缸体顶面平行度质量改善
1 问题背景
我公司需要在现有机加生产线的设备、夹具以及新购刀具的条件下,升级改造一款发动机缸体产品。如图1所示,该产品缸体顶面F101平行度要求为0.05,相对基准为G-H(曲轴孔1/5档)。
根据公司质量体系管理的要求,该产品尺寸为关键产品特性,需满足Cmk≥1.67的要求,但在产品实际加工过程中存在不同程度的超差,无法满足过程能力要求,无法进行量产,项目小组针对此问题进行重点分析攻关,解决问题。
2 现状调查和分析
缸体顶面平行度属于综合位置公差,由曲轴孔顶面平面度和同轴度的加工质量决定其最终产品尺寸精度要求。为保障产品的改善效果,改善小组分别从曲轴孔顶面平面度和同轴度两个方面的改善着手,从而提升和解决缸体顶面平行度超差的质量问题。
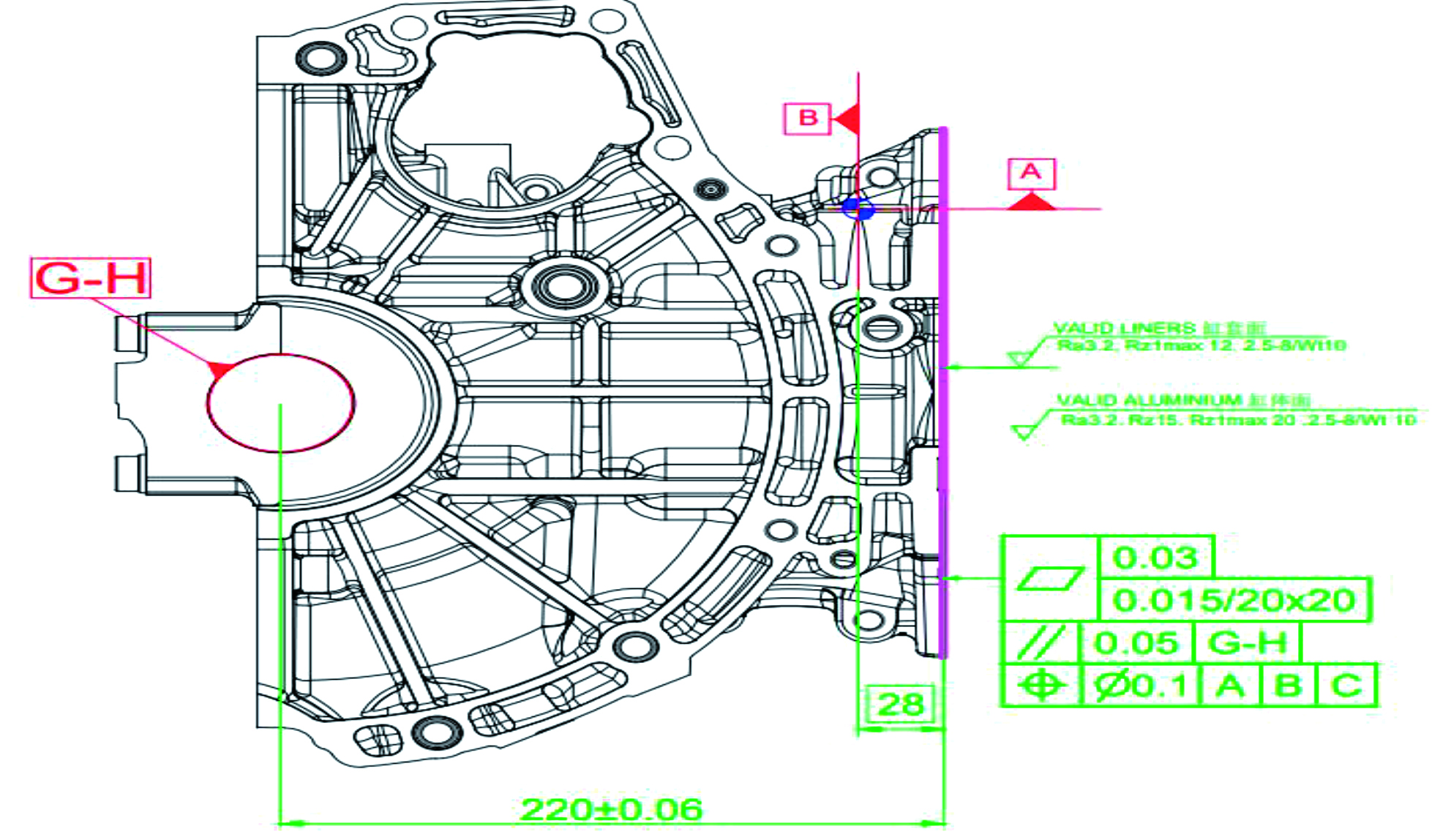
图1 缸体顶面产品要求
2.1 顶面平面度改善
根据现场对缸体顶面平面度实际三坐标测量结果进行分析,如图2所示,从其测量的轮廓尺寸来看,缸体顶面呈现斜面向上的形态,确认该形态是导致缸体顶面平面度质量差的关键。
