电池包母排工艺智能装配系统的设计与实现
0 前言
新能源汽车制造企业必须在生产效率提升、成本控制以及产品质量保障这三大关键领域寻求突破。传统装配工艺,尤其是电池母排装配环节,过度依赖人工操作,其弊端日益凸显。其一,装配效率低下,难以满足大规模生产需求;其二,装配质量参差不齐,易出现母排连接错误等安全隐患,影响汽车性能与可靠性;其三,装配工人长期从事高强度、重复性劳动,因频繁弯腰及伸展等动作,易导致腰肌劳损等职业健康问题。这些现实问题严重制约了企业的生产效益与可持续发展。
1 国内外研究现状
近年来,自动化技术在汽车制造领域已取得诸多成果,但在部分复杂工艺环节,如电池包母排装配,仍以传统手工操作为主。国外汽车制造巨头虽在自动化装配方面起步较早,但其现有技术多聚焦于单一零部件的自动化生产。对于电池包母排装配这类涉及多部件协同、多种规格适配的系统,相关研究仍相对匮乏。目前,行业内虽有针对手工治具的优化尝试,但这些改进多局限于工具的外形与人机工程学层面,并未触及自动化装配的核心,因而无法从根本上解决人工装配效率低、质量不稳定等问题。电池包母排装配工艺复杂,包含螺栓拿取、母排放置和螺栓拧紧等多道工序,且需适配不同车型、不同规格的母排,这对自动化装配系统的柔性化、智能化提出了极高要求。现有技术中,缺乏一套能够高效、精准完成电池包母排装配全流程的自动化解决方案,这已成为制约汽车制造行业实现全面自动化、智能化生产的关键瓶颈。
2 研究内容和创新点
鉴于现有电池包母排装配技术的局限性,本文致力于研发一套创新的电池包母排自动化装配系统,旨在攻克传统装配工艺难题,实现装配流程的全面自动化、智能化升级。
研究内容涵盖以下几个核心方面:首先,设计一款新型自动供料装置,针对螺栓与母排的特殊形状和尺寸,创新供料方式,确保供料过程稳定、高效,为后续装配环节提供坚实保障;其次,研制一套集成化、多功能的自动装配设备,融合先进的母排吸附、螺栓抓取与拧紧技术,通过精准的机械结构设计与智能控制算法,实现多道装配工序的无缝衔接,大幅提升装配效率与质量;最后,构建一套先进的电控系统,融合机器视觉、传感器融合等前沿技术,赋予装配系统高度的智能化与自适应能力,使其能够精准识别不同车型、不同规格的母排,自动调整装配参数,确保装配过程的精准无误。
本文的创新点主要体现在以下三个方面:一是提出一种创新的自动供料机构,采用独特的振动与导向技术,有效解决螺栓与母排在供料过程中的卡顿、错位问题,显著提升供料效率与稳定性;二是设计一款多功能自动装配设备,其独特的多自由度机械臂与柔性夹具系统,可灵活适应不同形状、尺寸的母排,实现拾取、放置和拧紧等多道工序的一体化作业,从而极大提升装配的自动化水平;三是引入低成本、高性能的传感器与执行器组合,搭配先进的控制算法,在保证系统性能的同时,大幅降低整体成本,使自动化装配技术更具市场竞争力与普及性,为汽车制造行业的自动化升级提供一种经济、高效和可靠的解决方案。
3 电池包母排自动装配系统介绍
3.1 自动化装配流程
电池包母排装配系统通过高度集成的自动化手段,实现了从供料、搬运、装配到检测的全流程自动化,极大地提升了装配效率与质量。
首先,搬运单元将待装配的电池包精准运送至主架的装配位,为后续操作奠定基础。随后,机械手臂带动多功能一体化夹具移动至自动供料单元。夹具的螺栓吸附模块精准对准螺栓供料口,通过真空吸附技术拾取两个螺栓。接着,夹具移至母排供料位,母排吸附模块根据母排尺寸自动变距,并利用真空吸附稳稳拾取一个母排。此时,夹具已携带螺栓和母排,在视觉系统与机械手臂的协同下,精准移动至电池包上方的装配位置。螺栓拧紧模块与母排吸附模块协同工作,先将母排准确放置于电池包的安装点,随后螺栓拧紧模块起动,将螺栓精准拧紧,完成母排的固定。最后,夹具的视觉模块对装配完成的母排进行拍照检查,确认装配位置的精确性与螺栓拧紧的可靠性,从而确保每一次装配都高效、精准。
3.2 系统各部位功能
3.2.1 整体结构
如图1所示,整个电池包母排自动化装配系统主要由5个部分组成,各部分协同工作,确保装配过程的高效与精准。
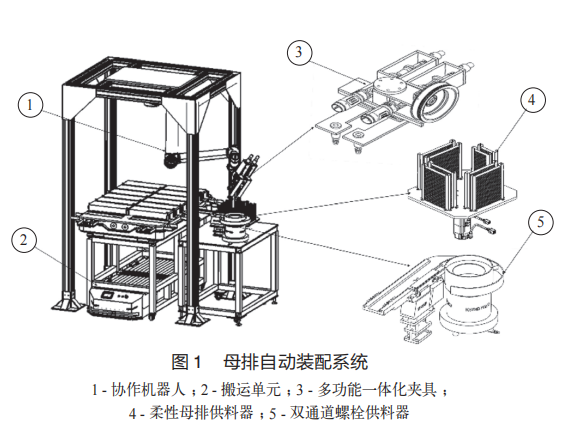
图1 母排自动装配系统
