乘用车保险杠注塑潜流线面品缺陷改进研究
0 引言
汽车保险杠作为汽车关键的安全防护构件和外观展示部件,在乘用车设计中普遍采用塑料注塑成型工艺制造。据统计,现代乘用车中塑料零部件占比已达整车质量的10%~15%,其中保险杠是最大的塑料组件之一,其材料多选用聚丙烯(PP)等系列材料,其制品具有良好的流动性、抗冲击性能、耐候性及油漆附着能力。
在保险杠等塑料件注塑生产过程中,虎皮纹、缩痕、熔接线和翘曲变形等是常见的表面缺陷,其中潜流线作为一种特殊表现形式,因其隐蔽性和复杂性成为行业难题。
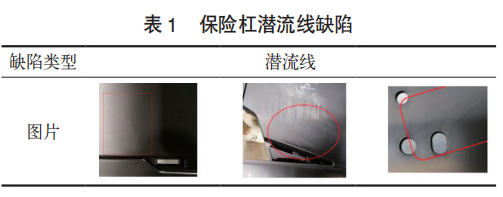
潜流线缺陷实际上是熔接痕区域的特殊形态,表现为产品表面出现凸起的线性痕迹,常出现在孔洞、槽、壁厚突变或熔体汇合区域,见表1。与普通熔接线不同,潜流线的形成主要来自于熔体汇合时两侧充填压力不平衡导致的熔体滑移。由于其出现在汽车外观产品部件上,面品质量要求极为严格,即使细小缺陷也会导致产品质量降级甚至报废。据主机厂生产统计,保险杠因潜流线缺陷导致的报废率可达3%~5%,单件损失成本高达数百元。
当前国内外研究主要集中在注塑成型工艺的宏观优化,缺少对潜流线这一特殊缺陷的系统研究。随着CAE技术发展和材料科学的进步,通过多学科协同优化解决此类特殊缺陷已成为可能。本研究整合了材料学、模具工程学和工艺控制论的理论框架,结合实际工业案例,建立了潜流线缺陷的系统化改进方案,为汽车注塑行业提供了一套可行的技术路径。
1 潜流线缺陷的形成机理与特征
1.1 物理形成机制
潜流线缺陷的产生是一个涉及流体力学、热力学和材料科学的复杂过程。其物理本质是当塑料熔体在模具型腔内流动时,在孔洞或壁厚突变区域熔体形成分流,两股料流绕过孔洞后重新汇合,若汇合点两侧的熔体压力、流速或温度存在显著差异,高压侧熔体会向低压侧挤压,导致模腔表面已开始固化的熔体发生滑移,从而在产品表面形成凸起的线性痕迹,如图1所示。
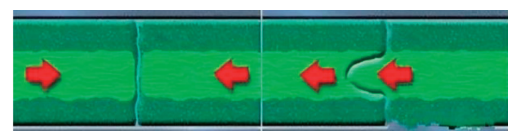
图1 潜流线形成机理
图2展示了制品孔周围潜流线形成的典型过程。当浇口开启时,熔体沿孔洞两侧流动分成两股料流,流过孔位后,两股料流汇合产生熔接线。由于孔洞结构导致流动路径长度差异,形成速度差及压力梯度差。当压力差超过熔体表层固化层的抗剪切强度(通常≥0.8MPa)时,高压侧熔体会继续推动低压侧已凝固的熔体前移,形成可见的潜流线。
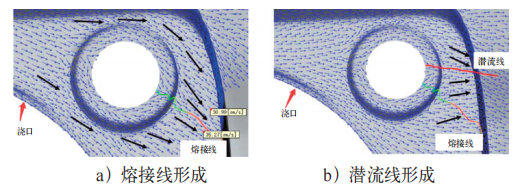
图2 孔位潜流线形成过程
这一过程可用流变学方程描述:

