车门关闭力影响因素分析及解决措施

图1 密封条截面
车门关闭力超重问题是由各种装配件互相作用产生的,是整车制作最后阶段改进的重点。此问题的解决应分为设计和工程化制作两个阶段,其中,设计阶段尤为重要。
汽车车门的打开与关闭是汽车使用者最常规的动作之一,因此车门关闭力的大小会直接影响顾客对汽车质量的判断。根据J.D.Power的新车质量调研显示,汽车车门关闭力超重一直是顾客抱怨最多的质量问题之一。
车门关闭力影响因素分析
在具体分析车门关闭力各影响因素之前,需要提及的是车门关闭力的评价标准。各汽车公司对于车门关闭力的评价标准各不相同,本文从顾客角度出发,以车门从最大开度到完全锁止来计算车门的关闭力,即假设限位器为三个挡位,每挡20°,计算车门关闭力时,以从车门60°的打开位置开始施力到门处于0°位置为止,计算整个过程中需要消耗的能量。考虑到车门关闭的整个过程中所需的能量测量不便,故以车门锁扣端的线速度来等价衡量,即在车门打开的初始位置,由手产生车门的初始速度,然后检测车门即将关闭前的最终速度值,并以车门可靠关闭所需要的最小速度和车门不应关闭的最大速度来表征车门的关闭力。
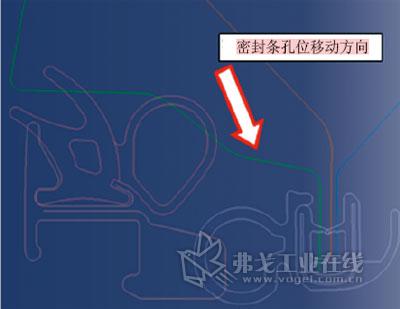
图2 密封条孔位移动方向
1.密封条影响
车门关闭过程中,车门密封条持续受到挤压,产生一个反向的作用力,作用于车门与密封条的配合位置。密封条对车门关闭力的影响即来源于此反向作用力对车门所做的功。此反向作用力的大小主要由密封条本身的非线性特征和压缩量决定。密封条的非线性特征取决于其截面设计及材料的压缩——负荷变形曲线(CLD曲线);而密封条的压缩量取决于车门与侧围之间的配合间隙及密封条本身的截面设计。首先,我们需要关注密封条的非线性特征。
(1)密封条截面设计,考虑密封需求、车身的结构及密封条的挤压加工工艺,密封条的截面一般设计成如图1所示的形状。在车门实际关闭过程中,关闭力将导致车门密封条不规则地间断式变形,挤压变形量比正常设计的变形量要大,致使车门的关闭阻力严重增加。因此,需要克服这个问题,最好的方法是在密封条固定部分上,使孔向远离挤压的方向移动。具体移动方向如图2所示。

图3 非规则截面
同时,在图1所示的截面形状下,密封条与车身、车门之间基本处于面接触状态。在同等压强下,接触面越大,其压力越大。将密封条与车身的接触截面由面接触改为点接触,能够有效降低密封条的挤压阻力。工程上,通常做法是将密封条截面设计成非规则的圆形截面,同时与车身的配合处主要选择在门框棱线处,如图3所示。
密封条在挤压变形时,因受力的方向不同,其挤压点的两边变形量也有所差别。以车门门框密封条为例,其Z方向上的高挤压变形点变形量要大一点。因此在此位置增加挤压变形凹痕或易于变形的褶皱,使密封条在此位置变形更容易,能够有效地降低其挤压阻力,如图4所示。
(2)密封条的材料特性,如图5所示,在小范围变形下,密封条的弹性系数Km越小,关门阻力越小。因此采用弹性模量小的材料,降低密封条的CLD值,能够达到降低关门能量的效果。
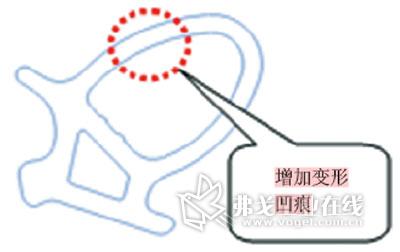
图4 单侧增加变形凹痕
其次,我们需要研究密封条的压缩量。密封条的压缩量主要由车门与车身的间隙决定,但影响车门与车身间隙的因素很多,包括车身与车门的制造精度、车门的装配误差等。
(1)车身与车门的制造精度对关闭力的影响主要体现在,车门安装铰链面精度及门洞区域的配合面精度上。车门铰链安装面变形,可能会导致车门整体向Y向内侧偏移;而门洞区域,无论是车身棱线变形还是车门门框变形,都有可能直接导致车门与车身之间的间隙变小。
一般情况下,要求控制车门铰链安装面、车身门洞区域及车门周边的精度分别在±0.5 mm、±1.0 mm及±0.7 mm以内即可。
(2)车门的装配误差对关闭力的影响主要体现在车门与车身的段差(或阶差)上。车门整体相对于车身,如果向内偏差过多,则车门与车身之间的间隙将明显减小、关门阻力显著增加。
