提高曲轴疲劳强度的滚压工艺及参数
发动机运转过程中,在气体爆发压力、往复惯性力和离心力的作用下,曲轴要承受很大的交变弯曲应力和扭转应力,所以对曲轴的抗拉强度、刚度、耐磨性、耐疲劳性以及冲击韧性等提出了更高的要求,提高曲轴的疲劳强度显得至关重要。圆角滚压是目前最有效的曲轴强化方法,它具有生产效率高、强化效果显著等优点,因而为国内外汽车发动机曲轴生产普遍采用。
滚压工艺的分类
曲轴滚压工艺根据其圆角加工方法和滚压工序在曲轴加工工艺流程中的次序,可分为三种:成品滚压、半精加工滚压和沉割滚压。
成品滚压是在曲轴加工到产品尺寸后进行圆角滚压,它有两个缺点,一是滚压后在轴颈与圆角过渡处有挤出的凸缘,二是滚压后曲轴径向跳动增大。
半精加工圆角滚压是在磨削前滚压, 优点是可以消除滚压时的凸缘,但由于精磨时磨去了圆角处部分的强化层,直接影响了曲轴疲劳强度大小,因此对强化层和磨削余量的控制较严格。
沉割滚压是在曲轴圆角处加工一个沉割槽,滚压强化部位在槽内,在后序磨削轴颈时不会破坏滚压硬化层,不用担心磨削余量大小对曲轴强度的影响,不但提高了曲轴的疲劳强度,而且还提高了沉割槽的硬度和表面粗糙度。
沉割滚压工艺在国外及国内引进的发动机生产中应用十分普遍。但是,滚压过程中滚压参数的选择,尤其是滚压力的选择相当重要,若滚压力太小,可能对提高曲轴疲劳强度的效果不大;滚压力太大,可能不仅曲轴疲劳强度提高不大且会使滚压系统在大的压力下加快磨损。因此,选择合适的沉割滚压参数对曲轴疲劳性能的改善有着很大的影响。
沉割滚压工艺及参数研究
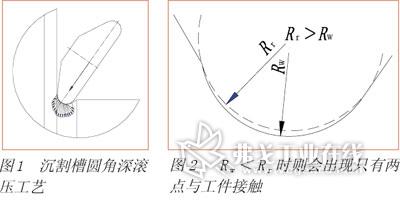
沉割槽圆角深滚压工艺是通过滚轮在沉割圆角处滚压产生压缩残余应力,增加沉割圆角表面硬度和改善圆角表面粗糙度,来提高曲轴的疲劳强度(见图1)。通过合理的沉割圆角滚压后,曲轴的疲劳强度可提高至少130%以上。
1.沉割槽圆角
由于发动机曲轴形状复杂,曲柄各部位的截面大小在轴线方向急剧变化,轴颈与曲柄过渡部位结构截面变化大且形成垂直转折,使曲轴此部位跟其他部位应力分布不均,应力集中严重。在曲柄臂到主轴颈和曲柄销之间的过渡圆角处应力最大,是整个曲轴部件结构截面尺寸的最薄弱部位。另外,过渡圆角一般都是用成形刀车削或铣削加工,表面质量不高,极易产生显微裂纹,在长时间的循环交变载荷下便会产生裂纹,最终导致疲劳断裂。因此,在滚压前对改善曲轴疲劳强度的沉割槽圆角尺寸、形状及表面粗糙度有一定的要求:
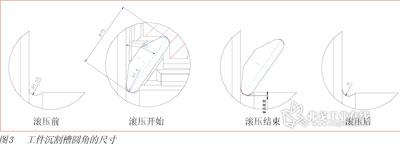
(1)沉割槽圆角半径Rw要大于滚轮半径Rr,即Rw>Rr。如果Rw<Rr(见图示2),则会出现只有两点与工件接触,且滚压效果不好甚至出现损坏滚压轮的现象;当然,滚压轮半径Rr要比工件半径Rw小多少还要视具体的圆角尺寸、工件材料等来确定。
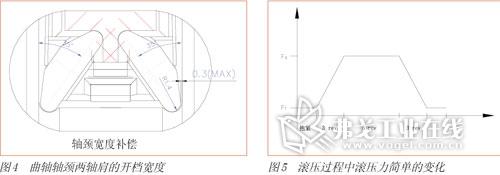
(2) 沉割槽圆角滚压后一般也有一定的凸起,滚压后的沉割圆角要比滚压轮的半径Rr小一些,因为材料都有一定的弹性,在极大的滚压力突然取消后,沉割圆角会有一定的收缩,具体小多少跟曲轴的材料有关,弹性好的材料滚压后可能会比滚轮半径小得多。图3分别给出滚压前、滚压开始、滚压结束及滚轮退出滚压后工件沉割槽圆角的尺寸,一般来说滚压后圆角的尺寸R比滚轮半径R1.4mm要小一点。滚压完后表面粗糙度一般能提高一级,滚压圆角表面也会有一薄层硬化层。沉割槽的滚压深度同滚压力大小、曲轴材料和曲轴几何尺寸有关,单边一般会加深0.03mm以上。
