C齿磨齿加工精度问题及解决
0 前言
蜗杆砂轮磨齿工艺是齿轮加工常用的一种精加工方法,一般情况下,用磨齿砂轮作为磨具来磨削已经粗加工出的齿轮齿面,是齿轮齿面淬硬后消除热处理变形并进一步提高齿轮精度、改善齿面粗糙度的主要方法。
一汽DCT400偶数轴C齿热后精加工,采用蜗杆砂轮进行磨齿加工,使用金刚石滚轮对砂轮齿形及外径进行修正,保证砂轮的加工精度。
1 C齿磨齿问题及分析
C齿是六档齿轮,属于高速档齿轮,对齿面精度要求高,尤其是对齿面波纹度ffa要求更严格,有时齿面在磨齿加工时,因齿面的波纹度出现波动,导致DCT400偶数轴装箱测试时,测试台反馈六档测试有异响,测试无法通过,通过偶数轴检测及报告分析,最后确认为DCT400偶数轴C齿精度异常造成异响。
1.1 DCT400偶数轴检测方式
DCT400偶数轴C齿使用的格里森MM齿轮检测中心,对工件按90°分度共选4个齿进行检测,普通检测报告包含23项检测参数,评价齿形齿向的有16项,其中最常用到的有9项,如图1所示。
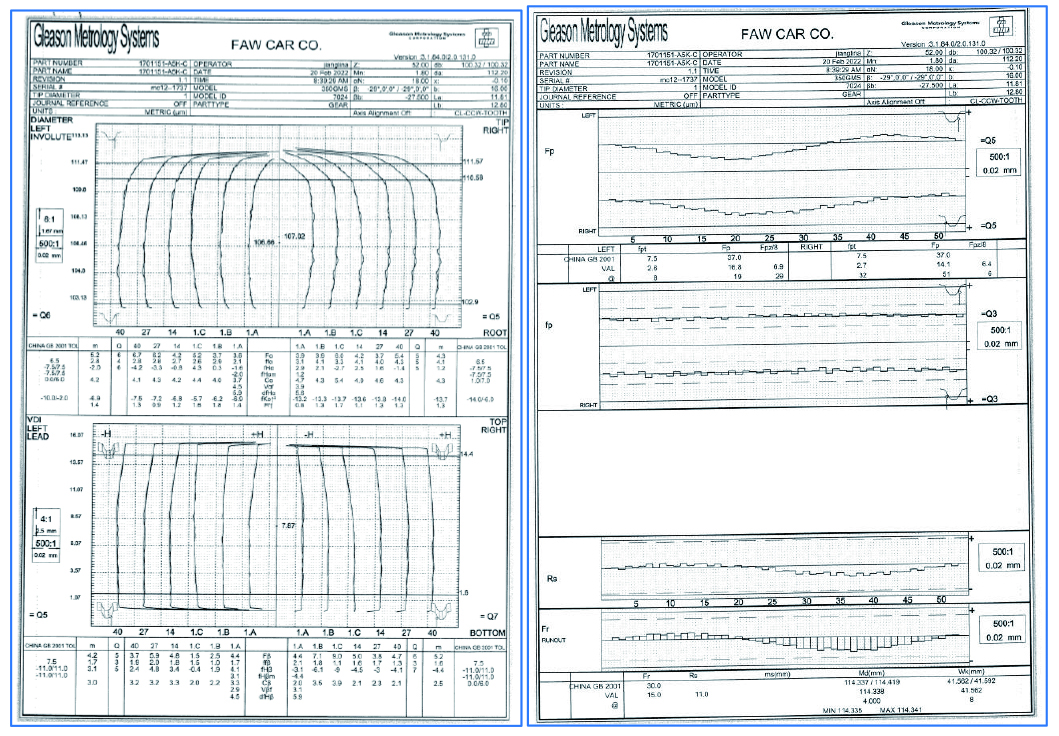
图1 格里森MM齿轮检测
1.2 检测报告分析
ffa是齿形形状偏差,用以评价齿形平滑程度,数值越小,越平滑,精度越高。针对评价齿形齿向的9项参数,“异响件”与“合格件”各选10件,进行对比。可以看到ffa参数存在明显差异,如图2所示。
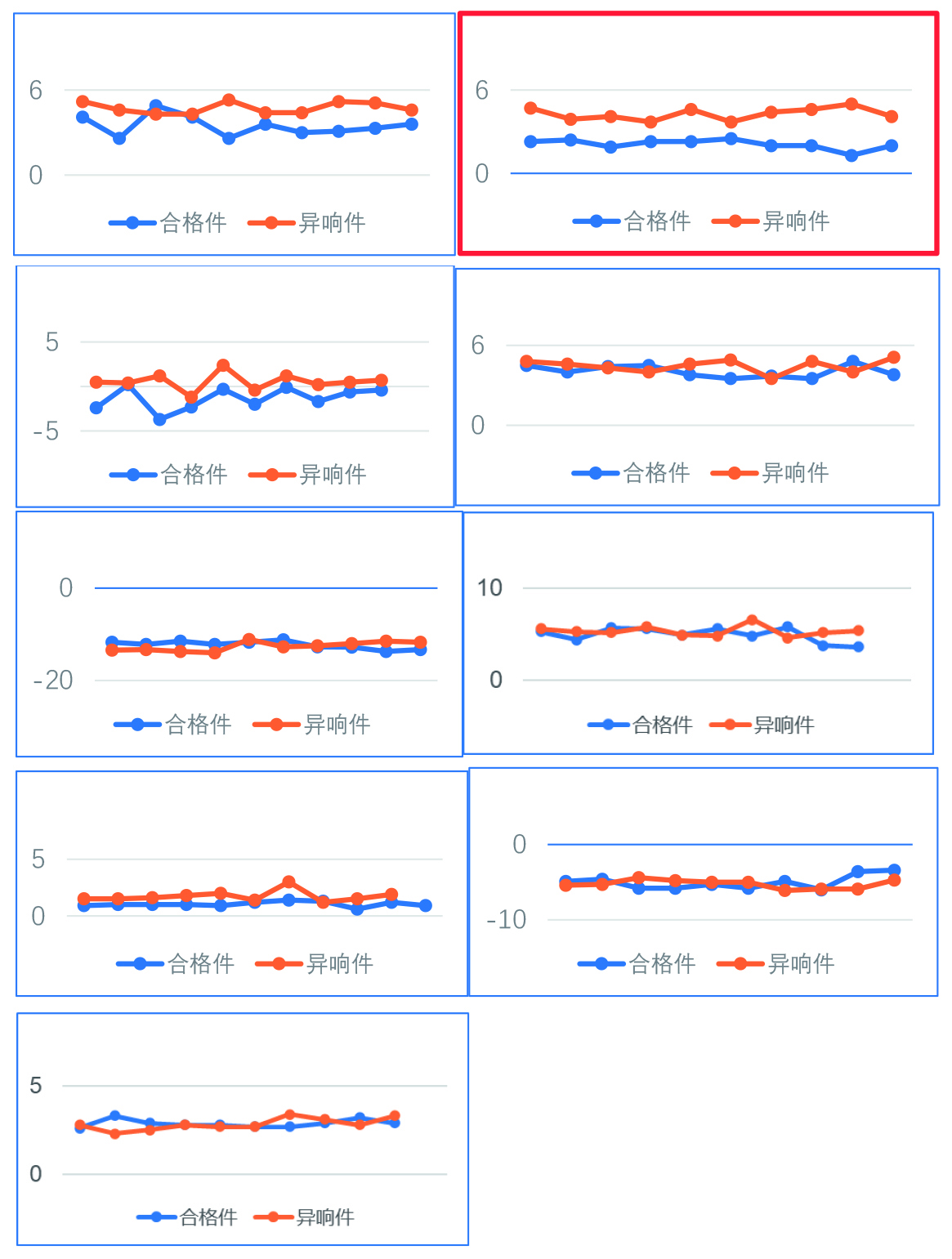
