LZPT4项目中缸盖线线旁检具项目的实施
缸盖作为发动机的一个重要零部件,其加工质量的重要性不言而喻。其中缸盖上燃烧室高度及阀座的质量控制更为重中之重。本文为大家分享了LZPT4项目缸盖机线线旁检具项目实施过程中的问题以及解决方案。
2011年12月我公司拟建设某基地发动机工厂,我们将建造两条缸盖机加工生产线(即LZPT4项目)。为保证缸盖在机加工过程中的成品质量,我们决定为LZPT4项目中缸盖机加工线配备专用的线旁检具,主要配备功能性量规(直径通止规、深度触摸规等)和读数类量规(气动量仪、电子塞规以及带表塞规等);用来监控其过程加工质量并指导机床进行加工能力验收。
检具配备原则
首先,12级公差以上采用功能性量规。这类量规为定性检具,即只能判断这一测量参数的合格与否,无法直接读出测量数值。这类检具在生产线验收的时候无法给出具体的数值来指导机床的调整,但在正常生产时可以快速地判断产品的该项参数是否合格。
其次,10级到12级公差采用带表塞规数显卡尺等形式测量。带表塞规要求配备德国进口的Mahr Fedral数显表、进口Diatest测头,这类检具可以直接读取数值以判断该加工参数是否符合工艺要求,但需要人工绘制SPC控制图,观察控制加工趋势。
第三,10级以内公差采用电子、气动量仪。这类检具需通过一些辅助设备及相应软件才能够读取相对应的测量值:电子或气动量仪都需要连接到相应的计算机辅助设备上,测量结果显示在专业的测量软件界面上;气动塞规还需要配备气电转换设备,将气体的流量变化转换为电信号,在专业的测量软件中,得到需要的测量结果。这一类检具不仅能直观、准确地显示测量结果,还能够在测量软件中实时地绘制SPC控制图,便于现场质量的控制,同时也能够生成以Q-DAS数据格式的测量结果传输到服务器,便于更多不在现场的管理人员通过服务器了解现场质量,进行事后追溯,分析相关数据。

我们在缸盖线配置3个带有计算机辅助量仪的线旁SPC检测站,以精密传感器为技术支撑,由专业的供应商设计制造硬件电路,对传感器输出的信号进行气电转换处理,并采用德国PROMESS公司的一体式工控机及专用测量软件,实现测量后的自动运算,将测量结果同步显示在显示器上。并在测量一批零件后,根据相应的统计方法准确地绘制出产品的质量控制曲线图,进行SPC统计分析。
项目实施目标及解决方案
项目经过技术协议准备,招标、同步工程、图样会签、制造、预验收、发运和最终验收等几个步骤。
此项目拟解决如下问题:
首先,实现对缸盖燃烧室高度相对准确的测量,使测量位置更准确,减少人为因素的影响,避免传感器位置发生偏移。
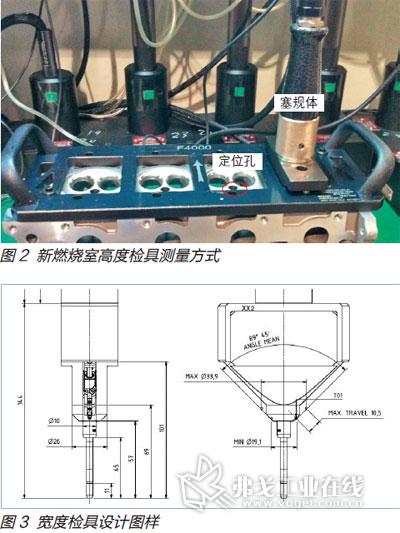
由于燃烧室高度需要测量的点是毛坯面,未经过任何加工,所以务必要确保每个人在测量位置的一致性,确保不同的操作者在测量相同的工件时,测量位置大致相同。在LZPT4项目中,燃烧室高度测量采用了电子深度规加模板的测量方式(见图1),但由于模板没有精确定位、塞规体的加紧方式较差,导致在长久使用后,由于测量位置不统一、传感器位置偏移,测量结果的重复及再现性较差。在LZPT4项目中,我们对模板进行了改进,模板上采用一面两销的定位方式,使模板与工件之间的位置确定下来,然后根据图样上标明的燃烧室高度测量点的轴向位置,在模板的对应位置上打两个定位孔,使塞规放置的位置固定下来,以确保不同的操作者测量位置一致,并且改进了塞规体传感器的夹紧方式(见图2),使该测量问题得到解决。
