多探头测量系统
机械加工速度越来越快,精度要求越来越高,从而推动了多探头测量技术的发展。近年来,制造商们正在寻求着一种万能的测量工具,这使得存在已久的多探头测量技术,越来越受到人们的欢迎。制造商们希望这种组合式的多探头测量系统带有更多的新技术,如:可视技术、激光技术和探测扫描技术。
多探头测量系统是由过去用于影像检验的台式测量系统装备触发式探头和激光探头形成的。随着微处理器等功能的应用,这些过去相对较大的多探头测量设备,现在变成了小型的台式多探头测量系统。
带有触发式探头或激光探头的光学式测量系统具有很多优点。它将2种或3种测量系统与一个多功能传感器系统组合使用,有效地降低了设备成本。Nikon 公司(NikonInstruments Inc.)的NEXIV可视系统就是将光学测量仪和通透镜式激光仪(TTL)组合在一起使用的,这种可视技术与TTL的组合真正实现了测量精度、生产速度、测量复杂轮廓能力的最佳化。
Nikon公司的组合产品包括NEXIV VMR3020型台式多探头测量系统和6555型桥式设计模式测量仪。台式系统可以用来测量小型工件,如电子元件和小型机加工零件,6555型桥式设计模式测量仪用于大型和重型工件的测量。多探头测量系统有两种基本平台,一个是以标准的CMM(坐标测量仪)为基础的平台,另一个是以标准光学或可视系统为基础的平台。应用CMM测量时,被测工件固定不动,只需移动探头。这样,在测量发动机组时,移动探头可完成全部测量工作。同时,CMM上的探测仪非常轻便,保证了探头的灵敏性。在一个可视系统或光学系统里,工件要沿着X 轴方向和Y 轴方向移动,而光学装置则能沿着Z轴方向上下移动,从而测量到高度。因此,这两种工作平台的设计是完全不同的。
使用以光学为基础的平台,只能够测量质量相对较轻的工件,与许多以可视系统为基础的只能测量轻质工件的平台不同的是,标准的CMM型工作平台能测量重型工件,因为它的制造成本较高,结构坚固,在工作台上移动较重的工件时,工作台也不会下沉。但是,如果在工作台上移动发动机组,则工作台的部分区域就有可能发生弯曲变形。人们将摄像头安装在CMM上进行实验大约已有20年的历史了。
据说,第一台这种光学式探头测量仪的设计是随着一种多感应系统的开始研究而出现的,应用这种技术的第一台测量仪是德国的Wegu公司根据马尔(Mahr)的要求,在1999年制造生产出来的。
随着Wegu公司专利技术的应用和Mahr公司测量系统的发展,一个测量仪组合了具有可视能力的光学式探头(CCD摄像头)、激光探头和触发式探头。Mahr公司最近推出了一种新型台式系统Marvision Multiscope MS 2223D CMM,就是一个典型的多探头测量系统,它包括一个自动探测触发器、一个自动探测转换器、可调电机、影像快速聚焦系统和一个自动识别系统,测量范围为250 mm × 200 mm ×200 mm,最大承载可达到10kg,分辨率为0.5μm。
与大型系统相比,台式多探头测量系统也存在它的局限性,比如说测量精度不够高。原因是多方面的,部分是因为它们使用对环境有一定要求的低档系统。由于没有一个稳定的平台底座,使用时也不是在可控温的实验室里,因此会导致测量精度不高。但是由于价格低,使得它们能够广泛地服务于大众。这种小型台式系统在整个销售中占到了40%。作为一种技术成熟的多探头测量系统,与其他测量系统不同的只是测量工件的范围。
随着微机处理器功能的提高,使得多探头测量系统能在较小的体积内容纳更多的功能,从而出现了高档的台式系统。台式系统的真正出现仅在8、9年前,曾经只有大型昂贵的地面式测量仪才具有的功能,现在,小型台式测量仪也全部拥有了。

随着PC板尺寸变小,整个CNC控制器也变小。现在的CNC数控台式测量仪已经全部自动化了,而且设备单元齐全。整个台式测量仪包含了驱动系统、伺服系统和控制系统,取代了过去立在它们旁边的控制器。