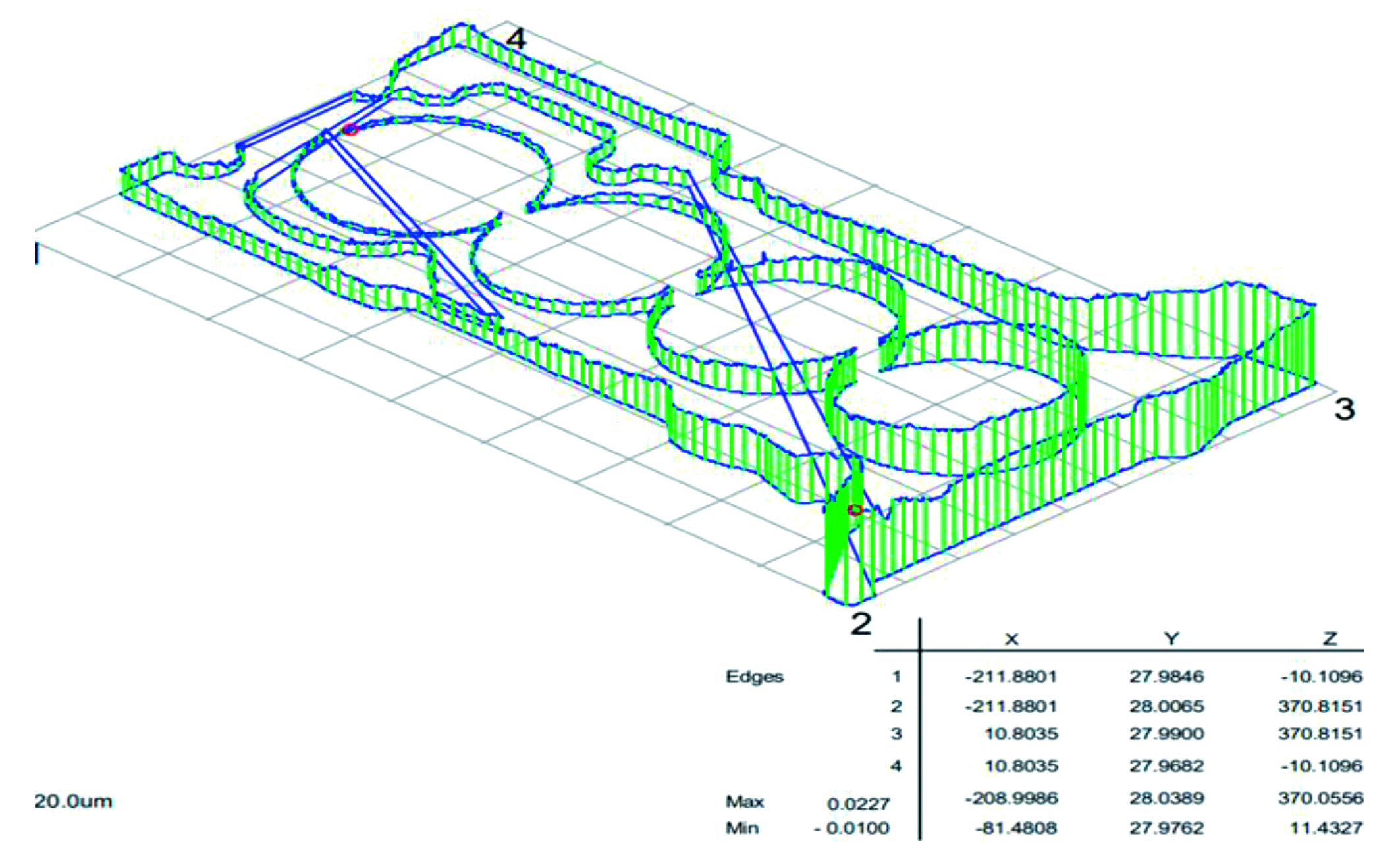
图2 缸体顶面平面度轮廓(改善前)
经过现场调研分析认为,该平面度尺寸轮廓的高点处为缸体顶面薄弱处,加工此处时由于产品较薄,刀具加工后让刀,产品回弹,导致整体平面形态变化,平面度超差。针对上述分析结果,改善小组对现场多个测量结果进行分析,均存在该种让刀现象,且图形和测量结果较一致,证明其在加工缸体顶面(F101面)时,整体弹性变形量较固定,可以从切削插补的方式上进行改善,对弹性变形量加工量进行补偿,以满足产品质量要求。
针对缸体平面的轮廓轨迹,策划将刀具按照产品变形轨迹斜线偏移方向进行加工,将机床Z轴终点方向位置偏移0.02mm,使其加工轨迹与变形方向相反,以补偿其弹性变形量。但考虑到刀具采用斜切的方式进行加工,整体刀具存在后面切削余量不足、刀具过切和切削不足的情况,会导致缸体顶面产生刀纹,故同时将B轴整体偏移约0.002°,以改善平面度或者消除刀纹。
通过上述改善,整体平面度轮廓尺寸得到了显著的提升,如图3所示,产品图形状态趋于平面,无之前呈现斜面向上的形态,改善效果明显。
