铝在汽车车体中的应用

当今汽车的发展趋势为节油、环保、轻量化等。铝合金因为具有良好的成形性能和较好的强度、耐腐蚀性且成本低等优点,被越来越多地应用到汽车底盘、发动机及车体中。因此,提高汽车的用铝量,实现轻量化,已经成为当今汽车制造业技术进步的一个重要环节。
欧美的第一家铝制品公司成立后不久,在1899年的柏林国际汽车展览会上,就第一次展示了铝在汽车车体上的一些应用。一战结束后,铝在汽车车体上的应用有了进一步的发展。在美国工业革命时期,福特汽车公司首次大批量生产了铝制车体轿车,制造成本较以前降低了很多。第一辆“高含量”的铝制车体轿车是在20世纪50年代初由法国PanhardDyna汽车公司生产的,当时使用的是5xxx铝镁合金,其优点是易成形且耐腐蚀。
20世纪70年代的石油危机,使燃油轿车的需求大大增加。危机爆发前,在一些轻结构的组件(如缸盖和铝制变速箱壳体)中,铝制品的使用已经历了很长的发展时间,并且都是铸铝。通常,所有用于外部车体的铝制品都是6xxx铝镁合金,主要是由于这种合金具有良好的成形性能和较好的强度,并具有耐腐蚀性;在内部组件中,则选择5xxx铝镁合金,它们的成形性最好。在日本,铝制品出现了三次发展,铝制品行业的AlMg4.5Gu(AA5002)和AlMg5.5Gu(AA5023)两种铝合金也被应用在外部车体上,这种材料具有良好的延展性和较高的硬度,甚至在一些变形较小的区域也可以很好地使用。
1982年,奥迪汽车公司开发了一种新型概念车门,这种车门出现在奥迪100第三代的系列轿车上。该设计使内车门的玻璃、门锁和窗框先形成一个组装整体,最后再装配到白色的车体上,这种轻质材料易于人工安装,因此在侧围蒙皮设计中,选用这种冲压成形铝材。在随后的几年里,这种技术又应用在奥迪A80系列汽车上,但连接技术更加优化了,使用铁将蒙皮连接处固定牢,这种技术一直延用到现代汽车制造中。1985年,奥迪汽车公司展示了奥迪100这款概念轿车,差不多与钢制系列车相同。奥迪汽车公司组装了约100辆轿车,并对其整体性能、NVH、耐冲撞性和全天行驶性能进行了测试。
1988年,奔驰汽车公司展示了一款铝制概念城市轿车,该车类似于今天的小型轿车。乘客区大量使用了铸铝——包括车内地板、防火墙和乘客区的4个车顶部件,从而减少了零件的数量并降低了组装成本。
其后,雷诺汽车公司开发了一款轻型越野轿车Spider,车体选择了铝制品成形技术。先对一些铝材进行弯曲加工,然后进行机械加工,最后再利用MIG焊接技术对连接处进行焊接处理。
2002年,在汽车市场上出现了几款铝制车体的轿车,其年产量从几百辆到6万多辆。由于铝制品能满足加工的多样性——整片冲压、挤压、锻造、铸造等,因此,无论在技术上还是经济上都具有一定的意义。一方面,对板材进行拉伸或进行挤压的工艺所使用的刀具极其昂贵;另一方面,如特殊加工时,一旦生产线和加工刀具的调整结束后,整个加工过程很快就完成。当大批量生产时,既缩短了加工时间,又能使加工成本得到控制;当小批量生产时,成本的多少取决于昂贵的刀具和机械设备的投资。
典型挤压件额外的加工制造工艺(如弯曲加工、切割、液压成形、钻孔等),在小批量生产时,平均加工成本很低(主要是刀具成本较低),但由于加工时间较长,与冲压件的加工相比,成本的降低幅度要小一些。因此,在产量较小的轿车生产中,设计时更倾向于使用先进的挤压技术。
在对那些较薄的车体部件进行铸造加工时,需要依靠真空高压的冲模技术。初期,这种冲模加工的成本要比用刀具进行挤压加工的成本高得多,高压冲模铸件刀具因为磨损需要周期性地更新,这样就再次增加了投资,但是,随着铸造加工技术的进一步发展,在很多情况下需要几种加工技术集成在一起,因此,成本逐渐降低。
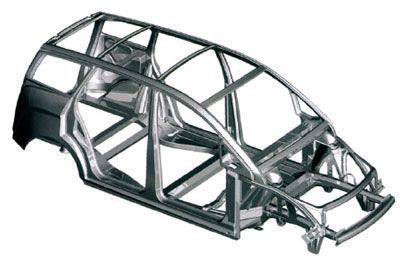
奥迪汽车公司和美铝公司(Alcoa)合作生产了第一部空间框架概念车,根据产量需要,将不同半成品材料合理地混合在一起。在第一代奥迪A8上,大量使用了铸铝材料,并将几块蒙皮进行了连接,改变了它们的外部轮廓曲线,前部挤压加工成纵向曲线——弧线和六边形一体的流线形,侧围蒙皮可挤压成直线形,也可弯曲,然后再进行机械加工。大部分蒙皮都是挤压件和铸造件,仅仅有一小部分是冲压件。 除大约近70处MIG焊接之外,BIW 是通过近1100处铆钉自行连接固定,大约有500处点焊接和180处铆钉钉牢。随着产量的增加,在第二代奥迪A8上,加工铝制品时,要求与自动化工业结合起来,同时,对液压挤压加工技术的精确性要求更高。用激光焊接来取代MIG焊接技术,能提高铝制品加工的焊接速度,同时降低了热量。铸造组件的数量从50减少到20,同时增加了铸造组件的尺寸,甚至可以在容易撞碎的地方使用铝制品,如柱形支架等。把铝制品蒙皮组件与白色的车体组装在一起时,90%以上的连接处是由机器人来完成的。

今天,铝制品应用在汽车车体上时,为增加弯曲强度和降低无弹性变形危险系数,需要经过一个额外的热处理过程。将来,可以通过喷漆烘干循环来增加铝合金的弯曲强度——这是一个降低成本的重要方法。同时降低成本,也来自以下几个方面:
● 在要求提高铝制半成品生产效率的同时,也要求降低机械加工时的工艺误差,从而提高设计精度;材料的成形、摩擦和更复杂的几何流线等技术的革新。
● 新一代的激光技术的发展应用,延长了激光资源使用寿命,提高了生产效率,同时,降低了维护、保养成本。非真空的电子光束焊接技术现已应用于铝制品组件的生产加工中,还将会应用到其他领域。
● 传统的铝制品加工制造方法也能应用于汽车车体中,但首先需要在实践中获取经验,也只有积累经验,才能削减成本;同时通过削减成本,进一步扩大市场。这对于所有的汽车工业和生产厂家来说,都是一条正确的生产规律。
总之,用铝合金代替传统的钢铁,可使整车质量减轻30%~40%,制造发动机可减重30%,制造缸体和缸盖可减重30%~40%,轿车全铝车身比原钢材制品轻40%以上,汽车铝合金车轮减重可达50%左右。
汽车轻量化的需求使得铝合金的发展面临一个更广阔的空间,据专家预测,汽车材料铝化率达到60%以上在经济上是可取的。据此推测,未来汽车的铝化极限可达30%~50%或更高。铝制品加工具有良好的再循环应用特性,这对于未来轿车的生产都是必不可少的,同时,不同的半成品材料和相关的技术竞争也将会继续下去。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论