其次,实现对缸盖座圈精加工后的宽度、角度以及密封性的测量
(1)宽度测量技术方案
在LZPT1项目中测量座圈精加工后的宽度时采用的是专用的带标尺的显微镜,人为因素影响较大且测量不准确。在LZPT4项目中,我们采用自动测量的方式,气电转换式测量专用接触式气动喷嘴,由电动机驱动沿阀座母线方向爬行并扫描表面轮廓,配置长量程电感传感器,记录测点的位置;通过软件的综合运算,可以计算阀座锥面母线的轮廓度、阀座上下边缘位置以及阀座的宽度;具备自动定标功能,测量过程完全自动进行,不受任何人为因素的影响。宽度检具结构如图3所示。
(2)角度测量技术方案:起点转换式测量,带2个球形气动喷嘴,180°对称分布于气门阀座上。一组角度校准件,包含角度最小值和角度最大值。被测零件的角度发生变化通过2个球测头位移来反映,即当阀座角度增大时,球的位移量减小;反之,如果阀座角度减小时,球的位移量增大。在LZPT1项目中,发生过由于长期使用,检具定位面磨损,使测量位置发生变化,导致测量结果与调刀角度不一致的情况。所以,我们在LZPT4项目中检具的定位面上镶嵌了4个硬质合金点,避免由于长期使用,造成检具定位面的磨损。
(3)密封性测量的技术方案:气电转换式测量,采用带环形喷嘴的专用气动塞规360°完整接触气门阀座,测量阀座的密封性。一组密封性校准件,包含最小和最大值。测头上在阀座密封线部位布一个环形气动喷嘴,宽度约为0.03mm,测量阀座的密封性时,在喷嘴的上、下面各加工0.1mm宽的理想贴合带,与阀座贴合。如果阀座与该贴合面完全密封,则压缩空气无法从环形喷嘴与气门阀座间流出;反之,如果零件的阀座角度、阀座圆度和跳动等加工有误差,则可以从泄漏量的大小上直观地反映出来。
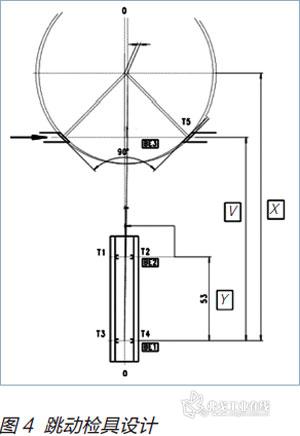
第三,实现对阀座圆度、跳动的测量
导管部分配2个测量截面4个孔式喷嘴,喷嘴180°分布;阀座部分配1个球形喷嘴;在阀座部分镶嵌6个硬质合金点,增加测头的耐磨性;手柄部分配电动机驱动测头旋转并配合测量定位板使用,测量时检具手柄定位在定位板上,测量结果排除人为误差;配备最大/最小值综合校准件,根据零件的圆度和跳动最大公差要求设计制造,用于测头的日常标定以及测量结果的验证。测头阀座部分加工一段圆弧面作为测量时的机械基准,即气门阀座的中心点BE3;导管部分两截面各2个喷嘴(T1、T2、T3和T4),测量导管孔的中心BE1和BE2;通过公式计算出导管孔相对气门阀座的同轴度,检具设计如图4所示。阀座部分的球形喷嘴(T5)在测头旋转过程中,扫描阀座并计算阀座的圆度;同时,通过与导管孔相对气门阀座的同轴度的测量数据合并计算气门阀座的
跳动。
项目成果
2013年2月,LPZT4项目缸盖线的6个线旁SPC检测站(2条生产线)按照通用标准MSS验收方法对其性能、精度等指标进行验收,测量系统稳定,全部通过终验收。至5月底,已经支持缸盖线CNC加工中心验收3个月,期间运行状况良好。后续使用中我们将按照相应的周期对此批检具进行MSA分析,保证测量系统的可靠性、准确性。
上汽通用五菱汽车股份有限公司
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多