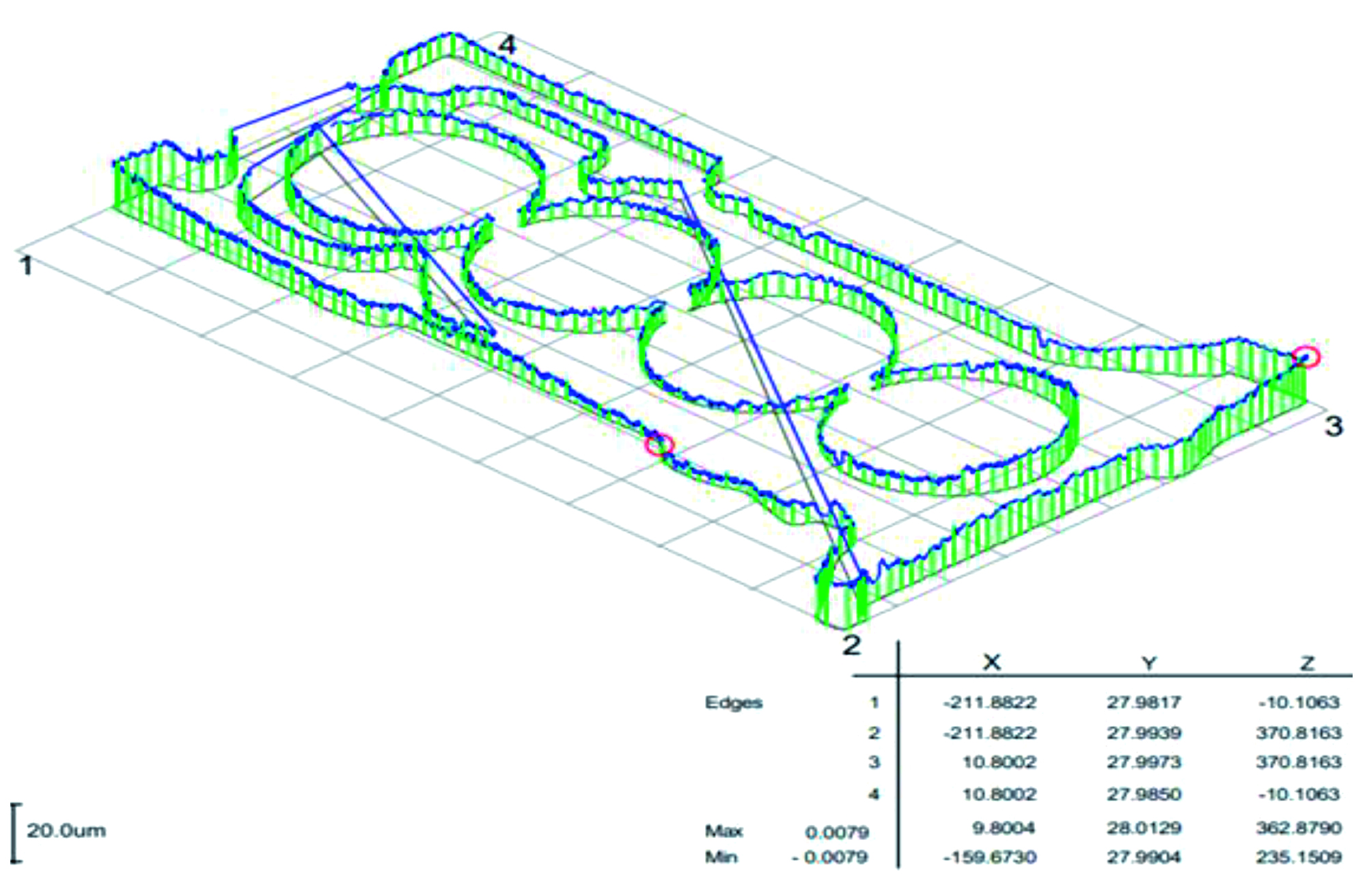
图3 缸体顶面平面度轮廓(改善后)
2.2 曲轴孔同轴度改善
(1)曲轴孔加工工艺
由于发动机四缸机曲轴孔整体长度较长,曲轴孔加工刀具整体悬长,会导致加工过程刀具刚性不足,影响曲轴孔加工质量,为保障加工质量要求,此产品工艺规划采用长刀和短刀的组合模式进行加工,如图4所示,首先使用短刀加工4~5档(H501-4/5曲轴孔),再以第4~5档曲轴孔做支撑,使用长刀加工1~3档(H501-1~3曲轴孔),保障其加工质量和稳定性。
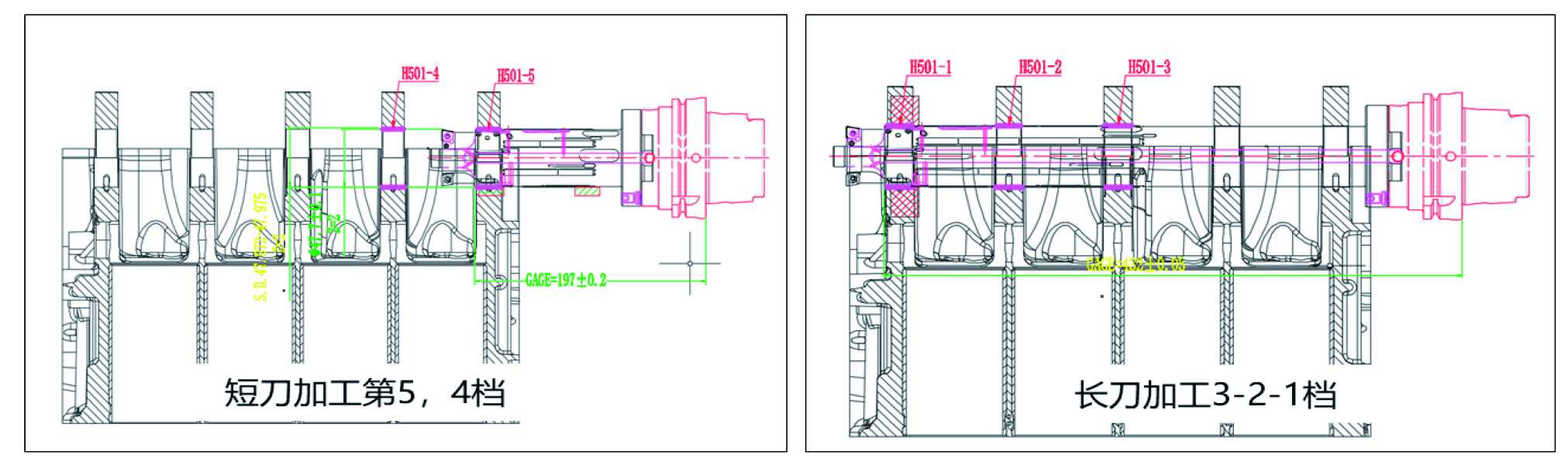
图4 曲轴孔加工工艺(改善前)
上述规划方案虽规避了长度加工过程中刀具悬长的问题,但实际在短刀加工4~5支撑档的时候,由于短刀悬长较长,使得4~5档曲轴孔加工后同轴度已经偏移,在使用长刀加工时,刀具整体顺着4~5档支撑的偏移量逐渐恶化,导致曲轴孔轴线偏移过大,进而影响曲轴孔同轴度。
