悬垂性检测:用于技术和无卷曲织物的全自动悬垂性检测仪
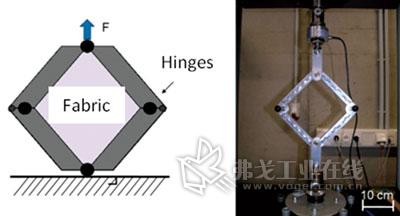
图1 像框检测
标准的和无卷曲的织物在成型和悬垂中的行为表现,对于生产任何非平面的织物增强复合材料部件都至关重要。一种全新的自动化悬垂性检测仪,能够在悬垂和成型期间自动描述悬垂性和缺陷构成。基于图像分析法,该检测仪兼具对成型力的检测以及对诸如缝隙和圈结等小型缺陷的视觉分析。一种可选择的三角测量传感器能够检测到诸如褶皱之类的大型缺陷。
背景和目的
随着纤维增强塑料(简称“FRP”)在汽车和航空航天领域应用的日益增加,技术织物被越来越多地用作结构承载部件。因此,为了优化部件性能和生产工艺,此类材料的设计工程师和工艺开发人员就必须了解这些织物增强材料的特性。与金属相比,使用这些增强织物的明显区别是,必须将织物的悬垂性纳入考察范畴。而与此同时,对于支持部件设计、工艺开发和模拟分析非常必要的悬垂性检测和量化描述方法还没有被开发出来。在一个联合研究项目中,用于分析无卷曲玻璃纤维和碳纤维织物(简称“NCF”)悬垂性的检测和分析描述方法被开发出来。

图2 悬垂效应:缝隙(左)、圈结(中)和褶皱(右)
预成型和悬垂性
预成型是将平织物转变成接近最终几何形状的成型过程,即形状的形成过程并因此而成为最具增值意义的工艺步骤。织物结构的悬垂性是设计和生产纤维增强塑料的一个决定性因素,并因此而在复合材料部件的生产过程中起着关键作用。就织物增强结构而言,悬垂性描述了织物在由初始的平面状态变成一种三维形状的成型过程中的形态,而目前这种预成型大多数仍为手工操作。为了更好地了解悬垂性,可以采用一种自动控制的悬垂性检测仪,它可以被用于复杂拓扑结构的自动化预成型工艺中。相比之下,目前自动化的预成型工艺在简单结构中的应用还很有限。

图3 试样、半球物体和锁紧环在0mm、40mm和80mm高度水平的布置原理
特别是具有多重曲面的非欧几里德表面,存在不同的悬垂效应和悬垂形态。剪切会引起纤维失向,这会导致最终部件局部刚性的取向严重偏离于原始设计,基体材料因此而裸露出来,从而增大了这些区域的压力,使得部件产生不可接受的高拉伸力,最终引起部件的过早破坏。
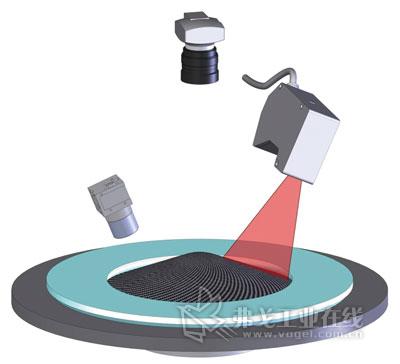
图4 布置在试样上方的细节照相机(左)、顶部照相机(上)和激光三角测量传感器(右),该试样处在40mm的高度水平上
对于编织织物,剪切行为是最重要的悬垂模式。对于无卷曲织物,纤维错位是重要的悬垂模式,此时将在粗纱之间出现缝隙,导致在浸润过程中树脂富集于这些悬垂缺陷区域,这些树脂富集区便成为断裂的起点。
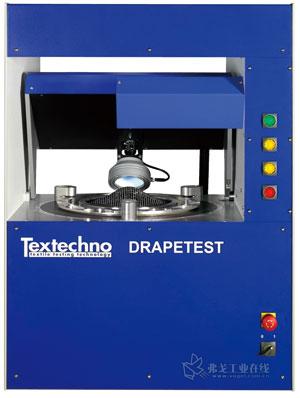
图5 检测仪的实现。该检测仪在检测过程中,所有的关联操作都由检测仪上的控制键进行控制
悬垂性检测
像框测试法是最为熟知的检测织物剪切性的方法。对于编织织物,它可用于检测临界剪切角度,该角度描述了织物褶皱的起点。然而,它不能被用于检测无卷曲织物。而且由于像框是非标准的,且每个像框测试装置都是由研究机构或公司自行开发的独特装置,从而导致不同的测试装置之间没有可比性。而在测试装置中的细小变化,都会引起检测力发生实质性的改变。因此,悬垂效应的程度和强度只能得到定性检测。其他传统的力学性能测试,如摩擦测试和抗弯刚度测试以及其他更多的力学性能测试,都只能提供有关织物悬垂性的间接信息。