式中,ΔP为两股料流压力差;μ为熔体黏度;L为流动路径差;V为流速差;t为制件壁厚。
1.2 视觉特征与识别
潜流线在视觉效果上表现为线性凸起的痕迹,长度通常为10~50mm,宽度约0.5~2mm。与普通熔接线相比,潜流线具有以下显著特征。
(1)方向性:潜流线主要沿熔体流动方向延伸,多与料流汇合方向呈15°~75°夹角,如图3所示。
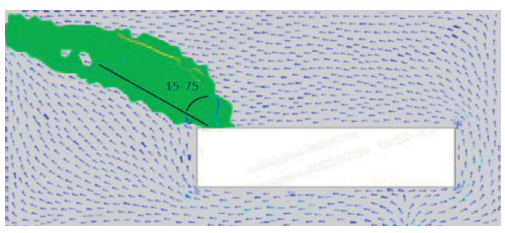
图3 潜流线方向性特征
(2)位置性:潜流线主要常出现在保险杠雾灯孔、牌照安装孔及车身装配孔等结构突变区域,如图4所示。
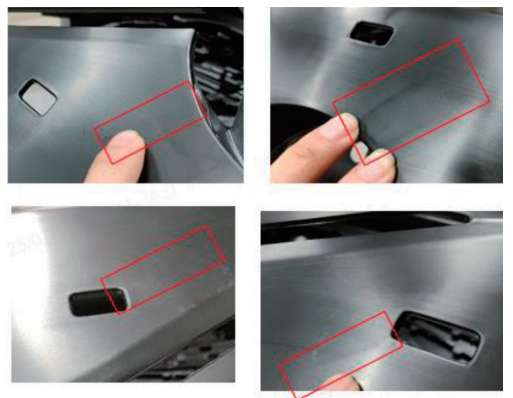
图4 潜流线位置特征
(3)触感特征:保险杠潜流线外观表面有明显凸起,手指触摸不平,有阻滞感。
(4)光学特性:潜流线喷漆后因光线散射差异更为明显,呈灰白色条纹,如图5所示。