2.参数的设定
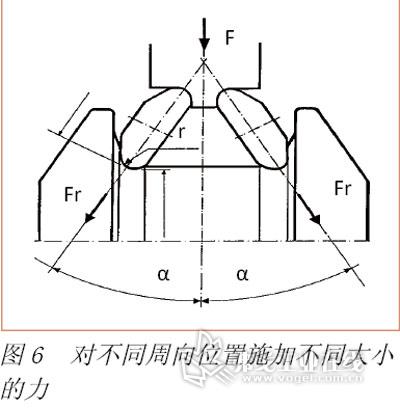
进行滚压之前,在整个滚压轮与支承轮抱紧曲轴时,如果曲轴轴颈两轴肩的开档宽度偏离理论值太大,也会给滚压带来较大的问题(见图4)。若开档宽度太小,可能使滚压轮在抱紧曲轴过程中撞在曲柄臂上而损坏滚轮;若开档宽度太大,可能会使滚轮在滚轮过程中窜动太大。因此,对滚轮的要求和工件的开档尺寸公差有一定的要求。对于Hegenscheit的设备来讲,一般开档宽度在0.3mm以内均可以满足生产,其他厂家的设备开档宽度一般小于0.3mm,因此对提供给滚压的毛坯要求较严格一些。
3. 滚压圈数的要求
在滚压过程中,对滚压圈数也有一定的要求。如果滚压太久:首先是浪费较多的节拍时间且对曲轴的疲劳强度没有太大的提高;其次是滚压圈数太多可能会在圆角处产生冷作硬化,不但疲劳强度得不到提高,而且可能还会降低其疲劳强度。因此,根据经验,滚压圈数一般选择“3-6-3”或“3-9-3”,滚压过程滚压力的简单变化如图5所示。
4. 主轴颈跳动的影响
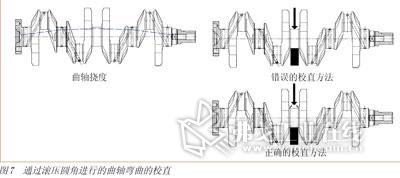
滚压过程中需要在曲轴的各个圆角部位施加很大的作用力,会引起曲轴的变形,所以滚压后曲轴的主轴颈跳动一般都会变大,这不仅对后续工序加工产生影响,而且会使废品率急剧增高,因而需要测量主轴颈跳动进行校直,根据实际测量值选择合适部位和压力继续滚压,对曲轴进行校直。滚压校直的次数不能进行太多,否则会因多次滚压而无法恢复或滚压圆角破损而使曲轴报废,故根据曲轴的状况选择不同的滚压参数,研究强化过渡圆角的滚压工艺是非常重要的。滚压校直不是简单地对曲轴的主轴颈进行挠度校直,而是通过对不同周向位置施加不同大小的力(见图6) ,通过滚压圆角进行的曲轴弯曲的校直(见图7)。
5.沉割槽滚压力
沉割圆角滚压的主要影响因素除了曲轴本身的状况、圆角尺寸、滚轮的形状和滚压时间等有关外,更为重要的是取决于滚压力的大小。滚压强化的疲劳极限随滚压力增大而增大,但过高又会使材料表面产生冷作硬化,甚至出现裂纹而导致疲劳性能降低,还会引起曲轴弯曲变形,主轴颈跳动超差。因而,合理选择滚压力的大小对曲轴疲劳强度的提高起着决定性的作用。
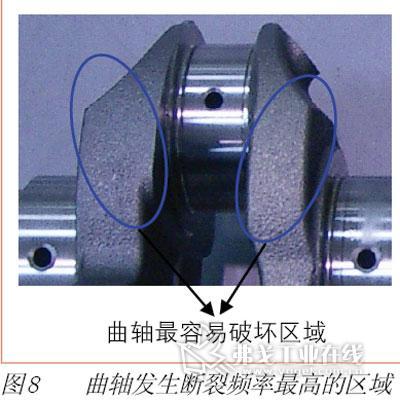
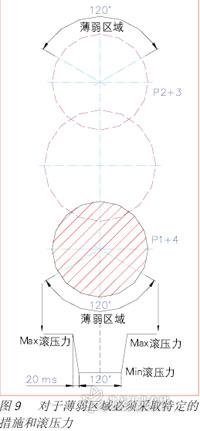
发动机在运行过程中,主轴颈一周的沉割结构和受力基本是均匀的,所以滚压轮在滚压主轴颈沉割槽过程中,滚压力也应基本保持不变。但是对于连杆颈而言,存在着一个薄弱的区域,也是曲轴发生断裂频率最高的区域(见图8),大概在曲柄销顶部120°的范围。因此,对于这个特定的区域就必须采取特定的措施和滚压力(见图9),每个轴颈的滚压系统都是独立的、可调的,且在连杆颈圆角不同方向上的滚压力是不同的,由伺服传动系统控制曲轴旋转的转速和旋转角度,同时由液压伺服控制系统控制液压过程的压力负载,在此薄弱区域采用较小的压力,在其他区域采用大的滚压力。
滚压沉割对曲轴疲劳强度的影响