(1)协作机器人:作为系统的执行核心,实现多自由度的精准移动,确保装配操作的灵活性与精确性。
(2)搬运单元:负责将待装配的电池包精准运送至主架的装配位。
(3)多功能一体化夹具:作为系统的操作终端,集成了母排吸附模块、螺栓吸附模块、螺栓拧紧模块和视觉模块。母排与螺栓吸附模块通过真空吸附技术,确保物料在运输过程中的稳定性。螺栓拧紧模块配备高精度扭矩控制装置,保证拧紧力矩的精准性。视觉模块则通过光源与摄像头的配合,实时监测并引导机械手臂完成精准定位与装配。
(4)柔性母排供料器:可提供4种不同规格的母排。供料时,将所需规格的母排旋转至取料口,实现快速切换与供给。
(5)双通道螺栓供料器:可一次性提供两个螺栓,显著提高了供料效率。
通过以上各部分的紧密配合,该系统能够灵活适应不同车型与装配位置的变化,具备了良好的通用性。
电池包母排自动化装配系统实现了全流程自动化,其效率较人工提升一倍,并从根本上消除了因人工连接母排错误导致短路的安全隐患,为新能源汽车电池装配提供了高效、可靠的解决方案。
3.2.2 电池包母排结构
母排作为电池系统中关键的连接组件,其构造精巧,功能至关重要。母排主要由母排总成、连接端、母排主体和绝缘层组成。
(1)连接端:这是母排与电池模组及其他电气元件连接的关键部位,通常采用高导电性金属材料制成,表面经过特殊处理以确保良好的电气接触性能。其设计采用标准化接口,能够与不同规格的电池模组快速、稳定地连接,并具备足够的力学强度以承受系统运行中的各种应力。
(2)母排主体:承担着电流传输的主要任务,由多层高纯度铜箔或铝箔叠合而成,并通过先进的焊接工艺确保层间电气连接的稳定可靠;其截面积和长度均根据电池系统的电流需求进行精确设计。
(3)绝缘层:作为重要组成部分,绝缘层包裹在母排主体外部,起到电气绝缘与物理保护的双重作用。该层采用高性能绝缘材料,具有良好的绝缘性、耐热性及耐化学腐蚀性,能有效防止母排在运行中与其他导体发生短路,并抵御灰尘、水分、化学物质等环境因素的侵蚀。绝缘层的厚度与材料选择会根据电池系统的具体要求进行优化,以确保母排在各种工况下均能安全、稳定运行。
整个母排的设计充分考虑了电池系统的电气性能、力学强度和环境适应性,通过各部分的协同作用,确保了电池系统中电流的高效、稳定传输,为新能源汽车的可靠运行提供了坚实保障。
4 各部分结构及工作原理
在电池包母排装配系统中,各部件的协同运作是实现自动化装配的关键。以下将深入探讨系统各部分的结构与工作原理,揭示其如何共同作用以达成高效、精准的装配目标。
4.1 机器人
在电池母排装配系统中,机器人是执行精准、高效装配任务的核心单元。其功能设计主要围绕三个关键步骤展开:拿取螺栓、拿取与放置母排以及驱动紧固工具完成螺母拧紧。
首先,机器人通过高精度的末端执行器,迅速且准确地从螺栓供料单元中取出螺栓。随后,利用其灵活的多自由度关节结构,机器人可调整至最佳姿态,从母排供料器中稳定地取出母排。此过程对机器人的运行稳定性要求极高,从而避免母排在传输中发生损坏。最后,在紧固环节,机器人将母排放置于电池包的预定位置后,驱动紧固工具以预设的扭矩完成螺母拧紧,确保母排与电池包之间形成牢固可靠的连接。
机器人的整体结构如图2所示,其主要组成部分包括:
(1)底座,用于与安装台架固定连接。
(2)末端法兰,用于连接多功能一体化夹具。
4.2 电池包搬运机构
如图3所示,AGV搬运机构是连接各个装配环节的关键纽带,其精准与高效的运作是确保整个装配流程顺畅的核心保障。该机构的工作流程围绕电池包的接收、运输与精准定位展开,每一步都经过精心设计,以实现无缝衔接与高效运作。
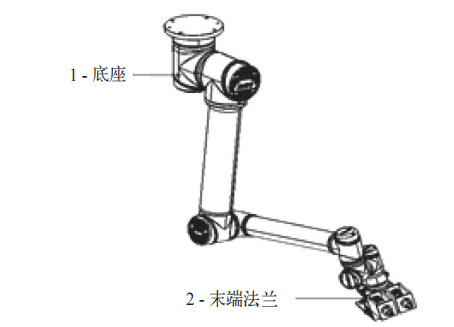
图2 机器人
4.2 电池包搬运机构
如图3所示,AGV搬运机构是连接各个装配环节的关键纽带,其精准与高效的运作是确保整个装配流程顺畅的核心保障。该机构的工作流程围绕电池包的接收、运输与精准定位展开,每一步都经过精心设计,以实现无缝衔接与高效运作。
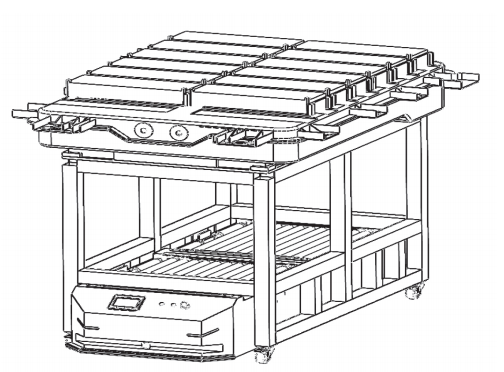
图3 电池包搬运机构(AGV)
首先,搬运机构利用其先进的定位系统,实现与生产线上电池包的精准对接。这得益于其配备的高精度传感器和智能控制系统,能够实时监测电池包的位置与姿态,确保每次对接均能达到毫米级精度。