图5 潜流线光学特性
1.3 质量影响评估
潜流线对保险杠质量的影响主要体现在三个层面。
(1)美学影响:潜流线破坏保险杠表面连续性,在光照下形成阴影带,外观表面不光顺,尤其在深色系保险杠上更为显著。
(2)结构影响:潜流线改变产品表面应力分布,降低保险杠抗冲击性能约15%~20%。
(3)工艺成本影响:对于保险杠上出现的潜流线缺陷,常常需要增加额外的打磨或返工工序,以此来减轻此缺陷的外观表现,单件处理时间增加5~8min,导致生产效率下降,同时成本增加。
2 潜流线缺陷的多维成因解析
2.1 产品设计因素
由于保险杠功能结构上的要求,常常需要在其外观特征上设计不同形状的孔位结构,诸如牌照安装孔、摄像头孔及徽标安装孔,这些孔位在注塑成型过程产生分流,形成两股或多股料流,流过孔位后多股料流再次汇合,由于汇合后多股料流流速和压力的差异,导致外观面品上产生熔接线和潜流线缺陷。图6所示为某车型前保险杠外观面上存在的徽标孔特征,料流流经孔位时分成A、B两股料流,料流在汇合的过程中,A料流流速为B料流的2倍,导致料流左移,造成两股料流产生挤压,在外观面上形成潜流线。
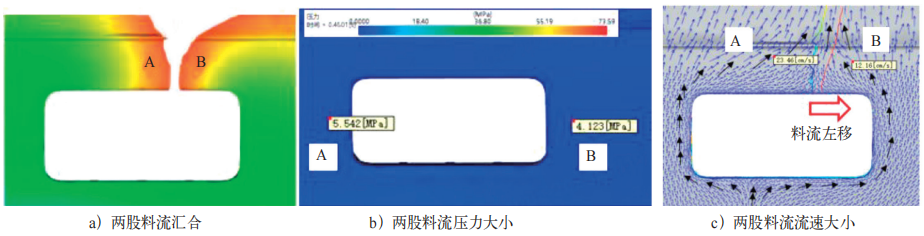
图6 保险杠孔位潜流线缺陷
2.2 材料因素
保险杠材料的选择直接影响熔体流变特性。目前主流采用改性聚丙烯(PP+EPDM/POE+TD20/30),其中EPDM(三元乙丙橡胶)和POE(聚烯烃弹性体)的添加虽提升了抗冲击性能,却增加了潜流线产生的敏感性。
(1)增韧剂影响:EPDM/POE添加量超过20%时,熔体弹性显著增强,材料的黏度降低,潜流痕增大。同时随着滑石粉TD20含量的增大材料的收缩率急剧降低,潜流痕凸起在冷却过程中高度方向的收缩也减小,潜流痕会进一步加大。
(2)黏度特性:高增韧PP熔体指数(MFI)通常为20~35g/10min(230℃,2.16kg),低流动性导致压力传递效率下降,加剧熔体汇合区压力不平衡。
(3)热性能:结晶型PP在冷却过程中存在7%~13%的体积收缩,收缩差异导致内部应力集中,使潜流线更易显现。
2.3 模具设计因素
模具作为注塑过程的物理载体,其结构设计合理性直接决定塑料熔体的流动状态。在模具设计过程中,主要造成保险杠潜流线面品缺陷的因素包含浇注系统设计缺陷及模具结构设计不当。
(1)浇注系统设计缺陷
保险杠浇注系统主要包含热流道、冷流道及浇口设计。在浇注系统设计中,浇口位置设计不当,浇口正对孔位时,容易造成导致孔两侧流动长度差异,形成压力差,如图7所示。
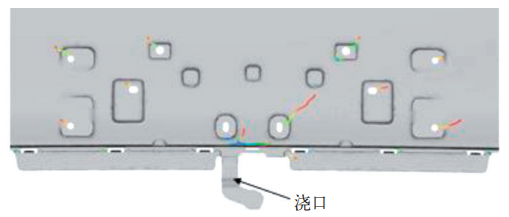
图7 保险杠浇口位置设计不当
同时,浇口尺寸设计不足,浇口宽度较窄,浇口厚度低于保险杠主体壁厚的0.6倍(推荐值0.7~0.8倍)时,浇口处料流剪切加大,熔体破碎现象加重,会加剧外观潜流线缺陷。图8的研究显示,保险杠材料最大剪切应力为0.25MPa,通过对保险杠浇注系统进行理论模流分析,结果显示浇口处剪切应力最大达到了0.71MPa,超出材料剪切应力值,导致高分子材料降解,外观缺陷更加明显。
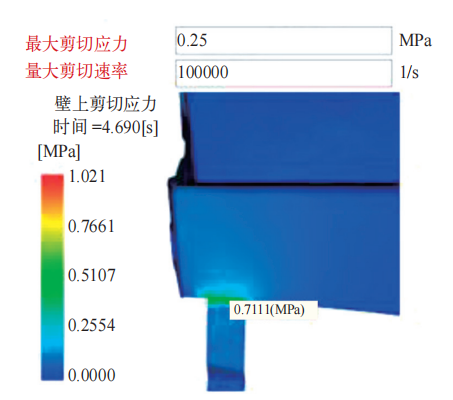
图8 保险杠浇口位置处剪切应力
(2)模具结构设计问题
1)排气不良。在保险杠孔位注塑时,在料流汇合的过程中,往往在汇合的中间位置处夹杂着气体,如图9所示。若此处模具位置未设计排气特征,会导致因困气造成料流压力急剧升高,阻碍熔体的流动,加剧两股料流流动的不平衡。

