复产项目中涂装机器人的评估要素
0 前言
汽车制造环节中,生产排布受多因素影响,如市场销量、外界经济形势、产品定位及营销等。当市场需求量过小时,汽车制造端从节约成本角度出发,一般会考虑集中生产模式。当同一汽车集团有多个工厂时,则考虑多车型集中某一工厂生产而其他工厂停产的策略,以降低公司整体的运营能耗。而当市场环境变化或者新产品需求变化,现有生产线不能满足市场需求及公司战略目标时,需对已停工停产的生产线进行生产恢复评估及改造。
本文以某一停产的汽车涂装生产线需导入新车型为例,对涂装机器人恢复生产需评估的要点进行阐述,为复工复产项目的机器人方案评估提供参考。
1 现场条件
某汽车涂装生产线采用3C1B工艺,设前处理电泳、涂胶、喷漆和注蜡等工序。其中,车身 UBC 涂胶及车身外板喷涂采用机器人自动喷涂。车身 UBS 涂胶以及车身内表面喷涂采用人工作业。此生产线由于前期产品销量不足,停产约一年时间,因新车型导入,生产线需重新启动生产。
汽车生产线虽停产,但相关的设备及工艺人员还需要做好日常的维护保养及必要的点检工作。针对设备的维护保养,分为:停产前、停产期间和准备恢复生产前的维护保养。在此基础上,对于新车型导入项目,还需要综合评估新车型的通过性以及适应性。
2 前期评估
评估机器人复产方案时,机器人工程师需要充分了解导入车型的产品需求,含产品尺寸、产品喷涂要求和产品工艺要求。在此基础上,从生产线通过性、机器人可达性、机器人工艺能力、品质能力以及设备状态等多个维度,确认工艺实现性。
基于以上原则,机器人工程师从产品信息、质量要求、工艺信息以及产品线基础信息编制车型导入产线的基础点检表,见表1。
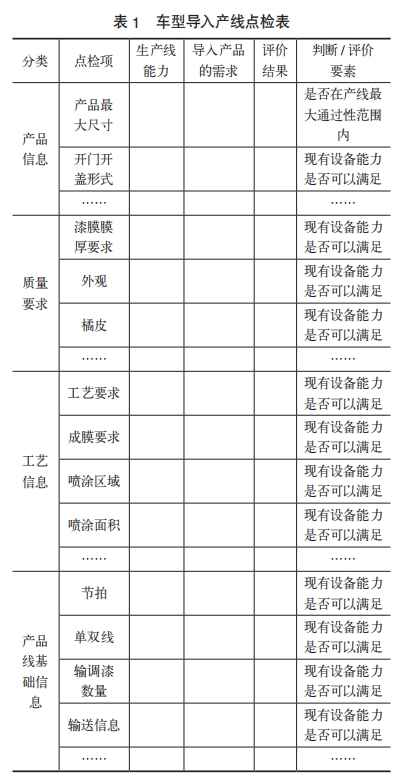
在车型导入项目中,规划方案依据此点检表中相关信息进行方案规划与风险规避,并用于指导设备技术相关要求的编制。
3 主要影响因素分析
根据车型导入产线点检表,首先需确认导入的车身是否在原产线设计的最大通过性范围内。确认线体通过性无问题后,从机器人可达性及机器人系统设备状态两方面进行分析评估。
3.1 机器人可达性分析