根据上述的问题,改善小组将现有工艺进行更改,仅使用第5档进行支撑,将两档支撑更改为1档支撑,先使用短刀加工第5档,再使用长刀加工1~4档,进行验证。通过上述改善,在工艺改善后进行加工验证,经过测量分析确认改善后的同轴度一致性较好,曲轴孔的同轴度有明显的改善,如图5所示。
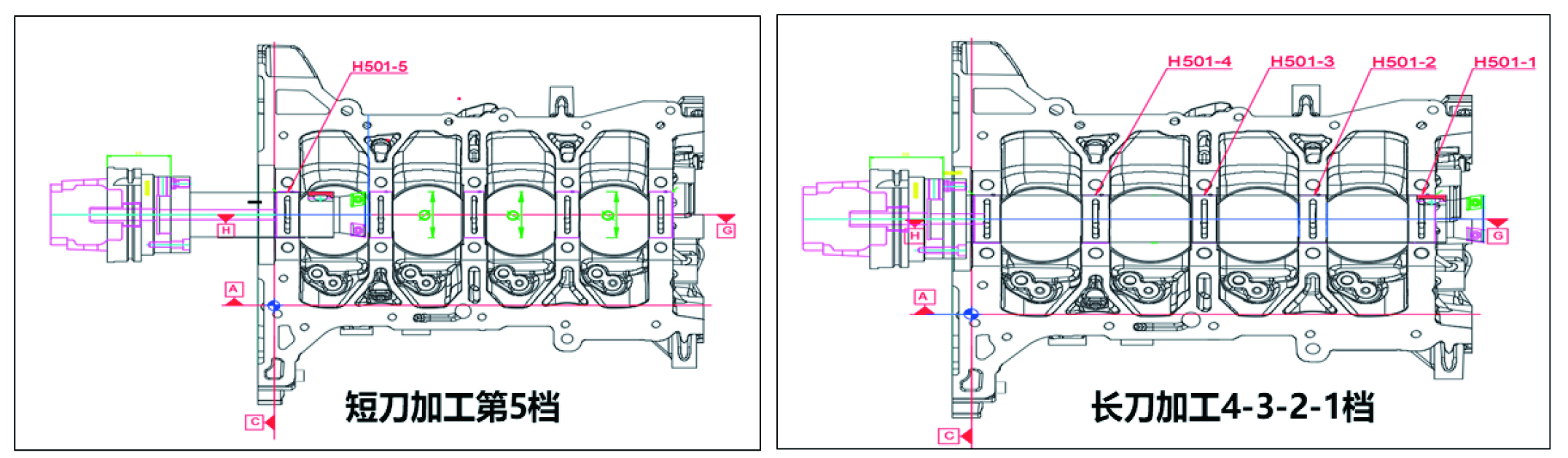
图5 曲轴孔加工工艺(改善后)
(2)曲轴孔加工刀具选择
通过上述工艺改善,前10件工件同轴度得到了明显的改善,且一致性较好,但在缸体曲轴孔加工至26件时,Y方向(铝材质方向)偏移约0.033mm,整体偏移达到了61%。
经改善小组现场调研分析,如图6所示,由于该产品曲轴孔为双金属材料设计,基体材质为铝,瓦盖为铁基粉末冶金,硬度差约为2倍,由于加工硬度和受力不均匀,导致精镗刀具刃口崩裂,使得整体切削力不足,加工过程整体向弱侧(铝材质)方向偏移,导致曲轴孔同轴度随着加工数量增多,尺寸偏移逐渐变差。
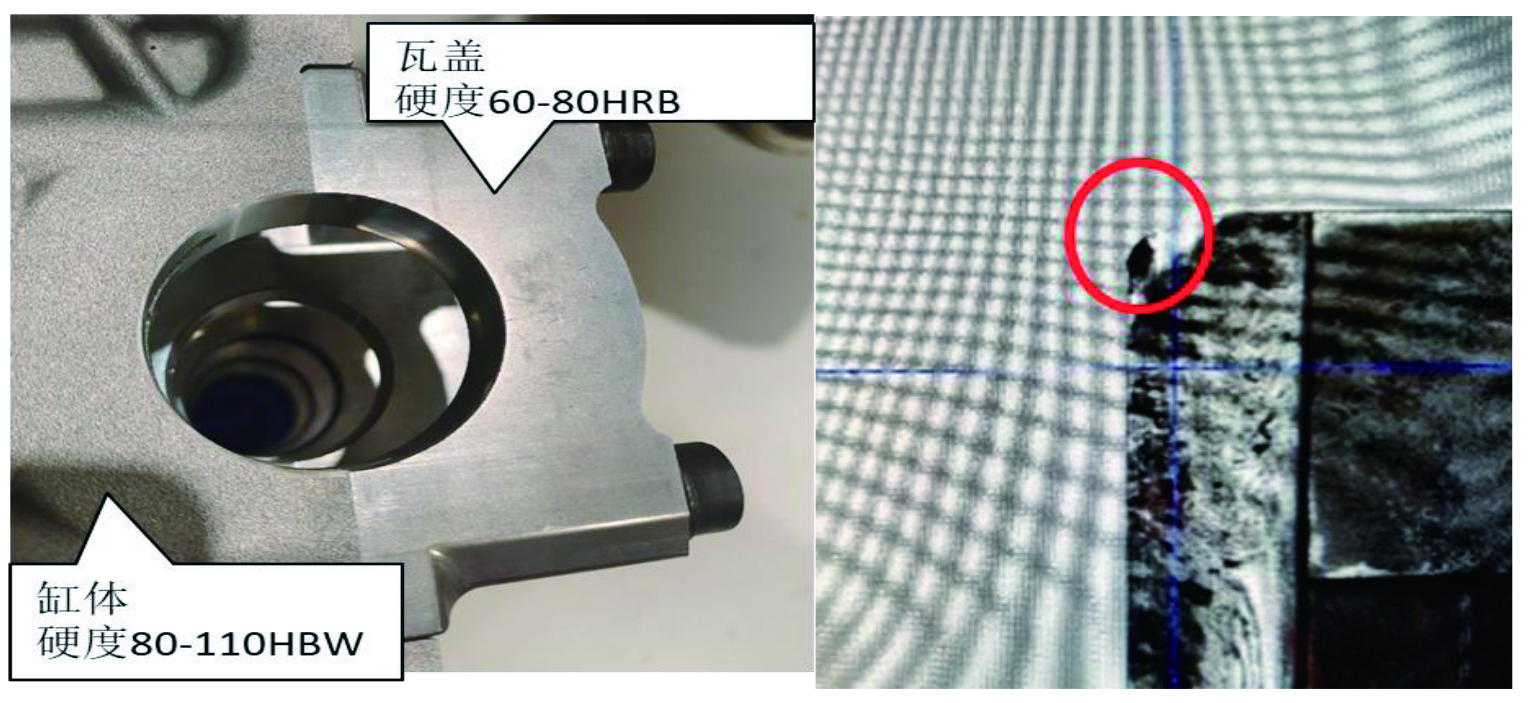
图6 曲轴孔材质及刀具崩刃
该工序曲轴孔镗刀采用一把刀镶嵌粗、精刀片分别进行粗镗和精镗加工,对于精镗刀崩刃,改善小组分析为切削余量分配不均和刀具Lead角度太小导致崩刃,故分别从刀具的选择和加工余量两个方面进行改善验证。