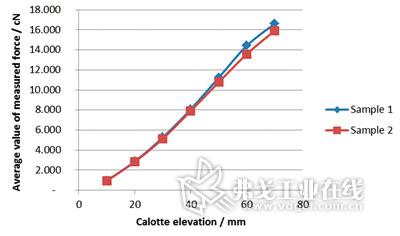
图6 由测力传感器对两个相似试样测得的不同高度等级上的力的平均值。该测量是在高锁紧压力下完成的
在一个研究项目框架下开发的一种悬垂性检测仪
在一个由公共基金支持的研究项目中,这种全新的悬垂性检测仪被工业和研究领域的合作伙伴们联合开发而出。该装置采用视觉系统,可实现对诸如缝隙、圈结、褶皱和纤维错位等悬垂效应的检测。这使悬垂效应可以得到量化,并因此可将半解析法及数值法用于悬垂性检测中。
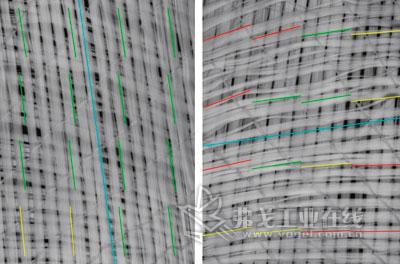
图7 在95mm的高度等级所测得的纤维取向结果。左图是相对于上一层纤维层呈0°方向排列的织物,右图为相对上一层纤维层呈90°方向排列的织物。其中,红色表示大角度偏差,黄色为中等角度偏差,绿色表示小角度偏差。与0°方位相比,90°方位上出现了更多的角偏差
为了从所有的相关用户和研究者那里获得输入数据,一个拥有多领域必要知识的研究联盟应运而生。
这些合作伙伴(按字母顺序排列)及他们各自的专业领域是:
1.Faserinstitut Bremen e.V (纤维)公司(位于德国Bremen):从事预成型和视觉分析的研究机构;
2.Haindl Kunststoffverarbeitung公司(位于德国Bremen):CFRP部件的生产企业;
3.亚琛工业大学织物技术学院(简称“ITA”,位于德国亚琛):织物检测技术的研究机构;
4.J. Schilgen公司(位于德国Emsdetten):编织织物生产商;
5.SAERTEX公司(位于德国Saerbeck):无卷曲织物生产商;
6.Textechno H. Stein公司(位于德国Moenchengladbach):检测设备制造商。
由这些合作伙伴共同开发的该检测仪对多种不同类型的织物进行了检测,并得到了传统测试方法的验证,目前已进入批量生产。
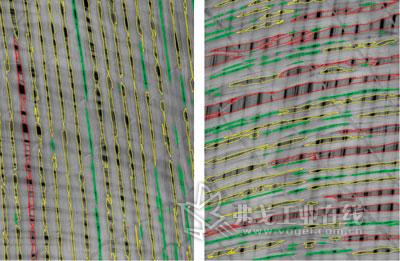
图8 在95mm高度等级上检测到的0°方位和90°方位的缝隙结果。红色表示宽缝隙,黄色为中等宽度缝隙,绿色为窄缝隙。与0°方位相比,90°方位上出现了更多的宽缝隙
借助于数字图像分析,该检测仪可同时实现对一个参照物上的织物进行多轴测试,以及对几种悬垂效应的定量检测。以前的检测仪也采用这种参照物检测方法,并可测得必要的力,但悬垂性的检测结果和数据通信能力却不充分。
利用该新的检测仪,多种类型的技术织物可被悬垂在一般参照物上。作为一种标准配置,使用了一个球面拱顶。这符合双重曲面形状在悬垂过程中产生的多轴应力。在悬垂期间,必要的力被记录下来,由此而导致的悬垂效应则被一个数码相机所捕获。该数字图像分析系统能够探测到如下悬垂效应:粗纱间的缝隙、纤维错位、圈结和褶皱。
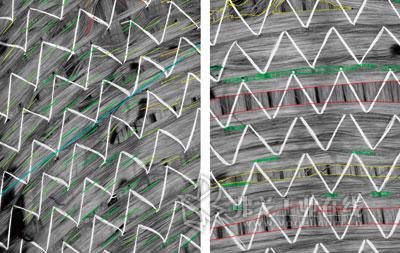
图9 对碳纤维无卷曲织物上的纤维错位角度(左图)和缝隙进行的分类结果
该图像分析系统和激光三角测量扫描仪使得将出现的悬垂效应转变成实际的数字成为可能。归因于对检测结果的快速、自动计算能力,该检测仪很好地适应了统计法。通过使用不同的参照物,即可得到针对不同形状的检测结果。