成功对接后,搬运机构随即起动平稳、高效的运输模式,将电池包从初始位置快速、稳定地运送至装配工位。为确保运输过程的绝对平稳,机构采用了先进的减振技术与动力控制系统,有效避免了因振动或急停急起导致的电池包位移或损伤。这种平稳的运输不仅保障了电池包的安全,也为后续装配工作奠定了坚实基础。
到达装配工位后,搬运机构通过智能控制系统,可根据不同电池包的型号与装配要求,自动调整放置位置与姿态,确保每次放置都能达到最佳装配效果。其高效运作不仅体现在快速精准的运输能力,还体现在与装配系统其他部分的无缝协同上。借助先进的通信技术,搬运机构能实时接收控制中心指令,并同步反馈自身状态,从而实现整个装配流程的协同优化。这一高效运作模式显著提升了电池包母排装配系统的生产效率,减少了因搬运环节造成的生产延误。
4.3 多功能一体化夹具
多功能一体化夹具整体结构如图4所示,作为核心执行部件,负责完成螺栓和母排的拾取、定位及紧固操作。其主要结构集成了与机器人末端法兰连接的夹具安装底座、螺栓拾取与拧紧模块、母排吸附模块、视觉模块及变间距模块。该夹具通过真空吸附技术稳定拾取母排和螺栓,利用高精度扭矩控制装置精确拧紧螺栓,并借助视觉模块实时监测装配位置,确保装配的精确性;同时,通过视觉系统进行装配品质确认,发现异常及时报警,确保维护人员能够及时介入。
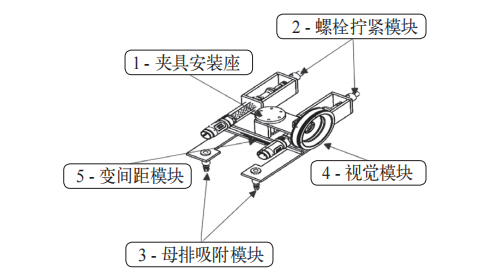
图4 多功能一体化夹具
多功能一体化夹具的柔性化变距机构如图5所示,其变间距模块根据母排尺寸自动调整间距,适应多种规格母排,能够兼容我公司生产的BEV、HEV和PHEV等全系新能源车型,实现多品种柔性生产。
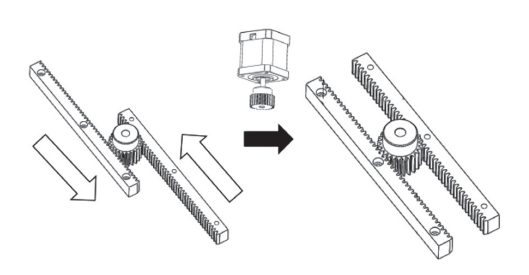
图5 柔性化变距机构
4.4 柔性化供料机构(母排、螺栓)
柔性化母排供料机构,作为关键的前端环节,其柔性化设计和高效的工作流程是确保整个装配线顺畅运作的基石。该系统不仅能够灵活适应不同规格的母排,还能在多变的生产需求下保持稳定的供料效率。母排供料系统采用了创新的模块化设计理念,通过可快速更换的料仓和灵活的供料轨道,实现了对不同尺寸和形状母排的兼容。每个料仓都配备了独立的传感器和控制系统,能够实时监测母排的存量和状态,并自动调整供料速度,以匹配装配线的实际需求,同时根据当前的装配需求,将对应的母排旋转至取料位置,完成供料流程,柔性化母排供料机构如图6所示。双轨道螺栓供料器如图7所示,采用了巧妙的双轨机构设计,能够满足紧固机构双枪同时拿取两颗螺栓进行上料,大大提升了自动化效率。
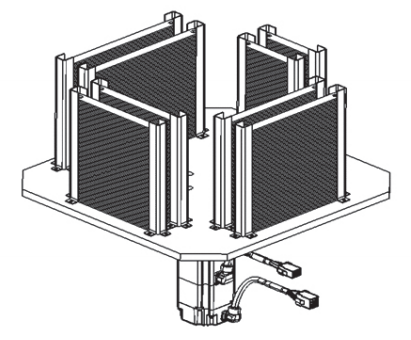
图6 柔性化母排供料机构
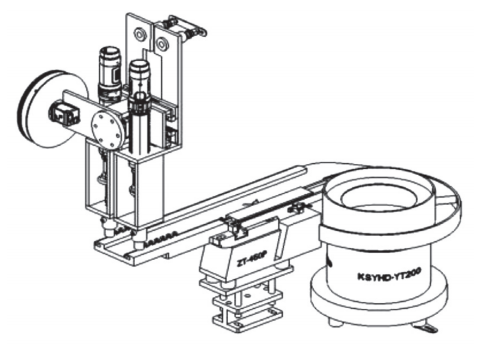
图7 双轨道螺栓供料器
5 结语
本研究成功开发的电池包母排自动化装配系统,凭借其创新的柔性供料单元、多功能一体化夹具以及先进的视觉引导定位技术,显著提升了装配过程的自动化水平与整体效率。该系统不仅实现了母排高效、精准的供给与装配,还通过模块化设计与灵活配置,展现出广泛的适用性和高度的灵活性,能够轻松集成至现有生产线,为新能源汽车智能制造提供了高效、可靠的解决方案。
参考文献
[1] 冯利民,俞经虎,王延玉,等.六自由度协作机器人绝对定位精度标定研究[J].制造业自动化,2022,44(10):25-28,33.
[2] 张伟,李明.电池母排自动化装配系统设计与应用[J].机械工程学报,2024,50(2):45-52.
[3] 王晓东,刘洋.高精度视觉定位技术在自动化装配中的应用[J].自动化技术与应用,2023,42(3):34-39.
[4] 赵强,李华.智能化装配系统的关键技术研究[J].智能制造,2022,12(4):56-63.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:陈亮 萧剑斌 侯杰,单位:东风汽车有限公司东风日产乘用车公司。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

