浅谈车身轻量化对冲压的影响
随着技术的进步,拼焊钢板在汽车工业得到广泛应用。如今,拼焊钢板已应用在车身纵梁、骨架、地板、门内板、侧围和保险杠等各个部位。本文围绕车身轻型化对于冲压的影响进行阐述,分析了激光拼焊板在车身轻量化中的应用以及对冲压的影响。
通过降低汽车重量,可以有效减少CO2等的排放、减少化石燃料和原材料消耗,可以降低悬挂装置的负荷、降低振动强度并提高乘坐舒适性,因此轻量化成为汽车工业发展趋势。在一部整车中,白车身约占总重量的25%,如何降低车身重量显得尤为重要。为了满足车身轻量化需要,出现了拼焊板冲压、液压(管材)成形和复合板材成形等新的成形技术,出现了高强度钢板、铝合金以及镁合金等新材料,出现了激光焊接、机械连接等新的连接技术。本文围绕车身轻型化对于冲压的影响进行阐述,分析了激光拼焊板在车身轻量化中的应用以及对冲压的影响。
激光拼焊板简介
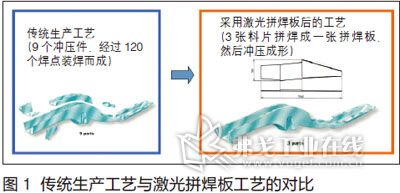
激光拼焊板是指将两张或多张不同厚度或不同材质的钢板通过激光对焊成一张钢板,然后进行整体冲压成形的工艺。在传统的白车身制造中,首先需要冲压若干零件,然后再焊接成分总成,在很多零件上需要焊接加强板类的零件。与此相比,拼焊钢板冲压有很多显著的优点:减少工件数量,从而减少加工环节、降低生产成本;降低工件重量,从而降低整车重量;减少累计公差,利用拼焊板冲压,可以使零件一次冲压成形,不需要将几个零件焊成一个零件,大大提高了零件尺寸精度;提高车身碰撞安全性能。图1所示为传统生产工艺与激光拼焊板工艺的对比
激光拼焊板的应用
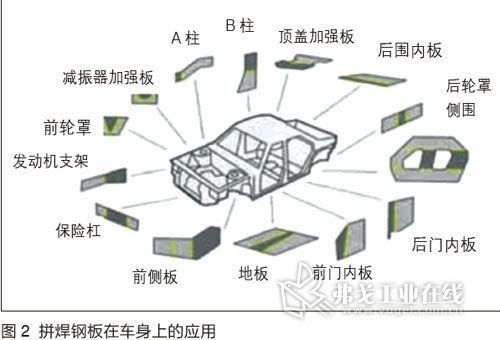
随着技术的进步,拼焊钢板已在汽车工业得到广泛应用,拼焊钢板已应用在车身纵梁、骨架、地板、门内板、侧围和保险杠等各个部位(见图2)。
目前,中高档轿车车身已普遍应用激光拼焊板;合资汽车厂轿车车型上的激光拼焊板采用其母公司(或合资伙伴)原始车型的设计。但考虑总体投资控制,部分拼焊件可能仍为CKD进口件(如一汽丰田的“皇冠”、一汽-大众的“高尔夫”);部分非关键拼焊件可能更改设计,改为等厚板件(如一汽-大众的“奥迪A6 L”的门槛板)。
国内汽车厂也已开始在车身应用激光拼焊件,并已形成成熟便捷的激光拼焊板供应网络,如宝钢集团已分别于北方、中东部及南方建立了三家激光拼焊板加工配送中心,并且其进一步计划在重庆与武汉再建立两家激光拼焊板加工配送中心。总之,国内汽车冲压模具厂已拥有丰富的加工激光拼焊件冲压模具的经验。
激光拼焊板的分类
1. 直线焊缝激光拼焊板
焊缝为直线,分为连续直线焊缝拼焊板和非连续直线焊缝拼焊板。直线焊缝激光拼焊板约占激光拼焊板总量的60%左右。
2.折线焊缝激光拼焊板
焊缝为折线,分为连续折线焊缝拼焊板(即人字形焊缝拼焊板)、非连续折线焊缝拼焊板及多焊缝组合拼焊板。折线焊缝激光拼焊板约占激光拼焊板总量的35%左右。
3.曲线焊缝激光拼焊板
焊缝的全部或局部为曲线,曲线焊缝激光拼焊板约占激光拼焊板总量的5%左右。
拼焊钢板冲压对模具的影响
传统模具用来冲压板料厚度、材料性能等一致的单一均质板料。在冲压拼焊钢板时,由于拼焊钢板各部分板料厚度、材料性能各不相同,导致拉延过程中坯料不均匀变形、焊缝发生位移,给模具调试带来很大影响。
因此,为了控制金属流动,尽量减少焊缝的位移应遵循以下几点原则:
1.在设计拼焊钢板、制定冲压工艺时要合理布置焊缝的形式和位置,要选用合适的母材、合适的板料厚度。
2.在模具调试时,需要对凸模、凹模和压边圈进行调整。首先合理布置拉延筋,控制金属流动;采用分瓣式压边圈,使拼焊钢板不同部位受到不同的压边力。
3.采用多气缸局部压边控制压边力。
芜湖凯翼汽车有限公司
龚淑娟
李峥
热点文章
-

-

智能网联汽车轨迹优化方法研究综述
2026-07-07
-

看见·增程的“第二生长曲线”
2026-07-14
-

中国企业出海中的人才战略与文化融合
2026-07-07
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

浅谈智能座舱与人机交互技术创新
2026-07-14
-

连接器如何破局?莫仕携“系统级决绝方案”迈入新阶段
2026-07-08
-
浅谈智能座舱与人机交互技术创新
在汽车电动化、智能化、网联化深度融合的产业趋势下,智能座舱已从配置竞争转向技术体系与落地能力的竞争。本文以零跑汽车为案例,从中央集成电子电气架构、高算力硬件、自研车机操作系统、多模态交互、舱驾融合以及车载大模型六大技术维度,对智能座舱与人机交互关键技术进行深入解析,并聚焦底层技术实现、工程化落地、量产应用效果与成本控制逻辑。研究表明,零跑汽车实现了高阶智能技术的大众化,为自主品牌提供了可复制的实践路径,验证了技术落地成效,并指明了未来优化方向。
作者:
-
看见·增程的“第二生长曲线”
-
面向ISO 34505的自动驾驶场景评价及测试优先级分析
-
国产化替代正当时:永铭车规级固液混合电容,为激光雷达发射端与算力核心提供高纹波耐受解决方案
-
智能网联汽车轨迹优化方法研究综述
-
AI《汽车制造业》增刊





评论
加载更多