检测仪的技术实现
该检测仪是基于SAERTEX的一个想法及其早期生产的原形产品。作为一种标准的悬垂过程模拟方法,借助于一个电动机驱动的拥有球形顶部的半球状物体,一个用于测试的圆形平面织物试样在其中央由下开始发生变形。该试样被一个锁紧环及一个受控制的气压调控的膜系统锁紧。所有与试样接触的表面都涂有低摩擦系数的表面涂层,从而允许可变的压力覆盖了广泛的锁紧力,而且试样不会被损坏。为设定测试条件以及采集和储存数据,该检测仪可与一台标准Windows PC机相连。测试条件能够被储存到参数设置中,它包含了有关测试、估算和将要生成的协议形式的所有信息。不同参数设置中的数量是不受限的。
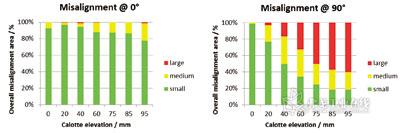
图10 在多个高度等级下对两个不同纤维方位所测得的纤维错位
试样直径可以在310~330mm之间发生变化,但一般推荐采用330mm的直径,因为采用该直径的试样,直到达到大约90mm的高度,仍能完全处于锁紧机构中。厚度在8mm以内的试样均可由标准锁紧环锁紧,而用于更厚试样的锁紧环可以订制。
一个放置于半球物体内部的测力传感器,可测得令试样变形所需要的力。因为力会有一定程度的松弛,因此在每个高度水平上的最大力和平均力都会被储存起来。
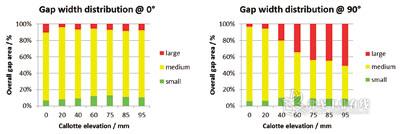
图11 在不同方向和各种高度等级上的缝隙宽度分布
该半球物体变形驱动装置拥有最大100mm的高度,如果需要,足以使试样发生明显变形。在参数设置中,高度级别可在数十毫米内自由设定。一次测试可以包含诸如0mm、20mm、40mm、60mm以及75mm、85mm和95mm等高度。
与SAERTEX最初的原形相比,该新的检测仪配有额外的视觉检测系统,用于检测织物变形过程中出现的缺陷。
一台配有恰当照明系统的高分辨率照相机,用于检测试样上的细小瑕疵,如缝隙和纤维取向的变化。由此获得的图片质量必须能够解析单一的纤维。该像场拥有大约30mm×40mm的尺寸。为了检测到最大百分比的表面,可将照相机定位在三个轴上,并且试样能够旋转360°以上。用于检测的角度范围以及旋转拍摄到的图片数量能够在参数设置内再次被定义。这些图片的微小重叠都是被推建的。
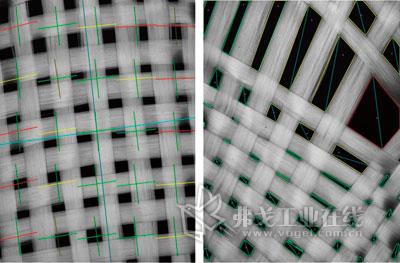
图12 对玻璃纤维编织织物上的纤维错位角度(左图)和缝隙的分类结果
因为该相机只能照出试样的二维图片,因此额外使用了一台激光三角测量传感器,以定义试样变形前后的表面形态。当激光传感器对试样进行连续扫描时,试样处于旋转状态。由此,该检测仪能够检测出诸如褶皱和层叠等大尺度缺陷。
第二台中等分辨率的照相机(顶部相机)用于拍摄试样检测前后的图片。在此阶段所拍摄的图片,一张是当半球物体仍处在最高位水平时拍摄的,一张是当半球物体返回到0mm高度时拍摄的。这允许计算试样在被悬垂成为一种形状后,在不同方向的回缩情况。
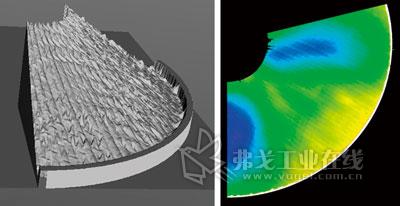
图13 由激光三角测量传感器在碳纤维试样上获取的数据所生成的3D模型和虚拟彩色图像
在该检测仪上完成一个完整的悬垂性检测包括以下步骤:
1.取下锁紧环。
2.放上圆形试样。为便于对试样进行恰当定位,激光三角测量传感器的光线从试样上方投影下来。
