主动锥齿轮早期失效分析及控制
本文针对MAN车桥的主动锥齿轮常见早期失效形式,对失效件进行了检测和原因分析,提出防止失效的改进和控制措施,以提高齿轮的入库合格率,降低主动锥齿轮的早期退货率。
圆锥齿轮是车桥的关键传动部件,在车桥工作过程中起着传递动力和改变速度的作用;啮合齿面既有滚动又有滑动,此外轮齿根部还承受交变弯曲的作用,这就要求齿轮表面具有较高的硬度和耐磨性,心部具有较高的强度和较好的韧性。我公司MAN车桥的主动圆锥齿轮采用22CrMoH材料,经渗碳、淬火以及低温回火处理等工艺,保证了齿轮表面的硬度和耐磨性,以及心部的强韧性。
但是近期,MAN系列车桥在装配、调试及试车过程中发生多起因主动圆锥齿轮失效而造成的产品不合格,给客户带来损失。其主要失效形式为贯穿轴齿开裂、轴头螺纹根部R处断裂和压轴承端面断裂。为此,我公司组织相关人员针对这一问题进行了细致分析,找出主动圆锥齿轮失效原因,并采取相应措施降低齿轮因早期失效而造成的退货率。
失效齿轮的检验
选三种典型的失效主动圆锥齿轮,分别从宏观、金相、硬度及成分等角度进行检测和分析。
1.宏观检测
在装配A供应商的锥齿轮副时,连续发现多起主动齿轮开裂现象,裂纹纵向贯穿轴齿(见图1)。其主要表现为:裂纹细长,一端贯穿了轴颈、花键,直达螺纹部位;另一端沿至螺旋齿。对开裂部位进行剖切,发现裂纹深度约3/4半径,无氧化痕迹,说明裂纹为热处理后所产生的。在花键与光径过渡部位,距离表面约3mm处有一条白亮线(见图2),即裂纹源,裂纹扩展迅速、发纹较多,初步分析为原材料夹杂物。

此外,同厂家同批次的主动锥齿轮在整车调试过程中又出现两起断裂问题,均发生在与小轴承配合的端面处(见图3)。清洗断口未见明显夹杂,断面凹凸不平,端面及R处未见明显磨削裂纹。裂纹源位于R过渡处的表层,有轻微的氧化,无裂纹扩展区,因断裂发生在调试过程中,不存在大冲击载荷,与受力关系不是很大,所以需对裂纹源进一步分析。
使用B供应商提供的圆锥齿轮在整车运行到4000~5000km时,发生了几起主锥断裂问题,不同的是断裂发生在轴头螺纹根部的R过渡区,其宏观形貌特征如图4所示。裂纹源在最表面,体现为多裂纹源的脆性断裂特征,裂纹扩展迅速。
2.金相组织、硬度及成分检测
对A供应商的开裂及断裂主动锥齿轮进行了金相及硬度的检测,结果如表1所示。由金相检测结果可知,R过渡处及螺纹部位在渗碳淬火后经过感应退火处理,组织为回火屈氏体,只是螺纹牙顶部有轻微的半脱碳现象,其余均符合技术要求,但这不是开裂的主要原因。成分检测结果如表2所示,化学成分中的Cr、Mo含量均为标准的最上限。
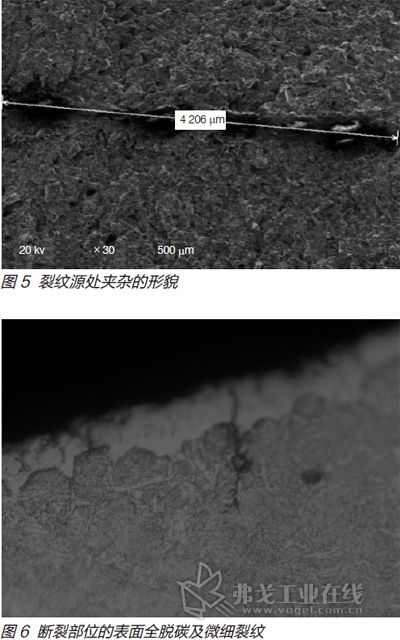
对开裂主锥裂纹源处的白亮线进行电镜和能谱仪分析,发现白亮线处的Al含量较高,进一步检测为Al2O3夹渣,呈带状偏聚,夹杂形貌如图5所示。由此可以推断,该夹渣是造成主动锥齿轮纵向开裂的主要原因,所以此缺陷是由原材料引入的问题引起的。

