汽车反光镜注射模具设计
模具简单结构
汽车远、近反光镜模具是典型的精密车灯模具,本文通过对反光镜材料及其模具结构的介绍,让大家对反光镜类特殊模具的特点有一定的了解。
产品BMC材料
BMC即团状塑料,在欧洲又称“DMC”,国内称之为“聚酯料团” 。其主要特点为:电气绝缘性、耐蚀性、耐燃性、耐热性及机械力学性能均优于一般热塑性塑料;尺寸收缩稳定,精密度高及表面光滑美观,且和任何颜色均可调剂等使之成为高档照明市场材料中的一个很好的选择,广泛应用于汽车反光镜领域。
成形原理
BMC塑料属于热固性塑料,温度的高低会影响材料的机械性能、电性能、外观及物理性能等。注射成形时要使流道内塑料和料筒内塑料始终保持熔融,以确保塑料处于流动状态。模具型腔部位属高温区,表面温度要求达到145~180℃,物料注入型腔后在受热和注压情况下交联固化生成既不融化也不溶解的物质,这个过程中可以通过先进的设备确保模具温度在5℃范围内波动,以保证产品的质量。
模具设计
1.BMC材料在模具设计时要考虑的工艺特点
(1)产品未固化前,其黏度要比普通热塑性塑料低,0.01~0.02mm的间隙都会产生溢料,因此要注意模具中所有的配合间隙,既要考虑模具温度高、过小间隙会使工作时运动部件咬死或拉毛,又不能使配合间隙大产生飞边,所以在选择推杆类零件时要选用耐高温零件。
(2)制件成形后硬而脆是因为其分型面上的飞边和钻入缝隙的溢料难清理,易破碎的小面会损伤模具,所以与熔体接触的部件要尽量采用整体结构,而不要采用或尽量少采用镶拼结构。
(3)塑料熔体会使模具的表面有严重的腐蚀和磨损。因此对模具的型腔、型芯都要进行热处理,淬硬使表面硬度达到40~45HRC,有的甚至需要表面烧焊使硬度达到60HRC。
2.模具设计
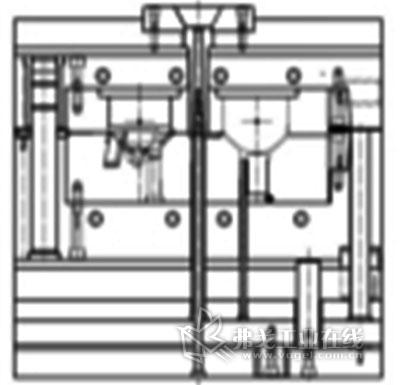
图为汽车远光反光镜模具,基本模具结构与普通模具结构相仿,但由于其材料的特殊性,在结构上还是存在一定的差异。
(1)浇注系统要考虑到减小流动阻力和增大传热面积。 冷料穴中收集的是前锋硬料,易破碎,容易拉断堵塞浇口套且不易清理,所以拉料杆设计要长,且一般需要采用推管结构以方便脱模。
(2)加热与隔热。 加热系统在动定模中设置加热器加热,并用热电偶测温控制模具温度,选用时可参考标准件厂家的公式。
为了保证生产安全,同时防止热量过度散发确保型腔温度恒定,需要在模板之间及模座底面上安装隔热板(一般注射机上已有此隔热措施)。
(3)分型与排气。 为防止注射压力大产生的溢料飞边缺陷,一般尽量减少分型面实际接触面积,提高分型面的平行度,使分型面之间紧密贴合。分型面的硬度一定要保证,所以在材料订购时要留有淬火处理的变形量,否则模具可能要报废。
热固性注射模不仅要注意排出型腔中的空气,还要排出固化反应中产生的气体,因此仅靠间隙排气是远远不够的,还需要设置专门的排气槽。一般开始设计时,料流的末端要先开设排气槽,其余部位要根据情况及试模时的状况随时开设排气槽。但排气槽要根据制件情况起到排气的作用。
结语
我公司通过在汽车反光镜模具制造方面不断积累经验,已经形成了设计、加工及装配稳定的作业模式,使模具制造周期得以保证。同时,处理模具问题更加具有针对性和专业化,对于日后类似模具的生产具有一定的参考性和指导性。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论