多连杆独立悬架下控制臂的研究

图1 多连杆式独立悬架
在目前的中高级轿车中,较多地采用了多连杆式独立悬架。其功能是通过调整下控制臂端的偏心螺栓和前束连杆的偏心螺栓来实现的。作为导向杆系的下控制臂在车辆的操控性中起了非常重要的作用。
引言
多连杆式独立悬架一般由上控制臂、下控制臂、拖曳臂、前束连杆以及减振器、螺旋弹簧和稳定杆等组成。多连杆悬架能实现主销后倾角的最佳位置,大幅度减少来自路面的前后方向力,从而改善加速和制动时的平顺性和舒适性;由螺旋弹簧拉伸或压缩导致的车轮横向偏移量很小,有利于保证直线行驶的稳定性;在车辆转弯或制动时,多连杆悬架结构可使后轮形成正前束,减少转向不足的情况,提高车辆的操控性。图1所示为多连杆式独立悬架。
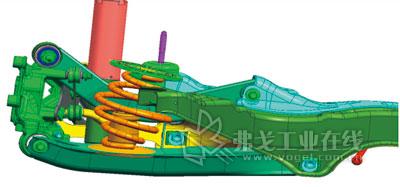
图2 下控制臂安装示意图
多连杆式独立悬架上述功能的实现就是通过调整下控制臂端的偏心螺栓和前束连杆的偏心螺栓来实现的。作为导向杆系的下控制臂在车辆的操控性中起了非常重要的作用。通常下控制臂的安装形式如图2所示。
下控制臂一端连接转向节,另一端连接副车架。副车架端通过螺栓、偏心垫片和限位支架等连接。通过调整螺栓来实现定位参数的改变,从而使外倾角、前束等值达到最优。

图3 采用铝合金材料的下控制臂
后下控制臂的设计
考虑到整车的轻量化,目前国际上下控制臂较先进的设计是锻铝件(见图3),由锻造成形的空心型材通过挤压、剪切等工序制造而成,材料牌号是EN AW-6082,但国内受到锻铝原材料的质量和价格以及加工工艺水平的限制,较多的设计是采用冲压焊接件。
考虑到与转向节和副车架的连接部位的结构和控制臂两端衬套的刚度特性,根据控制臂的受力特点及钢板的特性,建立三维模型。设计的冲压焊接件由四部分组成:上板、下板和两个钢衬套。其中,上板和下板焊接在一起,形成箱体结构(见图4)。冲压材料牌号是BR440/580HE,厚度为3 mm。数模设计完成后,进行有限元分析,校核强度。
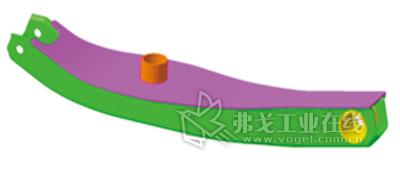
图4 冲压焊接件的数模
1. 分析目标
(1) 进行下控制臂连接点轴向刚度计算,与锻铝控制臂进行对比;
(2) 采用惯性释放方法,进行19个准静态工况的强度分析,如果应力值超过屈服极限,需进行POTHOLE等非线性极限工况分析。
2. 分析结果
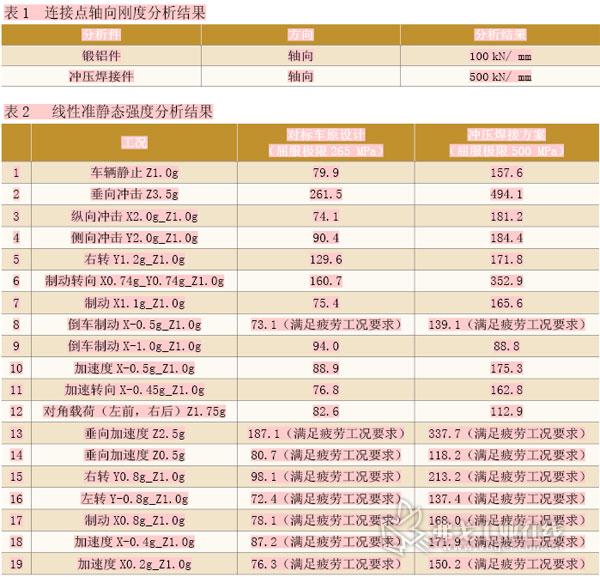
(1)连接点轴向刚度分析结果(见表1);
(2)线性准静态强度分析结果(见表2);
(3)垂向冲击Z3.5g工况应力结果(见图5)。
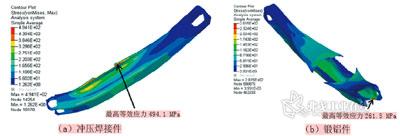
图5 垂向冲击Z3.5g工况应力结果
结论
1. 刚度分析
冲压焊接件的下控制臂的刚度较好,连接点轴向刚度高于锻铝件控制臂。
2. 强度分析
(1)经准静态工况分析,认为锻铝控制臂满足准静态工况要求;
(2)冲压焊接件与铝制控制臂在相同工况下,最大应力出现的位置有所不同,在垂向冲击Z3.5g工况下,最高等效应力(494 MPa),与材料的屈服极限(BR440/580HE材料最低屈服极限440 MPa)接近,考虑到材料轧制过程力学性能的分散性(屈服极限取500 MPa)及加工硬化等方面因素,认为强度合格;
(3)因缺少疲劳特性参数,因此根据经验公式,基于材料抗拉极限初步估计了疲劳特性曲线,对疲劳工况进行了分析,经两种控制臂相对比较,疲劳强度相当。
3. 质量变化
锻铝件控制臂的质量为1.4kg,冲压焊接件控制臂质量为2.6kg。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论