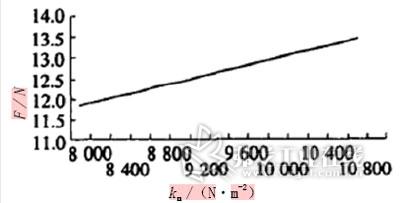
图5 密封条弹性系数与压力线性关系
2.空气压缩阻力影响
车门关闭的过程,近似于空腔压缩过程。假设汽车驾乘空间内的空气为理想气体,车门在关闭压缩过程中忽略温度的上升,驾乘空间内的空气质量不变,则根据理想气体状态方程可得:P0V0 = PiVi。在车门关闭过程中,因空气压力变大而产生的空气阻力为:△F=(Pi- P0)A,其中,P0为大气压, Pi为车门关闭后车内的气压,V0为车门贴着密封条但未压缩时的空气容积,Vi为车门关闭后的空气容积,A为车门的迎风面积。由上述公式可以看出,若要降低空气阻力,必须降低△P。但在车身容积及车门结构已经设计完成的前提下,只有更改空气质量才能降低Pi。工程上,通常在车身内侧增加单向排气口来达到此目的。单向排气孔的位置一般设置在侧围后下延伸板上,多采用膜片结构形式或者单向阀形式。但考虑到侧围后下延伸板的面积有限,在原有排气孔基础上,一般只能稍微增大排气孔的面积,否则易导致漏水等衍生问题。
3.车门重力影响
当车门设计成外倾或者在实际生产中车门上铰链相对于下铰链偏向Y向的外侧,则车门重力的分力将指向车门外侧,在车门的关闭过程中起到阻力作用。如图6所示,当铰链轴线与Z轴成α角且外倾时,车门重力G可分解为铰链轴线与重心构成的平面内(简称“轴线-重心平面”)与铰链轴线平行的力F1,以及垂直于轴线-重心平面且指向外侧的分力F2。力F1与车门关闭方向垂直,在车门关闭过程中不做功,对车门关闭没有任何影响;但力F2与车门关闭方向相反,反作用于车门上,在车门关闭的过程中起到阻止作用。由式F2=G×sinα可知,当外倾角α越大时,关闭阻力F2越大。反之,将车门设计成内倾角的形式,则重力能够有助于车门的关闭。但综合考虑车门的打开便利性及制造的可行性,一般情况下,车门设计1°~2°的内倾角或不设计内倾角。
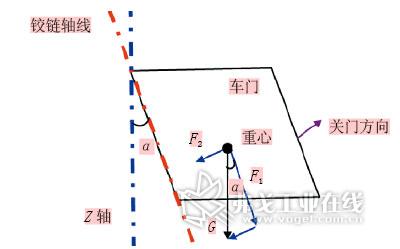
图6 车门外倾时重力分解示意
另外,在车身制造和车门装配过程中也容易产生车门轴线内外倾现象,其主要来源于车身铰链安装面、车门铰链安装孔及铰链本身三个方面的制造误差。车门一般采用上下两个铰链的安装方式,因此当上铰链安装面相对于下铰链安装面,向Y向外侧偏差超过设计公差时,则形成车门外倾问题;同理,车门上铰链安装孔相对于下铰链安装孔,向Y向内侧偏差超过设计公差时,也容易产生外倾问题。一般情况下,要求车身铰链安装面、车门铰链安装孔及铰链本身的转动轴和形面分别控制在±0.5 mm公差以内。
4.车门限位器、铰链及门锁影响
车门限位器、铰链及门锁对车门关闭力的影响主要体现在克服机械阻力上,且车门限位器和门锁在挡位变换时需要克服的阻力最大。
车门限位器一般分为2~3个挡位,在每个挡位处,车门相对处于静止位置以保持其开度,当需要越过这个挡位时,需要提供一定的作用力。一般情况下,限位器对关闭力的影响由其弹簧特性决定,且在挡位更换时阻力最大。
同理,门锁机构一般也分为两个挡位,一级与二级之间的变换也需要提供一个作用力。另外,门锁与锁扣在接触过程中,会产生摩擦阻力。若门锁锁眼与锁扣不能处于同一高度位置,则在车门关闭过程中会出现“打锁”现象,增加关闭力,严重时甚至导致车门无法正常关闭。
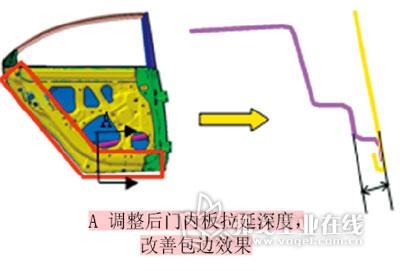
图7 车门包边更改
铰链对关闭力的影响主要源自铰链两个合页本身的摩擦力。合页本身的制造装配误差、车门重力导致的合页变形及上下铰链轴线不同轴导致的变形等,都会使摩擦阻力增大。尤其在重力过大、铰链强度偏弱的情况下,此问题异常明显。
车门关闭力工程化调整方法