图2 ffa参数对比统计
2 分析人、机、料、法、环、测等对ffa的影响因素
通过分析人、机、料、法、环、测,我们发现夹具磨损精度下降、机床异常振动、砂轮异常脱粒和检测标准宽泛等是可能的影响因素,如图3所示,分别采取措施以期解决问题。
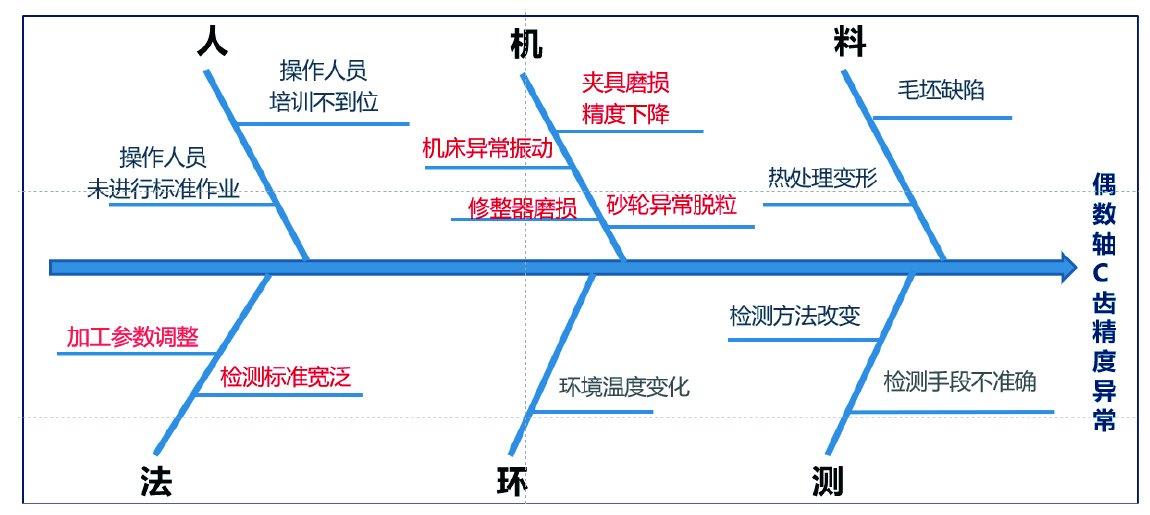
图3 多维度对ffa的影响
2.1 加工参数调整
调整砂轮转速从55m/s调整至50m/s,调整进给从140mm/min调整至100mm/min(最后精加工两刀),调整后首件MM检测结果显示ffa从4.1提高到3.5,但总成测试后仍有异响产生,因此调整加工参数并不能有效解决问题。
2.2 法:检测标准宽泛
异响件齿轮检测报告所有参数全部合格,但仍有异响件流出,确认检测标准宽泛是流出源。
2.3 机:夹具磨损精度下降
经排查,发现夹具本体与涨套接触部位已出现磨损,磨损痕迹最深处0.02mm,会影响夹紧效果,导致加工时异常振动,进而影响ffa数值。
2.4 机:砂轮异常脱粒
我厂所有工件磨齿使用的都是“德国泰利来”品牌刚玉砂轮,且砂轮入厂时为光板状态(通用),我厂根据生产需求随机开槽为特定工件专用砂轮,排查同批次其他工件,未出现ffa异常的问题,故基本排除砂轮脱粒性能的影响。
2.5 机:修整器磨损
我厂所有工件磨齿使用的都是“德国KPP”品牌修整器,排查同批次其他工件,未出现ffa异常的问题,更换新修整器后加工检测结果,ffa没有大的变化。
2.6 机:机床异常振动
