数控编程质量与数控加工效率的提高
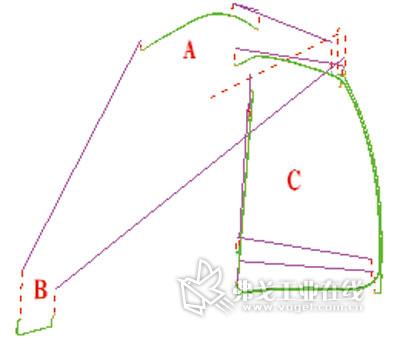
图1 编辑刀具路径走刀顺序
本文简述了基于英国DELCAM公司的PowerMILL软件,如何通过二次开发功能实现多线程、批处理和自动编程的过程思想,目的是提高数控的编程效率和质量,从而提高数控的加工效率。
在保证模具制造质量的前提下,如何提高模具制造的效率,缩短模具制造周期,是各模具制造商一直研究的课题之一。
改变传统的编程与数控加工方式思想,基于智能化的批处理编程、自动加工等有效措施,极大程度上解决了上述问题。国内模具制造龙头企业,都有自己的数控编程、数控加工技术研发团队,他们将数控编程与数控机床加工效率与成本有效地结合起来,为保证生产计划,只有通过提高编程的质量,来提高数控加工效率和加工质量。改变传统的编程思想和方式,除可给企业创造更多的效益外,还可以为企业的发展沉淀知识。
增效降本的解决措施
数控加工的效率和质量,在很大程度上是与数控程序的质量和操作者的操作技能有直接关系。在短时间内提高数控操作者的操作技能是比较困难的事情,惟一的解决方式是提高程序的质量。即利用PowerMILL软件独特的刀路编辑功能进行细致的刀路编辑,尽可能地缩短程序走空刀时间,改变不利于数控加工的走刀方式,让程序加工时高效合理。
假设一件工件有30个NC程序,若每个程序节约2min的数控加工时间,则一件工件则可节约1h的时间。若程序走刀方式和刀路安排得合理,数控加工时,每个程序节约5min是很容易的事情。若将每个NC程序都细化,那么数控节约的加工时间积累起来,则是一个可观的数字。在模具制造成本中,与数控机床加工成本相比较,数控编程的人工成本则占了很少的份额。
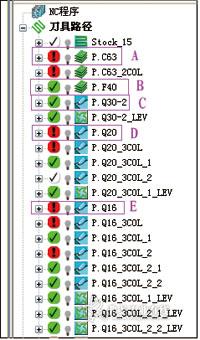
图2 自动批处理后产生的刀具路径
多线程批处理自动编程方式
PowerMILL数控编程软件中,许多功能都可以基于“批处理”的思想编程,并且其独特的后台多线程处理方式,使数控编程的效率有很大提高。这样,程序员就可以把更多的时间用在编辑刀具路径,提高数控程序质量上。
图1所示编辑刀具路径走刀顺序,刀具路径是从A区→B区→C区加工顺序,若更改为从B区→C区→A区,数控加工时就会节约几秒的时间。对于一个NC程序,像这样的编辑后,数控加工节约的时间不仅仅3~5min的事情,一个工件的所有NC程序积累下来节约的时间,对于数控加工效率的影响是很大的。一般情况下,可以将数控效率提高5%以上。
但是,在实际数控编程中,程序员把更多的时间浪费到了程序计算、程序参数检查、程序排序、转速进给设置检查、刀具信息检查输出、程序单输出编写及现场问题处理等,在保证生产计划的前提下,没有更多的时间来将刀具路径进行更细致的编辑处理方面。如何将程序员从繁琐的、没有技术含量的以及对数控加工无意义的工作中解脱出来,是各模具制造企业亟待解决的问题。
PowerMILL在这方面考虑得比较全面与传统的计算时间相比,其多线程计算可以将计算时间缩短30%左右,其开放的二次开发接口又可以把如下的工作都放置到晚间或其他机器上自动计算完成,程序员的后续工作就是编辑刀具路径。PowerMILL 2010版本支持64位系统运算、多核CPU、后台计算方面的更新,更适合汽车内饰件、外覆盖件模具等大型模具的大数据量、高精度计算。仅就后台运算就可以把编程工程师等待程序计算的时间完全节约出来用于新的程序编制,8h编程等效传统模式的13.5h,对提高生产率有非常积极的意义。