1)切削余量分配
重新定义产品切削余量,降低精加工余量,降低精加工刀具切削过程的受力,保障其加工质量,具体更改如表所示。
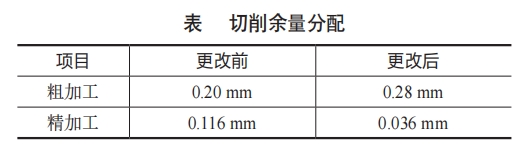
通过上述调整,曲轴孔加工有明显的改善,加工过程趋于平稳,有效地提升了产品加工过程的稳定性,但在加工120件左右时还是存在崩刀的现象,需要进一步改善。
2)刀具Lead角选择
如图7所示,当前曲轴精镗刀具采用无Lead角度的刀片,该刀具切削性能好,但是刀具磨损快,容易崩刀。为保证刀具的切削性能,并降低刀具的磨损,将刀具由无Lead角度更改为Lead角度为15°,进而降低刀具的磨损。
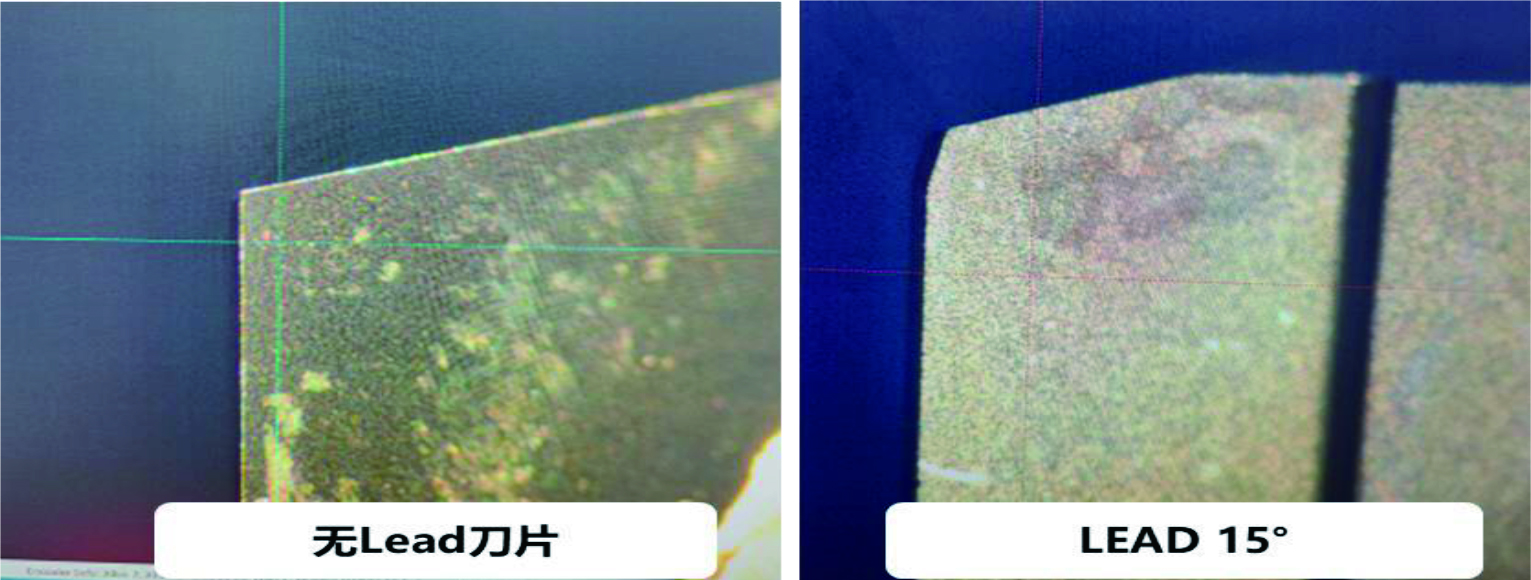
图7 曲轴孔刀具Lead角度的选择
通过上述调整,刀具可满足前期规划的200件加工的寿命要求,且过程趋于稳定,改善效果明显,可满足量产需求。
(3)曲轴孔加工设备、夹具以及测量分析