机器人可达性,主要指机器人设备可达性、工艺保证能力及品质保证能力三大部分。
3.1.1 机器人设备可达性分析
该生产线机器人采用安川 EXP2900 机器人,结合现场的机器人布置方式、机器人本体轴数、臂展范围及是否带轨道等信息,将产品数模导入仿真软件后,按照规划的生产节拍对机器人可达性进行分析。以中涂站为例,经离线仿真分析后,确认机器人设备可达性满足车型导入要求。中涂站的离线仿真如图所示。
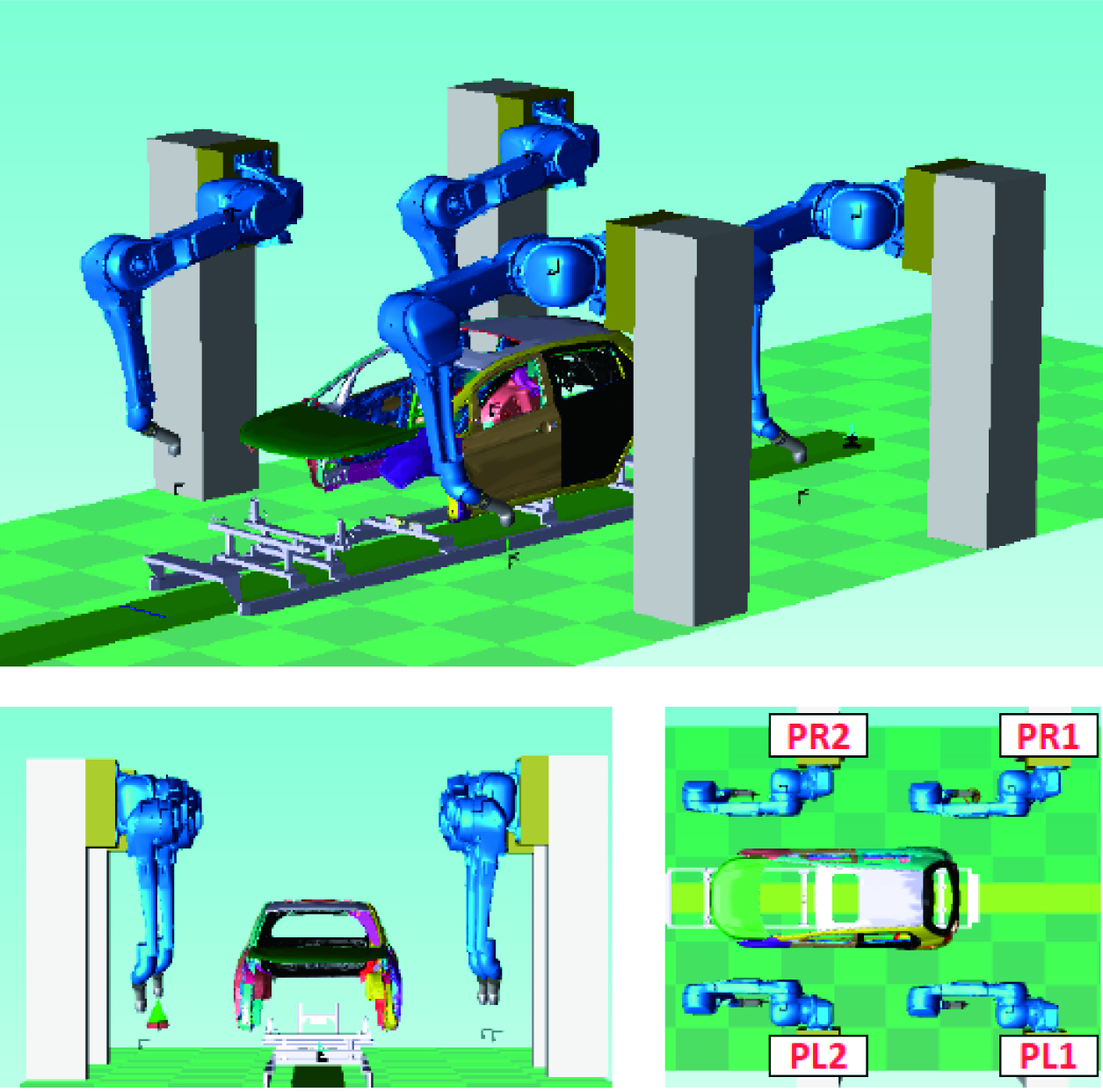
图 离线仿真示意图
3.1.2 机器人工艺保证能力分析
机器人工艺保证能力主要指机器人工艺设备的能力,如涡轮转速、高压反馈以及成形空气流量等是否满足要求。
一 般情况下, 溶剂型中涂漆转速要求控制在30000 ~ 45000 r/min;底色漆转速一般控制在35000 ~ 55000 r/min;清漆转速一般控制在35000 ~55000 r/min。经现场检测,机器人旋杯控制器状态显示正常,高压控制器上电显示正常。由于现场空气管路有泄漏,成形空气检查需要等管路更换后确认。
3.1.3 机器人品质保证能力分析
本项目采用高固含涂料,需要高转速雾化。经查,安川EXP2900 机器人旋杯转速理论值20 ~ 100kr/min。现场采用RMA303 雾化器和65 mm 杯头,经咨询现场设备工程师,停产前设备运行转速可达55 kr/min。经涂料供应商确认,旋杯转速在45 kr/min 以上时,高固含涂料雾化良好。由于现场空气及涂料管路有泄漏,涡轮转速实际能力需等管路更换后确认。
3.2 机器人系统硬件评估
完成机器人可达性分析后,对机器人系统的硬件进行评估确认。机器人系统的硬件包含机器人本体、工艺设备如雾化器、换色阀及齿轮泵等以及易损件如涂料管、压缩空气管等。3.2.1 机器人本体评估经与现场设备维保工程师确认,机器人的维保工作按照正常流程开展。停产前,设备工程师对机器人进行了必要的清洗及保养等工作,停产期间也在做例行的保养。经现场勘察,机器人整体状态良好,工艺装备保养良好,为机器人复工复产提供了较为优质的现场条件。