经排查发现,机床切削油供油电机噪声较大,车间反馈近期噪声明显增大,振动大于从前。仔细检查发现磨齿机Y轴、Z轴丝杠轴承有间隙,基本可确定电机异常导致机床异常振动及轴承有间隙是真因之一。
3 效果确认
采取措施调整后,经过验证,偶数轴C齿的磨齿加工精度ffa恢复到以前的正常加工状态,最大值小于3.5μm,满足装箱要求,如图4所示。
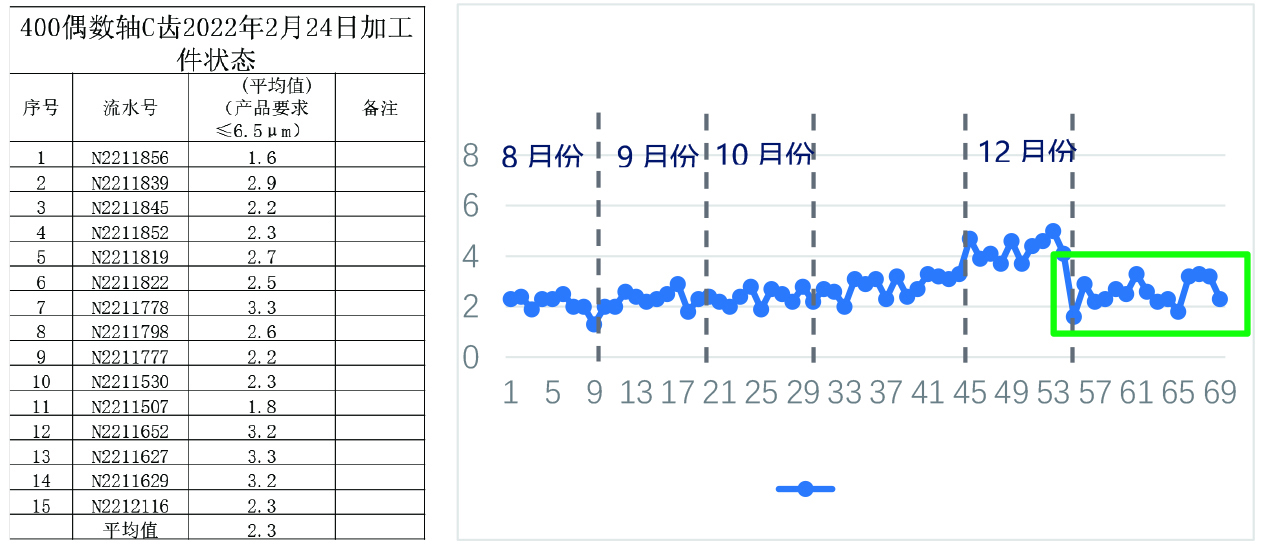
图4 状态检查
4 结论
经分析,导致此次DCT400变速器偶数轴ffa异常的主要原因是夹具磨损、机床异常振动、磨齿机Y轴及Z轴丝杠轴承有间隙。采取的调整措施包括:
(1)定期检测机床及夹具精度,发现异常及时处理。
(2)增加检测频次将MM检测裁砂轮的首件调整为MM检测裁砂轮的首尾件。
(3)提高齿面ffa的加工要求,由6.5μm提升为3.5μm。
(4)在砂轮及修整器使用寿命剩余1/4时,应增加机床、夹具及工件的检测频次,因砂轮及修整器后期精度会有所下降,这时机床及夹具精度出现不合格或在边缘状态,也会导致在磨齿加工时齿面ffa出现不稳定现象。
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:王首春 沈洪洋 王建平 王殿荣 ,单位:一汽集团动力总成工厂 。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
AI汽车制造业
龚淑娟
李峥
相关推荐
-

