热融流钻螺钉连接点返修可行性研究
随着节能环保及能源危机意识的增强,汽车轻 量化已经成为当今汽车行业发展的重要趋势之一。 铝合金因密度小、强度高的特点,近年来成为汽车 白车身轻量化的热门材料。汽车白车身的铝合金部 件主要有冲压铝零部件、挤压铝零部件和铸造铝零 部件三种。挤压铝零部件和铸造铝零部件在汽车白 车身上一般用做结构件,由于其封闭或半封闭结构 的特点,在很多情况下,双侧进入式连接工艺很难 实现这两类零部件与其他零部件的连接。
热融流钻螺接工艺(下文简称“FDS”)属于 机械连接工艺,是一种从单侧进入即可实现两层或 三层钣金连接的新型连接工艺,FDS 连接工艺能 够很好地解决挤压铝零部件和铸造 铝零部件与其他零部件的连接问题。
FDS 连接工艺在汽车白车身的 大量应用,使得采用 FDS 连接工艺 的白车身发生碰撞变形后的返修工 作,成为一个重要课题。然而,目 前关于 FDS 连接点的返修相关研究 仍然较少,导致行业对 FDS 连接点 的返修可行性认识不足。
FDS、FDS 返修钉和抽芯拉铆 三种工艺对 FDS 连接点均具备返修 可行性。在对 FDS 连接点进行返修 时,推荐返修工艺顺序为:抽芯拉铆 > FDS 返修钉> FDS 螺接。当采用 FDS 返修钉或抽芯拉铆返修时,若 未配合使用结构胶,为保证连接强 度与设计状态一致,建议采用 2 个返修点替代 1 个 FDS 连接点。
试验方案及试片准备
1. 试验方案 FDS 连接点返修可行性试验方案:
(1)采用 FDS 连接设备将表 1 所示两个搭接组合各连接 24 个剪切试样;
(2)取其中 6 个剪切试样,采用 FDS 连接工艺进行返修;
(3)取其中 6 个剪切试样,采 用 FDS 返修钉工艺进行返修;
(4)取其中 6 个剪 切试样,采用抽芯拉铆工艺进行返修;
(5)保留剩 余 6 组试样,作为对照组;
(6)分别对每种搭接组 合的 24 个剪切试样开展剪切试验;
(7)对比三种返修工艺过程指标及剪切试验结 果。
2. 试片准备
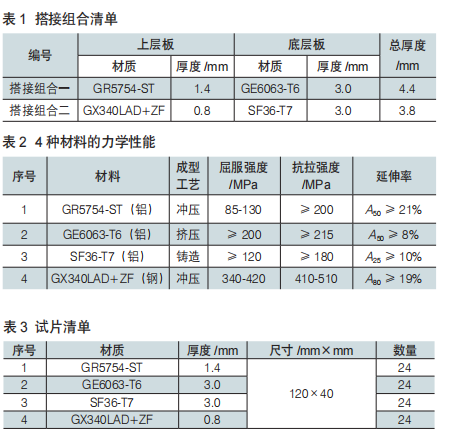
该试验需采用 4 种牌号的材 料,包括钢材(GX340LAD+ZF)、 挤压铝材(GE6063-T6)、冲压 铝材(GR5754-ST)和铸造铝材 (SF36-T7),4 种材料的力学性 能如表 2 所示。 该试验共采用 4 种试片,具 体试片清单如表 3 所示。