如图8所示,当前缸体线曲轴孔加工设备采用GROBG520双轴加工中心,轴一和轴二的夹具精度需要保持一致,如果两个夹具精度不一致,会导致曲轴孔加工一致性差,无法满足生产需求。改善小组重新对夹具精度进行调整,保证两个夹具产品的一致性,以满足加工稳定性需求。

图8 GROBG520双轴加工中心
由于该缸体采用铝材质,整体缸体加工后测量结果受温度影响非常大,通过现场实际验证,在工件放置在精测间恒温2h后,整体测量结果处于稳定,确认测量恒温要求务必达2h以上,消除温度的测量误差。
3 效果验证
经过上述改善,对机加缸体线缸体顶面F101面平行度进行过程能力验证,结果如图9所示,通过加工验证和能力分析,Cmk值达到了2.65,加工过程稳定,满足量产需求。
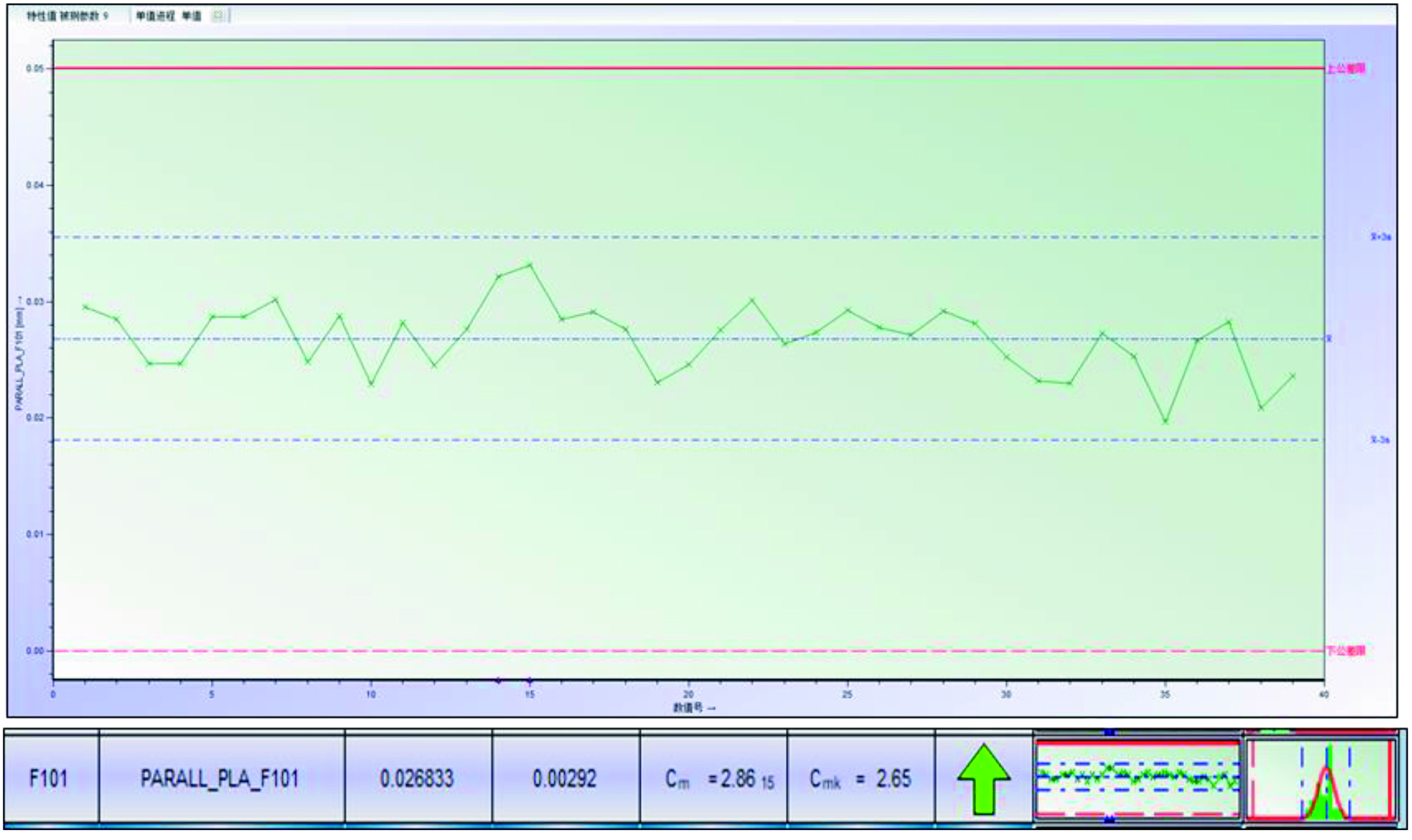
图9 缸体顶面平行度能力值
4 总结
本文就缸体顶面平行度超差的产生原因进行分析和调查,但由于影响产品精度的原因较多,不仅包括上述的工艺选择、刀具及设备等因素,还包括毛坯、环境和加工参数等一系列因素,现场问题还需要根据实际状况进行分析。本文所提关于缸体顶面平行度超差的解决方案、对策和数据,希望读者能对未来缸体线缸体顶面平行度问题的解决和处理有一定的帮助。