在此基础上,现场评估机器人本体状态, EXP2900为 6 轴壁挂式机器人,经上电测试,开机正常,无报警,设置为 PLAY 模式,测试程序各轴运转正常,机器人初步评估无问题。
3.2.2 机器人气动柜评估评估
机器人气动柜状态,首先评估 PLC 从站模块状态、变频器显示状态,均为正常。气动柜中的空气管路也存在老化、破损现象,需要更换。空气过滤器使用时间较长,根据过滤器滤芯状态进行评估,推测现场压缩空气含油量过高,为了保证机器人用压缩空气的质量,在机器人前端设置空气过滤器,对进入机器人的压缩空气进行除油除水处理。此外,运行过程中,需增加机器人前端过滤器的检查及更换频次。
3.2.3 机器人工艺设备评估
机器人的工艺设备主要有旋杯、换色阀、齿轮泵、阀岛及管路等。
对旋杯进行目视评估,部分旋杯存在轻微磨损,考虑现场采用高固含涂料,为了最大限度保证产品品质,对磨损的旋杯进行修复或更换处理。对换色阀进行目视评估,未发现泄漏点。由于空气管路存在破损,阀动作无法检测,需更换空气管路后进行测评。此点设为风险项,需要关注。经查齿轮泵及齿轮泵电动机、减速机以及联轴器等,现场仅一台齿轮泵存在泄漏现象,同时存在多台齿轮泵轴头磨损,需要修复或更换。
3.2.4 机器人系统信号交互能力评估
对机器人系统信号交互能力评估,主要是指机器人系统站与站之间的信息传递,以及机器人系统与输送、消防等的连锁信号确认等。
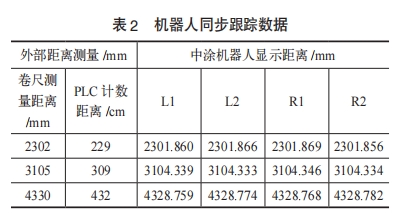
评估机器人系统站与站之间的信息传递,首先对PLC 主控柜各模块进行逐一排查,无异常。然后,检查上位机与 PLC 通信、HMI 与 PLC 通信,发现偶发失联,需更换交换机。对监控软件,编程软件进行评估,无异常。对 PLC 程序进行写入及读取后,未发现异常。之后评估机器人与输送、消防之间的信号传递,检查编码器、机器人及 PLC 计数,无异常,机器人同步跟踪数据检测见表 2。
同时,对机器人进行安全性检查,在相应位置拍停后,机器人动作可以对应停止。对程序进行排查,消防与机器人连锁信号正常。机器人安全项检查见表3。

3.2.5 机器人动态验证
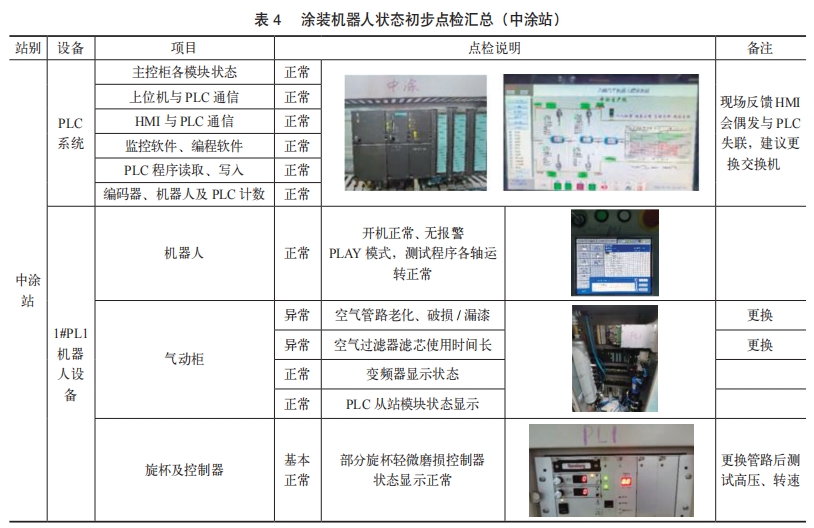