剖切、清洗A供应商的断裂主锥,显微镜下显示裂纹源附近有明显的氧化脱碳现象,裂纹为热处理前裂纹;随后对同批次的库存件进行纵切,锻造流线完好;模拟该齿轮锻造过程,在此断裂部位不产生锻造折叠,说明是原材料裂纹。经钢厂查看发现,断裂主锥为锻造坯料的尾料,后续加工制造过程中未及时发现,导致不合格品流入。
对螺纹根部R处断裂的失效件理化分析发现,R部位存在局部渗碳,经感应退火处理,渗碳部位表面存在半脱碳现象,表面硬度为42~43HRC,未渗碳部位出现全脱碳,表面硬度为32HRC;感应退火层深明显较浅,退火不充分,内部应力释放不彻底,同时R部位表面存在较多的微细裂纹,长度为0.03~0.07mm(见图6),微裂纹沿着晶界伸向组织内部。
造成失效的原因分析
1.开裂产生原因
Al2O3夹杂物为脆性不变形夹杂物,属应力集中部位,在钢材热加工变形时,它能将基体划伤,在周围产生应力场,直至在交界面处产生孔隙或微裂纹,成为裂纹的起始点。当零件经过渗碳、淬火、回火以及退火等处理后,在组织应力和热应力的共同作用下,加速位于次表层高应力区的夹杂微裂纹扩展;另外,22CrMoH中的Cr、Mo含量又均为成分标准的最上限,使得材料的淬透性过高,淬火马氏体淬层较深,心部基本淬透。加剧了微裂纹的扩展,并沿着轧制、锻造方向扩展,经装配过程的敲击作用,裂纹沿至表面。由此可知,Al2O3夹渣是主动圆锥齿轮开裂的主要原因。
2.螺纹根部R处断裂掉头的原因
断裂部位宏观为脆性断口,微观为沿晶开裂,经查测防渗涂料W-45K中含有15%的氧化铜,此氧化物造成渗碳淬火时表面出现脱碳现象,同时弱化晶界,致使裂纹在脱碳部位萌生,并沿晶界扩展,防渗剂也沿裂纹向里深入;又由于R过渡部位存在感应退火层深浅,应力释放不充分;经装配大转矩和整车运行过程中的冲击共同作用下,裂纹迅速扩展断裂。由此可知,防渗剂的成分设计不合理,防渗效果不佳,是主锥断裂的主要原因,后续应选用新防渗剂,并将防渗剂涂抹均匀,同时还应适当降低感应退火频率,延长退火时间,以提高退火层深。

改进及控制措施
基于以上分析,提出以下改进和控制措施:
1.要求钢厂严格控制冶炼过程,控制Al含量,增加吹氩时间,同时适当降低Cr、Mo的含量。
2.对尾料进行管控,建立尾料使用台帐,控制尾料不做MAN锥齿轮副;投料前和热处理后对齿轮进行100%荧光探伤,防止不合格品入库。
3.选用新防渗剂,防渗剂的涂抹方式由人工涂刷改为侵入和人工补涂;螺纹处必须进行防渗处理,此要求直接列入齿轮图纸中。
规范齿轮入库检测部位及要求,在理化轮齿部位的同时,必须每批理化R圆弧及螺纹部位。
通过上述锥齿轮失效分析,提出改进及控制措施,并对实施结果进行跟踪及质量控制,有效提高了入库件的合格率,大幅度降低了锥齿轮因早期失效的退货率,无形中提高了企业信誉。
陕西汉德车桥有限公司
龚淑娟
李峥
热点文章
-

智能汽车场景化开发:系统融合与 用户体验的协同研究
2026-07-20
-

“泰钽”来了!开启智能越野3.0时代
2026-07-22
-

基于传动效率的多模复合功率分流混合动力系统模式控制研究
2026-07-21
-

乘用车混合动力总成系统设计和性能仿真研究
2026-07-22
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

基于深度学习的电驱实验系统设计
2026-07-24
-

-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多