多线程批处理自动编程方式具体措施
在编制刀具路径之前,用户只需要准备以下工作:输入所需要的刀具库;定义加工坐标系; 定义加工边界;若需要,定义参考线。
通过简单的加工方案、加工策略选择,参数设置之后,即可以:自动产生并计算刀具路径;自动过切检查;自动遵循刀具选择原则进行刀具选择;刀具路径碰撞检查过程中自动选择刀具;根据刀具参数自动装载刀具路径的转速与进给;若需要,可同时自动产生对称件刀路;对单笔清角的刀具路径自动产生分层清角刀具路径;自动产生轮廓刀具路径;自动注释刀具路径的相关信息;自动产生后处理程序;自动对多个项目处理;计算完成后自动关机;可自动对平行精加工策略的刀具路径生成补刀刀具路径;为了释放内存,提高运算速度,在计算过程中可自动重新启动项目计算;可对部件忽略加工设置(压边凹筋填平前后编程加工);对部件不等余量设置加工(不等料厚模具编程加工);自动产生随形残留模型作为初始毛坯;可连续处理多个项目;对不同的工件生成不同的加工方案和记录加工方案的相关信息。
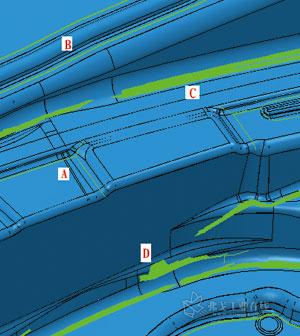
图3 自动分层清角刀路
图2为自动批处理后产生的刀具路径列表。一般CAM软件的批处理计算,仅可以产生A、B、C、D和E刀具路径,但在PowerMILL中,还可以自动衍生出所需要的刀具路径。如图2的第E个刀具路径P.Q16,这是一个笔式清角刀具路径,由其自动衍生出来的还有如下刀具路径:
P.Q16_3COL:按照用户选择的第三种方式使用原刀具路径的刀具,进行碰撞检查的刀具路径;
P.Q16_3COL_1:使用原刀具路径的刀具,不发生碰撞的刀具路径部分;
P.Q16_3COL_2:使用原刀具路径的刀具,发生碰撞的刀具路径部分;
P.Q16_3COL_2_1:自动替换下一把较长刀具,不发生碰撞的刀具路径部分;
P.Q16_3COL_2_2:以上计算后剩余的刀具路径部分,自动替换为满足不发生碰撞的更长的刀具。
P.Q16_3COL_1_LEV:由刀具路径P.Q16_3COL_1为基础自动产生的分层清角刀具路径;
P.Q16_3COL_2_1_LEV:由刀具路径P.Q16_3COL_2_1为基础自动产生的分层清角刀具路径;
P.Q16_3COL_2_2_LEV:由刀具路径P.Q16_3COL_2_2为基础自动产生的分层清角刀具路径。
模具制造实例
现在,绝大部分企业编制清角刀路时,不能根据加工过的残留余量来自动分层清角。在PowerMILL中可自动判断至当前刀具路径加工后的残留,进行分层工艺清角(见图3)。在A区域清角2层,在B区域清角3层,在C、D区域则清角层数最多。这样就避免了多走刀,或者因加工时刀具切削量不均匀导致加工效率低、刀具报废等现象发生。这种方式比传统的清角方式效率提高30%左右,并且刀具是处于正常的磨损状态,不像传统清角后的刀具崩刃状态。
结语
对于程序员来讲,用传统的编程方式是要花费几倍的时间才能够实现以上程序结果,而且部分结果是无法实现的。但在PowerMILL功能和部分二次开发中,通过批处理和多线程的计算方式,可轻松自动完成以上工作。程序员后续的工作就是进行刀具路径的细化处理,通过提高数控程序的质量,来提高数控的加工效率和加工质量。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论