基于响应面与3DCS的车身钣金件定位布局优化设计
针对车身钣金件装配偏差导致的试制问题,提出了一种基于Box—Behnken法与3DCS的车身钣金件焊装夹具定位布局优化设计方法。分析了重卡前风窗上横梁定位块坐标参数对装配偏差的影响,得到最优定位设计参数水平。利用3DCS建立前风窗上横梁柔性装配偏差仿真模型,结合响应面法确定最优设计方案。根据优化后的工艺参数指导工装夹具设计并进行零件试生产,有效减少了装配偏差,证实了该方法的实用性。
2025-12-11
-

乘用车外观匹配精良性提升策略
本文旨在探讨乘用车外观匹配精良性的提升策略,以某公司某款乘用车为例,深入研究其在SOP前存在的前保险杠与日行灯匹配不良问题。通过对产品结构、影响要素的全面分析,从尺寸工程角度提出优化方案,重点针对车身夹具精度、外饰件尺寸精度和日行灯定位方式等关键要素进行改进。经实施优化方案并进行大批量测量验证,成功解决了匹配不良问题,为汽车外饰匹配问题的解决提供了参考范例。
2025-12-10
-

AI驱动的汽车高节拍冲压线尾在线智能质检技术创新研究
本文通过工业AI视觉技术攻克汽车冲压高节拍产线钣金件表面缺陷在线检测难题。结合传统图像处理(图像归一化、特征匹配和Blob分析),实现了冲孔检测,检出率高达99.9%。该技术方案突破在线检测技术壁垒,构建了数孔、开裂/明显缩颈及凸凹伤三大质检AI模型算法,实现微米级缺陷实时定位分类。通过端到端智能检测架构,成功打通冲压线尾质检自动化“最后一公里”。
2025-12-10