图9 保险杠孔位料流困气
2)阻流设计缺失。对于保险杠非外观区域存在的一些安装孔位,在模具设计时,没有设计阻流结构,导致非外观区域孔位潜流线出现在外观区域,影响外观面品。
2.4 工艺控制因素
注塑工艺参数的设置直接影响熔体在模腔内的流动行为,不当的工艺参数会增加潜流线形成。工艺参数主要包含温度、注射速度、保压压力和时间,其对熔体在型腔内的流动和填充状态影响显著。
(1) 温度:保险杠PP料的最佳成型温度为210~240℃,熔体温度小于210℃后,熔体黏度骤增,流动阻力加大。同时模具温度对熔体的流动和冷却固化过程起着关键作用。当模具局部温度过低,靠近模壁的熔体冷却速度过快,黏度迅速增加,流动阻力增大,导致熔体流动不畅,容易在该区域形成潜流线。相反,若模具局部温度过高,熔体在该处的固化时间延长,与周边区域的熔体固化不同步,也会引发潜流线缺陷。同时需要设置合理的动定模温,当定模与动模温差大于20℃时,熔体固化不同步。
(2) 注射速度:注射速度过快,熔体在型腔内的流动速度过高,容易产生熔体流动不规则,导致熔体各部分的流速和压力不均匀,增加潜流线形成的可能性。
(3)保压压力和时间:保压压力不足或保压时间过短,会使熔体在冷却收缩过程中得不到充分的补缩,在制品内部形成压力差,促使潜流线的产生。
3 潜流线缺陷的系统化改进策略
3.1 保险杠制造方式改进
上文提到保险杠外观潜流线缺陷主要由于孔位的注塑成型导致,为了消除孔位外观熔接线及潜流线缺陷,提升保险杠精致感知,孔位不经过注塑进行制造,同时研究其他孔位制造方法逐渐成为各大主机厂应用的热点。刘超提出一种基于PLC技术的汽车保险杠通用打孔机设备,实现不同位置及不同数量保险杠雷达孔的加工。杨阳等运用超声波打孔工艺,利用超声波振动产生的热能实现保险杠冲孔。朱永平和邬坤提出运用激光切孔技术来解决传统专用打孔机样式单一,工作效率及精度不高的问题。针对以上打孔技术的研究及应用,可以彻底消除保险杠孔位外观潜流线缺陷。图10所示为某主机厂针对保险杠上的异形孔位特征,为了提升外观感知,避免外观缺陷,采用激光切孔技术的成功案例。
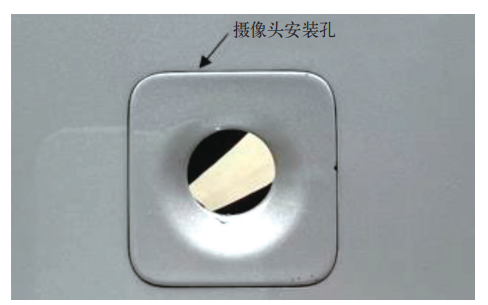
图10 保险杠激光切孔技术运用
然而,需要综合考量的是,采用后序打孔技术(如激光、超声波和机械加工),在根除注塑潜流线缺陷的同时,必然引入新的生产工序、设备投资及单件加工成本。因此,在实际工程应用中,需进行详细的技术经济性评估。对于高端车型或对外观要求极为苛刻的区域,采用后序精加工打孔是优选方案;而对于成本敏感的大批量车型,则应优先优化注塑成型方案,力求在模具内解决缺陷。决策时需平衡外观质量目标、单件成本、生产节拍及投资回报周期等多重因素。
3.2 材料选择与处理
3.2.1 选择合适的原材料
不同材料的流动性、热稳定性和收缩率等特性对潜流线面品缺陷有重要影响。选择流动性好、热稳定性高的材料,可使熔体在型腔内更顺畅地流动,减少流动不规则导致的潜流线缺陷。在满足保险杠机械性能要求的前提下,选用熔融指数较高的材料,可显著改善熔体的流动特性。同时,要确保材料的质量稳定性,避免因材料批次差异导致缺陷的产生。
优选高流动性共聚PP,其材料熔体熔融指数MFR(230℃,2.16kg)控制在25~35g/10min,如图11所示。同时优化增韧剂比例,将EPDM含量控制在12%~15%之间,平衡韧性与流动性。
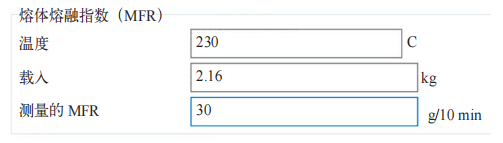
图11 保险杠材料熔融指数
3.2.2 材料预处理
对吸湿性材料,如尼龙(PA)等,在注塑前进行充分的干燥,去除材料中多余的水分,防止水分在高温下汽化产生气泡,影响熔体的流动和产品质量。严格控制材料的干燥温度和时间,对于保险杠材料,干燥工艺采用80~85℃热风干燥2~4h,确保含水率小于0.2%。对于添加了色母或其他添加剂的材料,要确保添加剂分散均匀,可通过提高螺杆背压、延长混炼时间等方式增强熔体的混合效果,避免因添加剂分散不均导致的潜流线面品缺陷。
3.3 模具设计改进