根据以上评估验证内容,本次机器人复产点检汇总见表4。由于空气管路、油漆管路有破损,需对其更换后才能开展动态验证工作。
4 改造方案及结果
对该工厂机器人进行整体评估后,结合项目成本考虑,计划先对压缩空气管路及接头、油漆管路和空气过滤器进行更换,以进一步对机器人进行动态验证测试,已确认机器人涡轮转速、高压测试等是否满足要求。同时,对交换机进行更换,保证 HMI 信号与 PLC 通信无异常。对已确认的磨损件(如齿轮泵及磨损的轴头等)进行更换及修复。
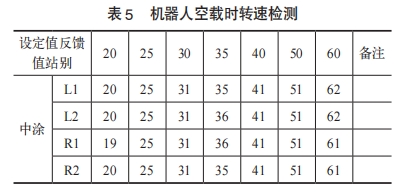
经现场更换压缩空气管路及涂料管路,对换色阀等部件进行拆卸清洗后重新安装,对阀岛进行重新布管后,对机器人进行动态验证,测试机器人空载及负载下的转速是否满足要求,检测结果见表5和表6。从测试结果确认,机器人涡轮转速可维持50 kr/min 运行稳定,雾化器涡轮可达性无问题。

同样地,测试机器人高压控制器运行状态、成形空气状态等是否满足要求。此外,对机器人流量进行标定,以便进行喷涂工艺调试。
经转速检测合格,高压测试合格,流量标定合格,阀岛测试合格,安全检查合格等一系列检查均合格后,可确认机器人设备、工艺和品质保证能力无问题,具备工艺调试条件。
此项目由于前期进行了充分评估,仅用一个月时间,首台调试合格车身具备下线条件,其相关数据见表7。
5 结语
汽车涂装生产线复工复产项目中,对机器人的可达性进行评估,主要从工艺、品质及设备三个维度进行。归根到底,工艺及品质的实现能力由设备能力实现,因此,需要对现场机器人设备状态、工艺部件状态及能力进行全方位的评估及测试,提出切实可行的规划改造方案,并在改造后充分验证,在调试过程中对喷涂参数不断优化,以达到最佳的漆膜品质要求。
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:张艳芬 李飞 郭家 马红猛 王云飞,单位:吉利汽车集团有限公司。责任编辑龚淑娟,责任较对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多