混合动力汽车总装主线装配工时削减策略
本文从设计端入手,建立整车设计工时核算系统,从集成化设计、标准件优化、固定点优化、工艺定位优化和新工艺新结构五方面进行分析,研究针对总装主线装配工时削减的推进策略和重点方案,以解决现有多动力能源汽车共线生产带来的产线节拍不平衡问题,从而降低整车制造成本,提升产品竞争力。
2024-08-03
-

-

基于粒子群算法的燃料电池仿真模型建模与分析
利用MATLAB/Simulink软件平台,对燃料电池的开路电压和极化作用引起的过电压分析计算,重点通过粒子群优化算法对公式中经验参数进行迭代寻优确认,形成一种实用且准确的燃料电池计算模型,经计算单体电压计算误差小于±3%。
2024-08-01


热点文章
-

基于深度学习的电驱实验系统设计
2026-07-24
-

动力系统主导车市质变,增程器迈入系统竞争
2026-07-23
-

采埃孚全球电子助力转向系统产量突破1亿
2026-07-24
-

-

-

AHTE 2026 展后报告新鲜出炉
2026-07-24
-

AMTS 2026 展后报告新鲜出炉
2026-07-24
-
基于深度学习的电驱实验系统设计
针对传统永磁同步电机建模方法难以兼顾精度与实时性的问题,本文基于深度学习技术提出一种融合物理约束的永磁同步电机降阶模型,通过深度神经网络实现对电机非线性电磁特性的精细化建模。围绕所提降阶模型,搭建了电驱实验系统,并将该模型集成至电驱系统中,实现了实时硬件在环验证。在不同工况下对降阶模型和传统dq轴解析模型开展实验分析,结果表明,所提出的基于深度学习的永磁同步电机降阶模型在保证高精度建模的同时,实现了更好的动态性能。该模型支撑的实验系统可用于电驱系统的快速仿真与控制算法研究,具有良好的工程应用前景。
作者:
-
动力系统主导车市质变,增程器迈入系统竞争
-
“泰钽”来了!开启智能越野3.0时代
-
乘用车混合动力总成系统设计和性能仿真研究
-
基于传动效率的多模复合功率分流混合动力系统模式控制研究
-
智能汽车场景化开发:系统融合与 用户体验的协同研究





评论
加载更多