3.3.1 浇注系统优化
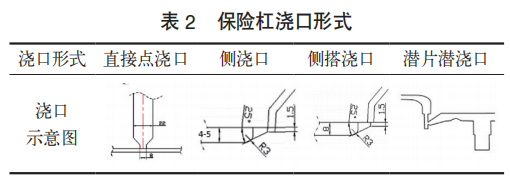
合理地设计流道和浇口是确保熔体均匀流动的关键。增加流道直径,扩大浇口的厚度和宽度,能够降低熔体在流道和浇口中的压力损失,减小熔体进入型腔时的出模膨胀效应,使熔体更平稳地填充型腔。将浇口厚度增加至制品壁厚的0.6~0.8倍,针对保险杠产品,其主体壁厚2.5mm,浇口厚度采用1.5~2mm,可有效改善熔体的流动状态。同时,应避免使用截面积逐渐缩小的潜伏浇口和点浇口,优先采用渐变过渡的直浇口、侧浇口或扇形浇口,见表2,以减少熔体流动阻力,降低潜流线产生的概率。
3.3.2 浇口位置调整
(1)对于保险杠上存在的孔位特征,在布置浇口时,尽量避免浇口正对孔位结构,确保浇口距离孔位特征至少25mm,降低孔位料流速度及压力差异,如图12所示。
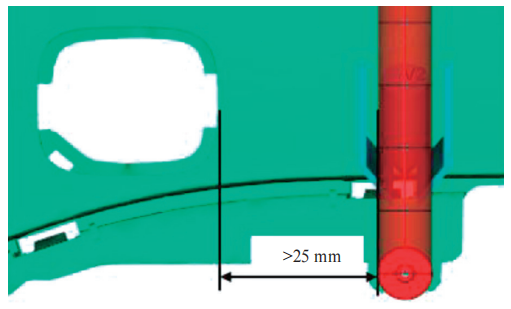
图12 保险杠浇口距离孔位间距
(2)对于保险杠上特定位置的孔位,在保险杠组装的过程中,存在对手件将保险杠上的孔位进行覆盖。此种情况下,可以在前期通过浇口位置的调整,并运用模流分析软件,将孔位注塑过程中产生的缺陷控制于对手件覆盖区域,保证孔位潜流线缺陷在装车后不外露,缺陷在视觉上不会显现出来,如图13所示。
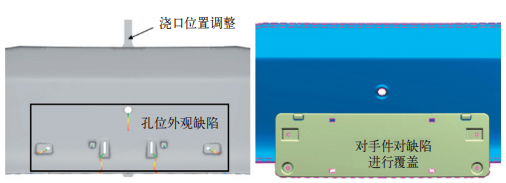
图13 保险杠孔位缺陷覆盖
3.3.3 阻流槽设计
针对保险杠非外观区域的安装孔位,由于浇口布置位置的限制,浇口只能放置到非外观区域,造成非外观料流较快,非外观安装孔位熔接线充填到外观区域,在外观区域会产生潜流线缺陷,如图14所示。
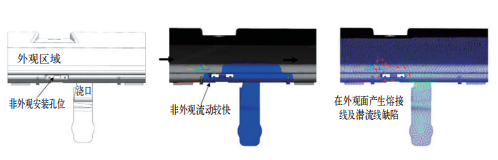
图14 保险杠非外观孔位潜流线
为了解决上述安装孔位在外观区域产生的潜流线缺陷,可以在浇口两侧产品B面区域设计阻流槽特征,阻流槽宽4mm,槽壁厚0.5mm。料流在经过此区域时,由于阻流槽的作用,非外观孔位区域流速变慢,外观区域充填速度比非外观区域要快,如图15所示。这样可以将孔位潜流线缺陷控制于非外观区域,有效地避免了外观面品缺陷。
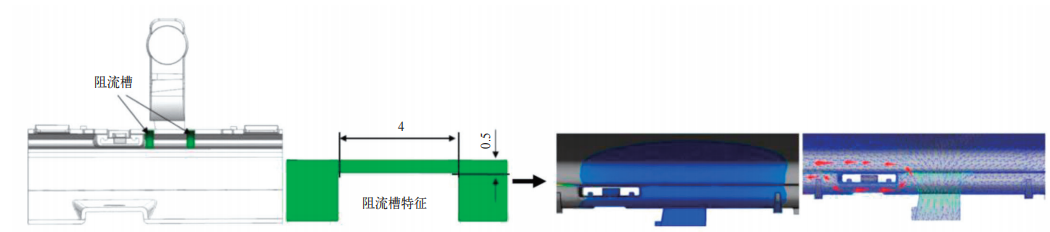
图15 保险杠孔位阻流槽设计
3.3.4排气结构设计
对于保险杠主要的外观面,由于造型特征及功能的需求,常常在保险杠的两侧存在大的孔位特征。在注射成型过程,孔位料流汇合位置处存在困气,为了保证两股料流能够更好地进行融合,让两股料流流动更加平衡,在汇合区域设计排气结构,以此来降低汇合位置的充填压力,减轻外观缺陷。图16所示为某车型后保险杠雾灯口区域外观缺陷位置处新设计了排气片结构,经过实际验证,新方案外观无潜流线缺陷。
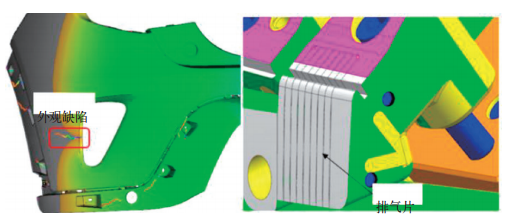
图16 保险杠孔位排气设计
3.4 工艺参数优化
在保险杠开发前期,通常采用模流仿真软件对工艺参数进行前期优化分析,获得有效的注塑成型工艺参数范围。同时分析不同温度下的填充行为,确保熔体流动性、产品表面质量(如流痕、熔接痕)和结晶度达到最佳状态。
3.4.1 优化注射速度与压力
采用分段注射控制,在充填初期适当提高注射速度,使熔体快速通过易冷却区域,避免熔体前端过早冷却。在熔体接近型腔末端时,降低注射速度,以平稳的流速完成填充,减少型腔各个区域紊流的产生。同时,合理调整保压压力和时间,根据制品的尺寸、壁厚和材料特性,精确设定保压参数,确保熔体在冷却收缩过程中得到充分的补缩,消除因压力差导致的潜流线。通过实际验证,对于某款保险杠,将注射速度分为三段控制,一段高速80~100mm/s越过孔位,二段在熔体汇合区降速至30~40mm/s,减轻压力冲击,三段末端充填区域将速度提升至60mm/s,改善融合质量。在保压阶段,采用双阶段保压,第一阶段70~80MPa,时长5s,第二阶段降至40~50MPa,时长3s,潜流线面品缺陷明显减少。