试验开展
1.FDS 剪切试样的制备
将标准尺寸的试片依序放 置在试验台上,在 FDS 连接设 备中设定最优工艺参数,采用 M5×22 型号的 FDS 螺钉将搭接 试片连接成图1所示的剪切试样。
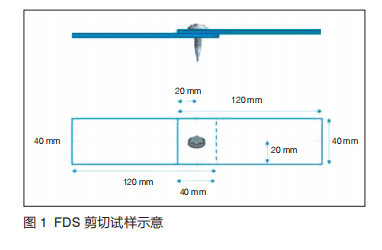
采用表 3 所列试片按照表 1 的两 个搭接组合连接成 FDS 剪切试 样,每种搭接组合采用相同的工 艺参数重复连接 24 个剪切试样。
2.FDS 连接点返修
将搭接组合一和搭接组合二 各自 24 个剪切试样分为四组, 每组有 6 个 FDS 剪切试样,第 一组采用 FDS 连接工艺进行返 修,第二组采用 FDS 返修钉工 艺进行返修,第三组采用抽芯拉 铆工艺进行返修,第四组不进行 返修。
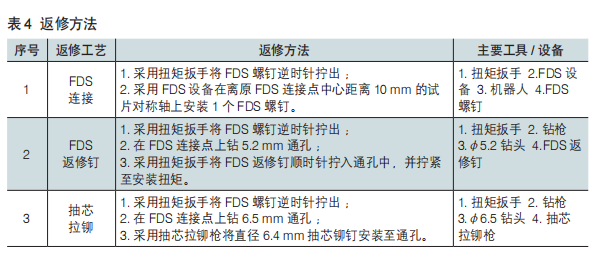
作为对照组,三种返修工 艺的返修方法如表 4 所示。
3. 剪切试验
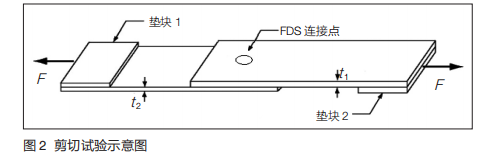
将 FDS 剪切试样及返修后 的剪切试样的两端分别夹持在万 能试验机的两个夹头上,并按照 图 2 所示,在试片夹持位置各放 置 1 个垫块,垫块厚度与侧试片 厚度相同。剪切试验速率设定为 5 mm/min,剪切力从 0 N 开始 增加,直至剪切试样完全分离, 剪切试验结束,记录每个搭接组 合的 24 个剪切试样的载荷位移 曲线、最大剪切力以及破坏形式。
试验结果
1. 剪切试验结果
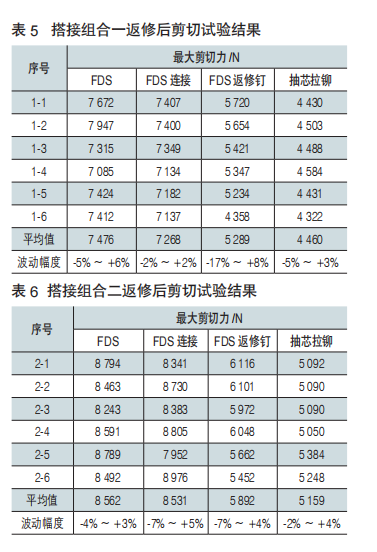
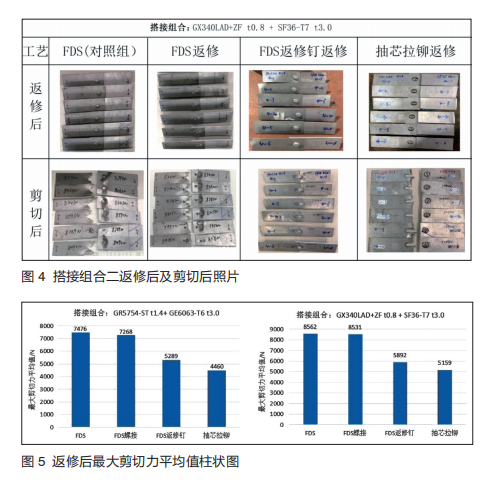
图 3 所示为搭接组合一 GR5754-ST t1.4+ GE6063-T6 t3.0 采 用 FDS 连 接、FDS 返 修钉、抽芯拉铆返修后和剪切 后的图片。图 4 为搭接组合二 GX340LAD+ZF t0.8 + SF36-T7 t3.0 采 用 FDS 螺 接、FDS 返 修钉、抽芯拉铆返修后和剪切 后的图片。表 5 为搭接组合一 GR5754-ST t1.4+ GE6063-T6 t3.0 返修后的剪切试验结果。表 6 为搭接组合二 GX340LAD+ZF t0.8 + SF36-T7 t3.0 返修后的剪 切试验结果。
