双动式翻边顶出器及其行程计算
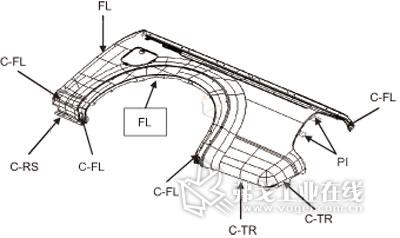
图1 货箱外板OP40工作内容
本文针对在一套模具上同时进行垂直翻边和侧翻边的情况,重点介绍了为解决退件问题而提出的双动式翻边顶出器结构,并对其行程进行了详细的计算和分配。双动式翻边顶出器对降低行程和减小下模镶块高度十分有效。
工艺分析
货箱外板是结构比较复杂的外覆盖件,制件长1842mm,宽817mm,高250mm。后轮轮眉和后照灯口缺口大,都存在正翻和侧翻交接的情况,翻边上还有很多需要翻边后侧冲的孔。工艺设计安排了五序冲压,即:拉延,修边、侧修、边冲孔,冲孔、侧冲孔、翻边、侧翻边、侧修边、整形,冲孔、侧修边、翻边、侧翻边、侧整形、冲孔、侧冲孔、翻边、侧翻边。其中,第四序工作内容如图1所示,正侧翻交接共有4处,成形后制件紧紧抱在凸模上,退件十分困难。所以设计时必须考虑取件方法,保证制件安全可靠地取出。
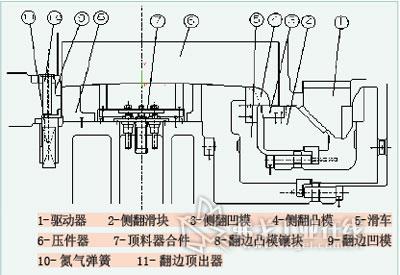
图2 模具结构
退件方法及翻边顶出器的行程计算
一般模具的退件多采用气缸顶出方法,当有侧翻边时,应该在侧翻镶块完全退出和扩张凸模收缩离开制件后,才能由气缸顶制件脱离模具。本件是个外板件,正翻边很长,为安全起见,同时使用了气缸加翻边顶出器退件。翻边顶出器既要满足翻边的退出,又要考虑斜锲的复位。
图2是模具在下死点时,翻边顶出器(左侧)、气缸和侧翻CAM(右侧)的简图。由图可知,右侧的侧翻边镶块和滑车如果没有复位,翻边顶出器不能顶到零件,否则制件将会变形,甚至损坏。
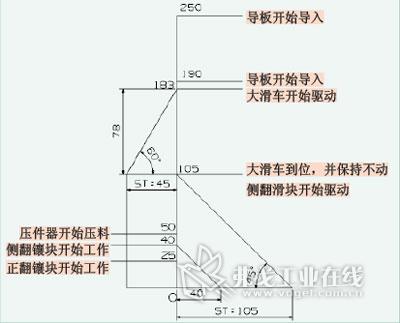
图3 模具工作行程
由此可以看出,对于正、侧翻边件退件要处理好斜锲、翻边顶出器和气缸三者的关系。为此翻边顶出器的行程要进行详细计算。图3为模具工作行程图。正翻翻边长为15mm,压料芯提前10mm压料,则翻边顶出器行程为: ST=CAM滑块行程+滑车行程+正翻翻边长 =105mm+78mm+15mm=198mm,取200mm。
双动式翻边顶出器
如上计算,翻边顶出器行程需要200mm,翻边顶出器标准件最大行程100mm。如设计非标顶出器,弹簧选用超轻型,压缩量按40%~50%,弹簧长度将达到400~500mm,而超轻型弹簧最大自由长度为300mm,不能满足结构要求。
为解决这个问题,我们采用了双动式翻边顶出器,由标准翻边顶出器和氮气弹簧两部分组成。氮气弹簧的行程为125mm,翻遍顶出器的行程为100mm。
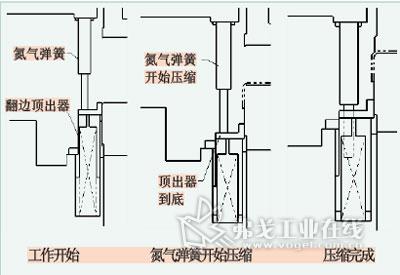
图4 闭合工作示意
工作原理:模具闭合时,氮气弹簧的初始压力大于顶出器弹簧终压力,上模座带动氮气弹簧下行,氮气弹簧压着翻边顶出器向下走100mm到底。翻边顶出器到底后,氮气弹簧开始压缩,压缩量为100mm。两者行程相加为200mm(见图4)。
当开模时,随着上模抬起,首先是氮气弹簧伸长,在氮气弹簧伸长100mm期间,侧翻滑块已完全脱离制件,并且使压料芯松开压料,之后翻边顶出器才开始顶件。这对于降低翻边顶出器行程和下模镶块高度恰到好处(见图5)。由此可以看出,这个结构可以满足顶件要求。

图5 顶出器开始运动状态
结语
这种双动式翻边顶出器结构很好地解决了一套模具中同时存在正翻边和侧翻边时翻边顶出器行程大的问题,简化了模具结构,保证了产品质量。该结构现已在我公司设计模具中使用,且使用效果良好。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论