3.按下绿色控制按钮,拍摄一张俯视图。
4.放上锁紧环,闭合锁紧旋钮。
5.按下绿色控制按钮,以设定锁紧力并开始检测。
6.检测仪开始运行,并按程序的设定要求,拍摄试样旋转中的细节图片。当拍好所有的细节图片后,再次旋转试样,并采用三角测量传感器对其表面进行扫描。对于程序设定好的其他所有高度等级,重复步骤6。当针对所有高度等级的检测全部完成后,该检测仪会发出信号。
7.取下锁紧环。
8.按下绿色控制按钮,拍摄第二张俯视图。驱动半球物体下降,拍摄最后一张俯视图。
9.取出样品。
针对一个试样所做的包含了多个高度等级的典型检测过程需要花费5~15min的时间。
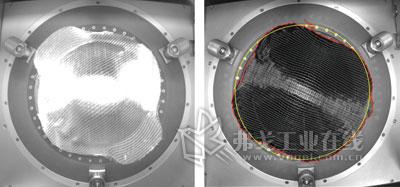
图14 由顶部相机拍摄的图片记录了玻璃纤维(左图)和碳纤维试样的变形情况。右图还显示出了图像分析软件的检测结果:红线标示出了试样轮廓,黄色圆圈则描绘了与试样面积相同的一个圆
检测结果
由该基础仪获得的首个结果是由半球物体内部的测力传感器测得的力,它包括试样变形所需要的力以及将试样从锁紧环下拉出所需要的力。在不同的压力水平下测得的力随高度而变化,它允许对变形性和摩擦性进行区分。
从高分辨率细节相机所拍摄的这些图片中,图像分析软件能够确定出缝隙的宽度、长度和区域,以及纤维错位角度,所有这些都是高度和相机对准试样的方向的函数。用于确定这些参数的图像分析软件已由该项目的合作伙伴Faserinstitut Bremen (纤维)公司开发而出,而之前没有商业化的软件被用于此目的。确定这些参数的运算法则是基于一种纤维取向检测方法以及依赖于各自参数和所涉及材料的对照检测方法。
利用激光三角测量传感器,可测得褶皱的区域和程度。利用顶部照相机,可测得原始圆形试样的整体变形情况。依靠这些数据,可以对一种织物的悬垂性作出完整描述。该检测仪能自动将所测得的缝隙区和纤维错位角度偏差区归类成用户可定义的3个等级,从而可以极快速地获知由半球物体引发试样变形而导致的悬垂效应。悬垂效应等级取决于缝隙宽度和纤维错位角度偏差,这可被定义为“悬垂效应强度”。
而悬垂效应程度则是受到诸如缝隙等影响的整个区域,但不取决于独立的缝隙宽度。为简便起见,在此只显示对缝隙和纤维整经的检测结果。
用于检测的试样是一种经编针织缠绕的玻璃纤维无卷曲织物。下面的数据是对同样的检测重复5次后所得数据的平均值。这些反映纤维角偏差的数据显示出了90°方位上出现了更大的角偏差,而此处的上层纤维走向则垂直于半球物体的曲度。
反映缝隙宽度分布的数据甚至更为有趣。已经出现在平面织物样品上的缝隙归因于纬纱。在0 mm高度等级上所测得的0°和90°方位的缝隙宽度分布是相等的。任何差异只能归因于制造误差。当试样变形时,0°方位上的缝隙慢慢闭合,而90°方位上的缝隙则被展宽。这可以被进一步地追溯为:0°方位上的纤维变直,而90°方位上的纤维分散开,以覆盖半球表面相对于平表面而增加的面积。
虽然因碳纤维的高反射率而使得对碳纤维织物进行图像分析较为困难,但该检测仪同样也可在这些试样上完美地检测出缝隙和纤维错位角度。
该图像分析法对编织织物的纤维错位角度所作的分类,类似于对无卷曲织物的纤维错位角度所作的分类。对于缝隙分类,它可以检测出最大的对角线作为缝隙宽度。
激光三角测量传感器传送数据,这些数据经过滤后,被用于生成试样的三维模型以及(或者)虚拟的彩色图像。对给定试样半径处的高度所作的统计计算值能够被用于描述试样的不平度。