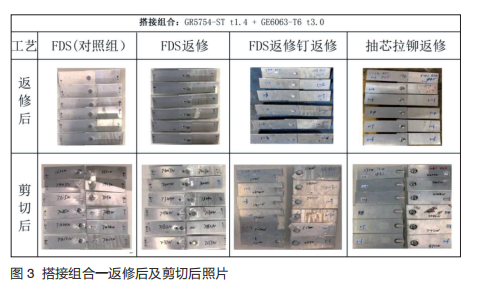
从 表 5 可 以 看 出,FDS、 FDS 返修和抽芯拉铆返修后的剪 切力波动幅度为-5%~+6%以内,波动范围较小,剪切强度稳定性 好; FDS 返修钉返修后的剪切力波 动幅度为 -17% ~ +8%,波动范 围较大,剪切强度稳定性较好。
从 表 6 可 以 看 出,FDS、 FDS 连接返修、FDS 返修钉和抽 芯拉铆返修后的剪切力波动幅度 为 -7% ~ +5% 以内,波动范围 较小,剪切强度稳定性好。
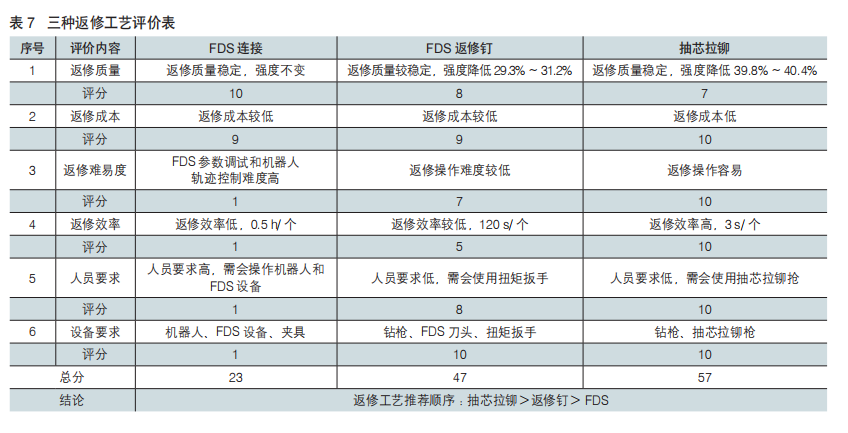
两个搭接组合的最大剪切力 平均值柱状图如图 5 所示,从图 中可以看出:
(1)采用 FDS 连接 工艺对 FDS 进行返修,最大剪 切力基本不变;
(2)采用 FDS 返 修钉对 FDS 进行返修,最大剪 切力降低 29.3% ~ 31.2% ;
(3)采用抽芯拉铆对 FDS 进行返修, 最大剪切力降低 39.8% ~ 40.4%。
2. 三种返修工艺过程评估
记录三种工艺的返修过程, 并从返修质量、返修成本、返修 难易度、返修效率、人员要求和设备要求,共六个维度进行评价和打分,最终评价结果见表 7 所示,结果表 明 FDS 的返修工艺推荐顺序为:抽芯拉铆> FDS 返修钉> FDS 连接。
结论
综合 2 个搭接组合的 3 种返修工艺返修后的剪切试验结果,可以得出如 下结论:
1. 采用 FDS 连接工艺返修时,质量稳定、成本较高、难度较高、效率较 低、人员要求高、设备要求高;
2. 采用 FDS 返修钉工艺返修时,质量较稳定、成本较低、难度较低、效 率较高、人员要求较低、设备要求低;
3. 采用抽芯拉铆工艺返修时,质量稳定、成本低、难度低、效率高、 人员要求低、设备要求低;
4. 采用 FDS 返修钉工艺和抽芯拉铆返修时,若未配合使用结构胶,为保 证连接强度与设计状态一致,建议采用 2 个返修点替代 1 个 FDS 连接点;
5. 综合对比,在对 FDS 连接点进行返修时,推荐返修工艺顺序:抽芯拉 铆>返修钉> FDS 连接。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论