可调式铣刀不同,外铣刀具安装到机床上之前,需要在专用对刀仪上对刀具进行全面的检查和校正。表1所示为可参考的刀具检测标准。

刀具调整好后首先在机床上测试4组切削参数,并测量相应的4个轴颈侧壁的表面粗糙度,以便找到最优的切削参数,结果如表2所示。
从上述结果分析,第3组的切削参数得到的表面粗糙度值最为理想。于是采用第3组参数加工了2000件工件,每50件抽检1件测量表面粗糙度,分别测量P3连杆颈左右两侧的侧壁和P4连杆颈左侧侧壁的表面粗糙度,结果如图4所示。
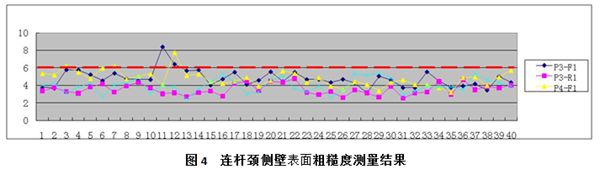
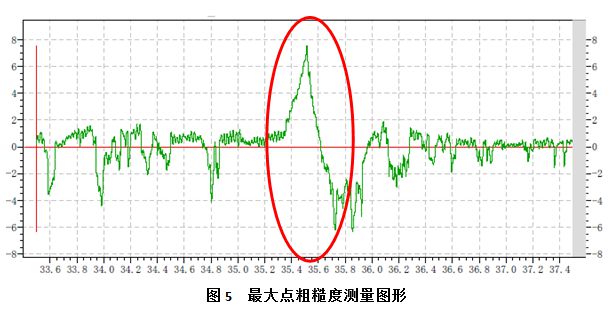
从图4可以看出,表面粗糙度数值基本是稳定的,大部分数值都在Rz6um以内,比之前数值在Rz4~9um内波动的情况已经有了很大的改善,说明增加修光刀片来加工连杆颈侧壁获得的表面粗糙度方案是有效的。但是,有5个点的表面粗糙度超出Rz6um,且最大点的值已经达到了Rz8.2 um,所以该刀具加工方案还没有彻底解决问题,需要进一步分析研究。通过检测最大点的表面粗糙度测量图形,发现侧壁表面接刀痕处存在一个高度差12μm左右的小台阶(见图5)是造成粗糙度超差的主要原因。所以接刀痕的台阶高度是影响表面粗糙度的决定性因素,如果想要减小接刀痕的台阶高度,就必须对刀具结构设计做进一步的优化,否则不能彻底解决此问题。
改进方案及效果分析
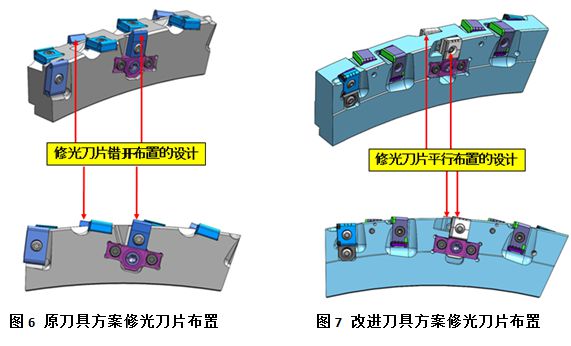
从刀具结构上分析,原刀具方案的修光刀片是错开布置的设计(见图6),当刀具切入工件时,两个修光刀片受力不均,特别是当刀片磨损后这种受力不均的情况会更加突出,容易造成侧壁表面的接刀痕处台阶高度过大,从而使得表面粗糙度超差。改进的刀具方案如图7所示,通过重新布置修光刀片位置,使两侧的修光刀片处于平行位置,或者说是几乎是对称的位置,使得刀具切削时两侧的刀片受力均匀,可以提高切削时的稳定性,减小接刀痕的台阶高度,从而改善侧壁的表面粗糙度。
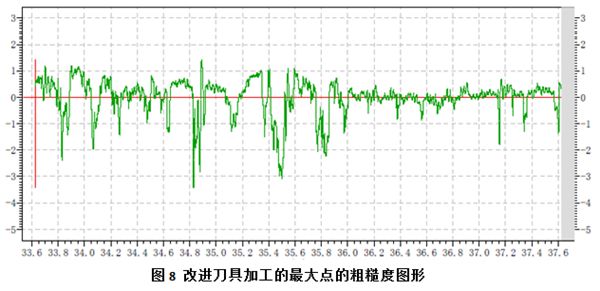
我们在保持切削参数不变的情况下,对改进的刀具进行了加工验证,结果显示的表面粗糙度在Rz2.5~4.4um间。通过对粗糙度最大点的测量图形(见图8)进行分析,发现接刀痕处的粗糙度极差值在4μm左右,比原刀具加工的最大粗糙度降低了51%,效果非常明显,达到了设计要求。
结语
通过对外铣刀具结构的重新优化设计,增加修光刀片并采用平行布置方式,试验摸索最优的切削参数,分析加工数据和图形,我们最终找到了合理的刀具加工方案,解决了曲轴连杆颈侧壁的表面粗糙度问题。由此可见,优化的外铣刀具加工方案也能够保证获得良好的连杆颈侧壁粗糙度,对于一些在现有外铣机床上改造来加工增压曲轴的项目来说不失为一个可行的低成本方案。
AI《汽车制造业》
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多