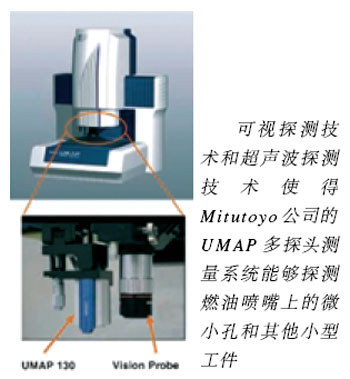
在Mitutoyo公司的产品中,其高档产品数控式(CNC) Quick Vision系列多探头测量仪,与以前的产品相比,其精度更高、速度更快(约为以前的 3倍)。该公司的UMAP(超声波微观精确探测)多探头系统是使用可视技术和超声波探头来探测燃油喷嘴上的微小孔以及其他小型工件的。
最初,UMAP系统是为日本的本田汽车公司量身定做的,用来测量发动机燃油喷嘴上的排气孔。UMAP系统在日本销售近1年后,Mitutoyo公司又向美国市场推出了该系统。该公司应美国光纤工业的要求,为其生产精密测量量具来测量光纤连接器、光纤套圈上的微小孔。这种特定测量仪的市场反应很好,很多发动机制造商对该产品非常感兴趣,想将其应用于发动机燃油喷嘴的测量中。
新型多探头测量系统替代了原有的测量系统,成本的降低使得多探头测量感应设备具有较高的性价比。与3个只能安装在实验室里的固定设备相比,多探头测量系统的感应环境允许使用一个系统进行多方面的应用。
OGP公司的多探头测量设备SmartScope Quest系列包括台式系统和大型地面式系统。随着多探头测量设备在医疗、汽车、航空、塑料和电子工业领域的应用,OGP这个已经有20多年销售多探头测量设备历史的公司,通过在现有系统的基础上增加几个探头,开发出了SmartScope Quest系统。OGP公司最近推出了一种新型测量仪Quest 650,这种地面式多传感器系统包括影像系统、激光系统、触发式探测系统、铰接探测头和连续接触式探测仪,并且有一个桥式结构的刚性花岗岩底座,测量范围为 600mm×660mm× 300 mm,并且能对X轴、Y轴、Z轴三个方向进行测量,Z轴方向上可以测量400 mm。
理论上讲,多探头测量设备对制造商而言是最好的。光学技术的优势是边缘探测,探头进入工件内部测量表面,无需接触就可以迅速地获得数据,而普通的测量量具是不能完成的。此外,激光探头也能测量表面轮廓,同时也能通过非接触式测量快速生成数据。
与此同时,多探头测量技术也面临着挑战,因为,它要求每个传感器之间的联系必须精确。
TTL的技术优势是轴上可视仪和轴上通透镜式激光仪可以与其他系统很好地进行连接,因为它们使用同一个光学系统来对一个探测点进行测量,即在该探测点上既有透镜聚焦又有激光聚焦。如果在同一个测量量具上有两个探头,则就有可能产生偏离,必须使每个探头之间紧密相连。在多探头测量仪中,有时人们可以使用光学式探头,有时也可选择触发式探头或者激光探头进行测量,如果三者相互之间有偏离,就必须进行连接性调整或者连接校准,所有的探头都要作为导致系统不确定性的误差和偏差的潜在因素而被考虑。
可视系统和光学系统的最大问题是在测量工件时,与对照相比呈灰色的测量阴影。因为只有呈黑白对照时,才是高对照度。通过使用计算机和软件算法来确定灰色对灰色边缘探测的改变,并且有了很大提高。Nikon公司使用了Cognex公司的可视系统,该公司在低对照度边缘探测领域拥有领先的技术。
由于缺乏软件工业标准,使得越来越多的测量装备供应商向客户提供他们自己版本的软件。在软件方面存在一个最为关键的问题是一个软件能否处理来自不同探头的数据。首先,确定一个在X、Y、Z轴上的点,使用光学式探头、触发式探头或者激光探头测量,然后将这些点处理成数据,形成单一的几何特征,或者计算出使用触发式探头的表面和使用光学式探头测量的表面之间的距离。人们可以选择相对更容易操作的系统进行测量,而这是早期的操作系统根本不具备的。
事实上,在多探头测量系统里,并没有真正的标准和通用软件,每个大卖主都已经形成了自己独有的一套方法:用他们自己的软件,以他们自己特有的方式,成功地解决了那些技术问题。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论