热点文章
-

-

智能网联汽车轨迹优化方法研究综述
2026-07-07
-

看见·增程的“第二生长曲线”
2026-07-14
-

中国企业出海中的人才战略与文化融合
2026-07-07
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

浅谈智能座舱与人机交互技术创新
2026-07-14
-

连接器如何破局?莫仕携“系统级决绝方案”迈入新阶段
2026-07-08
-
浅谈智能座舱与人机交互技术创新
在汽车电动化、智能化、网联化深度融合的产业趋势下,智能座舱已从配置竞争转向技术体系与落地能力的竞争。本文以零跑汽车为案例,从中央集成电子电气架构、高算力硬件、自研车机操作系统、多模态交互、舱驾融合以及车载大模型六大技术维度,对智能座舱与人机交互关键技术进行深入解析,并聚焦底层技术实现、工程化落地、量产应用效果与成本控制逻辑。研究表明,零跑汽车实现了高阶智能技术的大众化,为自主品牌提供了可复制的实践路径,验证了技术落地成效,并指明了未来优化方向。
作者:
-
看见·增程的“第二生长曲线”
-
面向ISO 34505的自动驾驶场景评价及测试优先级分析
-
国产化替代正当时:永铭车规级固液混合电容,为激光雷达发射端与算力核心提供高纹波耐受解决方案
-
智能网联汽车轨迹优化方法研究综述
-
AI《汽车制造业》增刊





评论
加载更多