3.4.2 调整熔体与模具温度
提高熔体温度和模具温度,有利于改善熔体的流动性,使熔体在型腔内流动更加均匀,减少潜流线的出现。但需注意,熔体温度过高可能导致材料降解,模具温度过高会延长成型周期。因此,要根据材料的特性和制品的要求,合理确定熔体和模具的温度范围。对于常用的聚丙烯(PP)材料制作的保险杠,熔体温度控制在210~240℃,模具温度采用分区控制,定模55~60℃,动模40~45℃,平衡冷却速度。通过实际验证表明,将熔体温度提高10℃,模具温度提高5℃,在保证材料性能的前提下,能够有效降低潜流线面品缺陷的发生率。
4 结语
本研究通过系统分析乘用车保险杠注塑潜流线缺陷的形成机理,提出了一套多维度改进策略。
(1)潜流线本质是熔体汇合区域压力失衡导致的熔体偏移现象,其形成受材料特性、产品设计、模具结构和工艺参数多重因素影响。通过压力梯度控制可有效抑制缺陷产生。
(2)产品结构,诸如保险杠上孔位、槽类结构的设计是导致产品外观潜流线缺陷产品的直接原因。在孔位制造工艺选择上,需进行综合评估:对于极致外观需求,可采用后序激光等打孔技术彻底避免缺陷;对于成本优先项目,则应聚焦于注塑成型本身的优化。
(3)材料科学的应用至关重要,优化增韧剂比例(EPDM12%~15%)、控制熔融指数(25~35g/10min)并添加适量流动改性剂。注塑前进行充分的干燥,去除材料中多余的水分,可从源头降低缺陷发生倾向。
(4)模具优化是解决潜流线的根本途径,重点在于浇注系统平衡设计(浇口厚度=0.6~0.8倍产品主壁厚)和阻流/排气结构的精准应用,结合CAE模流仿真技术可实现缺陷的早期预防。
(5)工艺调控的核心在于多级注射与温度协同管理,通过熔体流变行为精准控制(流速30~100mm/s,模温梯度<15℃),可显著改善熔体融合质量。
综上所述,解决保险杠潜流线缺陷的关键在于深刻理解并控制熔体流动过程中的压力平衡。这是一个涉及产品设计、材料、模具与工艺的系统工程,需根据具体生产条件与质量目标,采取最具技术经济性的综合改进策略。
参考文献
[1] 范伟,冯刚.汽车保险杠注塑CAE工艺分析[J].塑料工业,2014(7):50-53.
[2] 田永,方瑛,刘龙飞,等.汽车保险杠材料的现状与发展趋势[J].客车技术与研究,2015(1):4-6.
[3] 赵玉梅.汽车轻量化用改性聚丙烯的研究进展[J].合成树脂及塑料,2016(6):91-94.
[4] 黄富家,铁盛武,梁峻彬,等.探究汽车注塑件常见缺陷及处理方法[J].时代汽车,2020,334(10):138-139.
[5] 王高坤,陆玉凯,陈静,等.基于FTA保险杠生产质量提升研究[J].塑料工业,2021(5):69-72.
[6] 杨兴成.聚丙烯改性对汽车保险杠注塑成型和力学性能的影响[J].上海塑料,2024,52(2):15-21.
[7] 张明明.车用改性聚丙烯制品潜流痕缺陷影响因素研究[D].苏州:苏州大学,2021.
[8] 俞飞,赖昂,聂鑫,等.低收缩、低线性膨胀系数聚丙烯材料研究[J].工程塑料应用,2020(6):14-19.
[9] 刘超.基于PLC控制的汽车保险杠通用打孔机研究与设计[D].武汉:湖北工业大学,2017.
[10] 杨阳,何继辉,廖敏,等.汽车保险杠超声波打孔工艺研究[C]//机械工业出版社(CHINAMACHINEPRESS),2022中国汽车工程学会年会暨展览会,2022.435-437.
[11] 朱永平,邬坤.汽车保险杠激光打孔机的研制[J].湖北工业大学学报,2015(2):24-27.
[12] 曾文瑜.汽车保险杠冷热流道结合注塑成型工艺CAE优化分析[J].塑料工业,2016(3):83-88.
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:吴江华 李飞 柳星来 张自健 何凡 沙俊亚,单位:浙江吉润汽车有限公司宁波杭州湾分公司。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

