三代钢QP980-EL结构件回弹分析与控制
当代汽车正朝着轻量化、低排放与节能的方向发展。QP980-EL具有良好的强度和塑性,特别适用于加工汽车结构件、防撞件及内部加强板。在满足车身整体性能的前提下,采用QP980-EL代替传统钢板是实施汽车轻量化、提高汽车行驶和安全舒适性能、降低燃油消耗、减少排放和减轻环境污染的一项重要手段。
Q&P(Quenching and Partitioning)钢又被称为淬火分离钢,具有较好的强度和塑性,特别适用于加工汽车结构件、防撞件及内部加强板,QP980-EL的应用使汽车轻量化进入了新的阶段。目前,欧美及日韩主流汽车厂已经在诸多零件上应用了QP980-EL等高强钢板,但国内各大主机厂因为面临回弹控制困难、深冲成形性不足等许多技术难题,距离大批量使用还有一定的距离。如何有效解决上述问题以满足零件质量和尺寸要求,如何进一步推动QP980-EL在车身钣金件上应用,是工程技术人员非常关注的问题。
QP980-EL回弹问题的原因
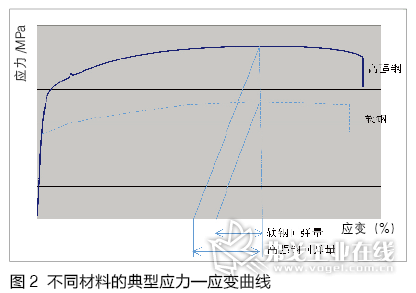
回弹是卸载过程中产生的反向弹性变形(图1),是板料冲压成形过程中存在的一种现象,是由卸载过程中内力重新分布引起的。图2是高强钢与软钢材料的典型应力—应变曲线。从图2可以看到,在同样的应变条件下卸载,高强钢板的回弹比普通钢板的回弹要大得多。

结构件回弹分析与控制
1.回弹量测量与分析
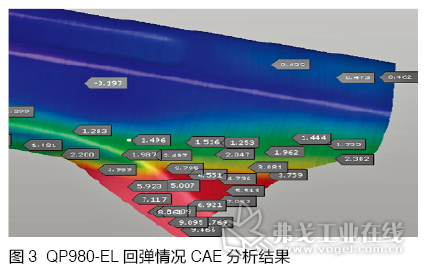
为有效评估零件实际回弹情况,工程人员基于现有模具进行了试验,经测量,同一零件、同等模具状态情况下,QP980-EL相对B340/590DP,其回弹量增大了10~15 mm。为了有效分析零件回弹情况,在零部件开发过程中,工程人员引入了CAE模拟分析,以准确预测回弹(图3)。
2.回弹控制
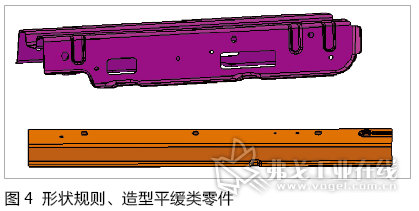
为尽量减少回弹对零件尺寸造成的影响,工程技术人员在零件设计阶段就要充分考虑回弹控制策略。在车身布置和零件性能满足要求的情况下应做到形状相对规则、造型变化平缓、型面起伏较小,以及零件侧壁长度方向尽量做直(图4);尽力避免成形负角或拉延负角;增加防回弹形状、筋等。
零件设计完成后,在工艺开发阶段,需要重点关注回弹控制方法的应用。结合模具开发一般程序,在对应环节需采用如下策略:
1)成形工艺:过翻边、过成形及模具表面处理。
2)拉延工艺:过拉延、拉延坎及模具表面处理。
3)翻整工序:过整、侧整及模具表面处理。
3.回弹控制成果
在设计及工艺开发过程中采取了上述措施,零件回弹量得到了有效控制,CAE仿真模拟的结果与现场实物的测量结果基本一致。借助检具、三坐标及白光扫描手段对零件进行了测量,自由状态下零件的回弹量已全部控制在毫米以内,符合率可达到90%以上,对应总成尺寸也成功达标。
结论
通过对QP980-EL结构件回弹量的控制和优化我们可以得知,在零件设计阶段,在车身布置和零件性能满足要求的情况下应尽量简化零件结构,以便于工艺开发过程中优选更利于控制零件回弹的成形工艺。
同时借助CAE成形分析软件,把工艺开发过程中常用的策略应用到零件同步开发工作中,可以准确、快速、经济地验证方案可行性,预知并解决了现场可能出现的风险和问题,可有效提高零件质量,降低零件开发成本,缩短模具制造周期。
AI《汽车制造业》
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多