参考文献:
[1] 高志永,张斌,罗和平,等.发动机缸体曲轴孔加工工艺研究[J].机械工程师,2013,(2):19-20.
[2] 王卫兵,章雷,王卫仁,等.发动机缸体曲轴孔加工组合刀具设计与应用[J].工具技术,2021,55(9):92-94.
[3]阮宾文,邓雄章.发动机曲轴孔加工方式的改进[J].汽车制造业,2018,(6):12.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:张昆鹏 王成伟 ,单位:宁波吉利罗佑发动机零部件有限公司 。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

在线振动监控提升强力珩齿加工质量
强力珩齿作为齿轮精加工最优的方法而被越来越多地采用,为了提升强力珩齿的零件加工质量,本文阐述了强力珩齿设备振动监控的原理和数据分析的方法,并举例实际应用,采用理论分析和实际验证数据比对结合的方法,分析了振动图谱、设备状态和零件检测结果的对应关系。结果表明,珩齿振动在多数情况下会影响零件齿面波纹,并会带来不同阶次的振动,通过设置监控限值用于确保零件加工质量。
2024-10-23
-

-

防错技术在变速器装配线的应用研究
本文将从防错定义、错误类型、防错技术原理及类别等几个方面对防错技术进行阐述,并结合实际案例加以说明,为变速器装配线及汽车行业装配过程降低错漏装问题提供解决思路。
2024-08-17

热点文章
-

直播预约 | 尺寸偏差、缺陷遗漏、反复整改?从试制到量产,如何从容应对车身质量挑战
2026-07-31
-

直播预约 | EINES-AI视觉赋能整车制造:焊装到总装的质量控制
2026-08-04
-

某间接式热泵架构电驱低温余热利用控制方法的仿真优化研究
2026-08-04
-

电动汽车分布式牵引力控制功能开发与优化研究
2026-08-03
-

德国马牌携手品牌大使尹正,共塑“无惧湿滑”的驾控安全新标杆
2026-07-30
-

奇瑞尹同跃:2000万辆以后,我们不再参加内卷
2026-07-28
-

质量为源:APIS助力中国汽车高质量发展
2026-07-30





评论
加载更多