车身涂装智能输送装备的研究与开发
以构建车身涂装高效、简捷和智能化输送线为目标,围绕相关机构设计与控制技术开展研究。在充分考虑产品成本、性能指标、技术先进性以及系统性、可扩展性和可维护性等因素的基础上,设计了一种基于现场总线控制的新型旋转式智能小车输送机。该系统可有效提升汽车涂装生产的柔性化、智能化与可靠性水平。
2026-03-19
-

-




热点文章
-

-

智能网联汽车轨迹优化方法研究综述
2026-07-07
-

看见·增程的“第二生长曲线”
2026-07-14
-

中国企业出海中的人才战略与文化融合
2026-07-07
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

浅谈智能座舱与人机交互技术创新
2026-07-14
-

连接器如何破局?莫仕携“系统级决绝方案”迈入新阶段
2026-07-08
-
浅谈智能座舱与人机交互技术创新
在汽车电动化、智能化、网联化深度融合的产业趋势下,智能座舱已从配置竞争转向技术体系与落地能力的竞争。本文以零跑汽车为案例,从中央集成电子电气架构、高算力硬件、自研车机操作系统、多模态交互、舱驾融合以及车载大模型六大技术维度,对智能座舱与人机交互关键技术进行深入解析,并聚焦底层技术实现、工程化落地、量产应用效果与成本控制逻辑。研究表明,零跑汽车实现了高阶智能技术的大众化,为自主品牌提供了可复制的实践路径,验证了技术落地成效,并指明了未来优化方向。
作者:
-
看见·增程的“第二生长曲线”
-
面向ISO 34505的自动驾驶场景评价及测试优先级分析
-
国产化替代正当时:永铭车规级固液混合电容,为激光雷达发射端与算力核心提供高纹波耐受解决方案
-
智能网联汽车轨迹优化方法研究综述
-
AI《汽车制造业》增刊





评论
加载更多