由顶部照相机拍摄的图片也显示出了圆形试样的总体变形情况。这一变形是有诱因的,因为一旦试样被弄变形,无卷曲织物中不同的纤维排列就会被拉入不同的方向。借助于图像分析软件,这种试样的变形也可得到量化。
结论与展望
在设计和生产复合材料部件时,测量并预测增强织物的悬垂性一贯是一个主要的关注点。随着当前发展趋势对快速及自动化大批量生产工艺的追求,悬垂性的重要性将进一步得到彰显。然而,迄今为止还没有出现得到了商业化应用的悬垂性检测方法,而这有助于织物或部件设计师了解一种织物和部件的形状是如何相互影响的。
凭借这款全自动悬垂性检测仪,德国DRAPETEST Textechno Herbert Stein公司填补了这项技术空白。不同于FAVIMAT+和Textechno品牌出色的全自动单纤维检测仪,它们已被全球大约30个实验室用于对碳纤维和玻璃纤维的检测,该全新的悬垂性检测仪还处于其应用的起始阶段。然而,它却引起了来自工业领域和研究机构的广泛兴趣,并被纳入JEC Asia 2012 创新奖。为了能够将这些检测项目用于新的基体材料和织物结构,图像分析软件将持续得到改进。同时,不同于半球物体的其他形状也将得到应用。
对增强织物悬垂行为的了解,为部件开发及工艺优化提供了支持。纤维的失向度可被直接输入到层压材料的设计中。平面层叠材料的纤维取向可以按一个方向来选择,但在预成型过程中,这些纤维将依所需方向改变它们的取向。
缝隙的出现和分布是影响工艺过程稳定性和可靠性的极重要因素。在预成型过程中形成的缝隙将会影响之后的树脂浸润。单是大的缝隙,就会引起树脂富集区的形成,而这正是部件在使用过程中发生断裂的源头。而一个大的小缝隙聚集区,则能够改变织物的浸润性并导致浸润后的部件出现干区,这是因为树脂的流动会转向缝隙高发区。
在此介绍的悬垂性检测仪能够对这些悬垂效应作出区分,并在材料选择和工艺优化阶段为工程人员提供指导。
该检测仪的作用将因用户服务领域的不同而有所不同:
对于纤维粗纱的生产商而言,通过测试标准织物的悬垂性,有助于他们优化粗纱性能,从而获得最佳的悬垂性。一般,需要重点改进的特性大多是浸润性,但也可能需要对单丝直径和断面形状进行优化。
对于织物生产商,悬垂性检测有助于他们选择合适的原材料、织物结构和机器设置,从而获得最佳的悬垂性。
对于复合材料生产商而言,该检测仪或者是来自该检测仪的由其供应商所提供的数据,将有助于他们为某一特定应用而在全球市场选择最佳织物。
对于从事悬垂性模拟的科研院所,该悬垂性检测仪能够在某种程度上从一些测试结果中扣除用于模拟的输入数据。无论何种情况,该检测仪都能够作为一个理想工具,以使仿真软件发挥作用并实现参数设置,即使是该仪器的形状,也能够被其软件所模拟。
还在进行的一项工作是,采用一种简单的但精确且再现性好的方法,将该检测仪测得的大量数据减少为能够准确描述悬垂性的少量数据。在此方面,Faserinstitut Bremen (纤维)公司正在采用一种好方法。
总之,一种标准的检测方法以及可生成此类数据的设备的出现,将有助于在研究员、设计师和制造商之间简化数据通信,从而有望使悬垂性检测在国际上达到协调一致。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论