目前,国际上的圆角滚压设备主要有Ingersoll的ADFR系列、Hegenscheit的7893系列及日本丰田工机圆角滚压机,国内有青海二机床厂的QH2系列滚压机。在此,我们采用Hegenscheit的7893_01R圆角滚压校直机分别做两组试验来验证滚压沉割对曲轴疲劳强度的影响。
1.试验试件
试验曲轴试件采用某两种型号的曲轴A型和B型,其主要几何尺寸要求如表1所示。

上述两种曲轴硬度为240~285HB,球化率>75%,石墨球化率2级,珠光体数量>90%,在精加工之前进行圆角滚压强化和校直,不进行热处理。
对A型曲轴进行两组除滚压力外其他参数均相同的试验,滚压力分别为小于5kN和9kN;对B型曲轴也进行两组除滚压力外其它参数均相同的试验,滚压力分别为7kN、9kN和12kN。
2.试验方法
采用DCW-400大功率共振式曲轴疲劳试验机、升降法和平面弯曲对称循环载荷,循环基数为1×107,采用50%存活率的试验方法:n(50%)= M-1×50%/ M-1。
工作弯矩计算依据下式:
M-1=πD2L1KGP/4L
式中 G——曲柄臂中心至主轴颈中心距离;
L1——连杆颈中心至主轴颈中心距离;
L——相邻两主轴颈中心距离;
D——气缸直径,0.0795m;
K——支承约束系数,全支承K=0.75;
P——气缸爆发压力。
计算结果:按照不同的G值,分别计算出A型和B型曲轴最大M-1,如表2所示。
3.试验结果
取有效数据,得到50%存活率的疲劳极限见表3;保持50%残存率疲劳强度的安全系数如表4所示。
基于保持50%残存率疲劳强度的最小安全系数通常为1.6~1.8,上述试验结论说明曲轴工艺均满足设计要求,曲轴沉割滚压能够大大提高曲轴的疲劳强度,有的甚至能提高310%。通过对A型曲轴的试验数据来看,滚压力的增大对曲轴的疲劳强度影响很大;通过对B型曲轴的试验数据来看,滚压力的增大对曲轴的疲劳强度改善不大。由此可见,对于不同的曲轴,滚压力在一定的范围内总存在一个合适恰当的滚压力对其疲劳强度有影响很大,太大或太小都会影响其性能。
结语
采用曲轴沉割圆角滚压工艺来提高曲轴的疲劳强度,根据滚压后圆角的半径,需要注意确认滚压前合理的沉割圆角半径Rw和滚压轮半径Rr之间的关系,并保证Rw>Rr;注意刀具设计时两滚轮的最大宽度与工件轴颈之间的关系,保证在抱入时不发生干涉;根据工件的材质、几何尺寸等选择合理的滚压工件转速、滚压次数,保证达到最佳的滚压效果。
曲轴连杆轴颈与曲柄过渡部位是一薄弱区域,经圆角沉割后,且在轴颈方向有一定的深度,使得圆角应力集中系数增大,曲轴结构强度下降,因而选择合适的滚压力进行沉割滚压是非常重要的,从上述滚压试验结果可以看出:
1. 太小的滚压力对提高曲轴疲劳强度影响不大,要显著提高曲轴疲劳强度需将沉割滚压力提高到一定的数值。
2. 滚压力在达到一定的数值之后,滚压力的增大对疲劳强度的提高并不显著,盲目地增大滚压力只会增加滚压工具的磨损,其次,还有可能会因过大的力量使曲轴产生裂纹、主轴颈跳动增大而无法校直及产生冷作硬化等导致工件报废。
因而,根据工件不同的材质、几何尺寸等合理安排、选择滚压的工艺和参数对提高曲轴疲劳强度相当重要,获得曲轴疲劳强度提高310%的显著效果也是可能的。
海马(郑州)汽车有限公司
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多