车门关闭力超重问题一般都是在样车制作完成的阶段才暴露出来。在此阶段,车身车门结构、密封条等基本上已经设计定型,车门关闭力的调整再从以上分析的六个影响因素的结构方面着手,在成本及时间方面已经不太现实。因此,只能进行局部修正,调整效果较为有限。下面以海马汽车的某个车型为例,对车门关闭力工程化调整方法进行具体分析。
1.问题现状
此车型的右后门关闭力为1.39 m/s,目标为1.0m/s。
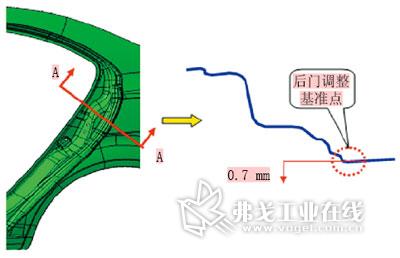
图8 侧围外板调整
2.首要因素分析
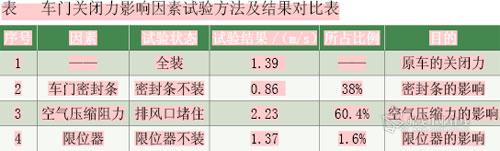
进行如表所示的关闭力影响因素对比试验,以测算车门密封条、空气压缩阻力、车门重力、限位器、铰链及门锁,分别占车门关闭力六大影响因素的比重。
本试验未能体现车门重力、铰链和门锁单独作用时对车门关闭力的影响,但由另外的互换对比试验表明,车门重力、铰链和门锁对于车门的关闭力影响较小。同时,由表可知,影响本车型车门关闭力的首要因素是空气压缩阻力及车门密封条。
3.问题源分析
考虑车门密封条及空气阻力对车门关闭力影响比重较大,先从这两个方面着手进行问题源的查找分析。
(1)单件精度分析:经三坐标检测,车身铰链安装面精度在±0.5 mm内波动;门洞精度在±1.0 mm内波动,但侧围外板单件腰线处偏内0.7 mm;车门精度在±0.7 mm内波动;车门装配,其与车身的间隙、段差都在±1.0 mm内,但段差基本在-0.7 mm左右波动。分析表明,以上各单件、总成的检测数据都在公差要求之内,零件的制造精度应该不是引起车门关闭力超重的主要原因。
(2)车门与车身之间间隙分析:用卡规检测车门与车身第一道密封条及第二道密封条处的间隙,发现间隙值偏小约1 mm,尤其是车身腰线位置,间隙值偏小达到1.5 mm左右。分析表明,车身与车门配合件精度局部偏向公差极限,以及装配后段差偏向下极限公差等综合原因导致车门局部相对于车身间隙偏小,密封条压缩量偏大,尤其体现在车身腰线及车门门框尖角部位。
(3)密封条分析:与标杆车型对比试验发现,密封条截面偏宽;密封条使用材料较硬,尤其是在密封条对接接头部位。
(4)车内排风口分析:车内左侧设置284 mm×86.5 mm的长方形膜片式结构排风口,在现有结构上排风口的大小已经无法调整;但导风板较硬,单向阻力偏大。
4.调整措施
按照前面的分析,从以下几个方面着手调整。
(1)增大车门与车身之间的间隙,从而减小密封条的压缩量。
①调整锁扣,将锁扣向Y向外侧调整1 mm,使车门后端与侧围之间的段差保持在公差的上限值。
②调整车门门前板夹具,使车门铰链的安装点在车门上向Y向偏内1 mm左右,从而使车门整体装配在车身上时,其相对于车身向外偏1 mm左右。
③调整车门内板与外板的压合形面,如图7所示,从而使其相对于车身的间隙增大0.7 mm左右。
④调整侧围外板模具,使侧围外板单件腰线处从偏内
0.7mm改为偏外0.7mm,此位置作为调整门整体的基准点,因此相当于将门与车身之间的间隙增加1.4 mm,如图8所示。
以上调整完毕后,经检测,车门关闭力降低0.3 m/s左右。
(2)密封条的结构已经确定,更改不便,但使用材料较容易变更。因此改用弹性系数Km为8000 N/m2的另一种材料。经检测,关闭力减小0.2m/s左右。
(3)更改排风口导风板材料,使其单向阻力变小,更换试验后,车门关闭力降低0.03m/s左右。
结语
车门关闭力超重问题是由各种装配件互相作用产生的,是整车制作最后阶段改进的重点问题。但从上述的分析可知,此问题的解决应分为设计和工程化制作两个阶段,其中设计阶段尤为重要。只有在车型设计阶段,合理设计密封条的截面及使用材料、设置车门与车身的间隙范围、布置车身的排气孔位置和大小,以及规定车门的内后倾角等,才能在车型制作的后期,运用局部调整的相关方法,降低车门关闭力,使其满足顾客的需求。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论