金刚石刀具在发动机加工中的应用
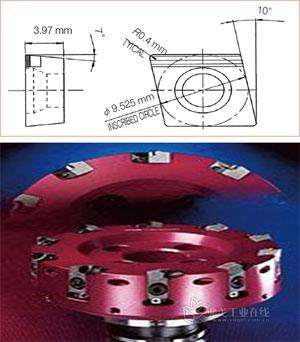
图1 缸盖加工金刚石刀具
本文分析了金刚石刀具在汽车发动机生产上的应用及其修磨方法,介绍了金刚石刀具加工的特点,阐述了金刚石刀具的切削性能和切削机理,讨论了提高其切削性能的方法和有效途径。
金刚石刀具材料包括单晶金刚石﹑多晶复合金刚石和人造聚晶金刚石复合片。人造聚晶金刚石复合片是以硬质合金为基底,表面有0.5mm厚的聚晶金刚石。 聚晶金刚石刀片是由作为表层的一定粒度的金刚石微细颗粒与作为基体的硬质合金在高温高压下烧结而成的复合体,由于它把金刚石的高硬度和耐磨性同硬质合金的高强度和韧性巧妙地结合在一起,因而能获得极优良的综合性能,能承受较大的冲击,可用于断续切削和采用较大的切削深度,而且其性能各向同性,不像天然金刚石那样各向异性,所以使用时不用调整刀片方位,并可多次重磨,最适用于非铁金属、有色金属的加工,且能对有色金属进行超精密加工。
超硬刀具的应用
1.金刚石刀具在发动机缸盖及壳体生产中的应用
聚晶金刚石刀片既适于加工高硅铝合金﹑淬火钢等高硬度、耐磨的材料,又可以加工有色金属及其合金,其寿命比硬质合金刀具高50~100倍。但在高温条件下,铁族元素与碳原子具有亲和性,产生冷焊作用而使刀具急剧磨损,故不适宜于加工铁族金属。
缸盖的材料牌号为AC4B,该铝合金材料比普通的铝合金材料强度要高得多,因此在缸盖生产过程中大量应用了PCD和CBN刀具,并获得了良好的经济效益。
缸盖OP10工序在加工中心上加工顶面﹑底面及定位销孔,在铰削定位销孔时,采用内冷金刚石阶梯铰刀,规格φ11.5-φ13.5-102L每次可加工25000件以上,采用的切削参数为转速10000r/min,切削速度361m/min,进给量0.18mm,进给速度1800mm/min。
在精铣﹑半精铣底面及顶面时,采用φ100-150L面铣刀,齿数Z=8,每齿为金刚石刀头, 刀号T1202,7-02711-02,采用的切削参数为转速10000r/min,切削速度3142m/min,进给量0.96mm,进给速度9600mm/min。
缸盖OP40工序在加工中心上加工进﹑排气门导管座底孔及火花塞孔,加工时均采用内冷金刚石复合铰刀,刀号T4106,规格为φ12.8mm、φ14.5mm、φ21.2mm、φ23mm、φ26mm的刀具每次均可加工3000~5000件以上,采用的切削参数为转速6000r/min,切削速度241m/min,进给量0.36mm,进给速度2160mm/min。
缸盖OP80工序在加工中心上加工进﹑排气门导管座底孔及火花塞孔,加工时均采用内冷金刚石或立方氮化硼复合铰刀,具体如表1所示。

图1所示即为人造聚晶金刚石复合片钎焊在机夹硬质合金刀片上制成的人造聚晶金刚石机夹刀片,刀片型号APHX100304ALU,该刀片用于4G13发动机缸盖生产线上。
2.加工缸盖和壳体时,积屑瘤的生成对质量的影响
用金刚石刀具精密切削缸盖和壳体等有色金属,如果不用切削液,通常会产生积屑瘤,切削速度变化影响积屑瘤的高度,当切削速度较低时,积屑瘤高度较高,切削速度大于314m/min时,积屑瘤趋于稳定,高度变化不大,说明低速切削时,切削温度比较低,较适于积屑瘤生长,且在低速时积屑瘤高度值比较稳定,在高速时不稳定。
(1)刀刃的微观缺陷直接影响积屑瘤的高度 例如在相同的条件下,完整刃的积屑瘤高度h为5mm,而有微小崩刃的刀刃积屑瘤高度达到18mm。 进给量很小时,积屑瘤高度h较大,在f=5mm/r时h值最小,f再增大时h值稍有增加,减小加工表面粗糙度,应消除或减小积屑瘤,使用切削液可以达到上述目的。
加工硬铝,以航空汽油为切削液,可明显减小加工表面粗糙度,并且在低速时表面粗糙度也很小,这时切削速度已和加工表面粗糙度无关,实际生产中加工铝合金、紫铜都使用切削液来消除积屑瘤的影响。
(2)精密切削时积屑瘤对切削力和加工表面粗糙度的影响 精密切削缸盖和壳体时,低速时切削力大,随切削速度增加切削力急剧下降,切削线速度达到200~300m/min后,切削力基本保持不变,积屑瘤高时切削力大,积屑瘤小时切削力也小,和普通切削钢时的规律正好相反 普通切削钢件时,积屑瘤可增加刀具的实际前角,故积屑瘤增大可使切削力下降,而超精密切削时切削力却增大。超精密切削的鼻形积屑瘤代替刀刃进行切削,积屑瘤和已加工表面剧烈摩擦使表面粗糙度加大,加工表面粗糙度直接和积屑瘤高度有关,即积屑瘤高度大、表面粗糙度大,积屑瘤小时加工表面粗糙度也小。切削力与切削速度的关系如图2所示。
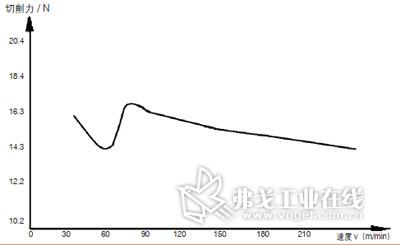
图2 切削力和切削速度关系
3.金刚石刀具在发动机壳体生产上的应用
在壳体生产线上广泛应用聚晶金刚石刀具,并取得了良好的加工质量和经济效益。
汽车发动机变速器壳体BS15-1701002及离合器壳体BS15-1701001的材质为AlSi9Cu3Fe,设备为加工中心SPN50-H.O。例如OP60工序镗φ62+0.02mm孔,采用金刚石镗刀刀片, 刀片型号为TPMH110304SE, 每把刀可加工14000件以上,采用的切削参数为转速4109r/min,切削速度800?m/min,进给量0.10mm,进给速度411mm/min。
离合器壳体T25,T26工位铰削φ6mm孔采用内冷金刚石铰刀,规格为φ6-55L, 在加工中心SPN50-H.O上采用转速5539r/min,切削速度750m/min,进给量1108mm,切削深度0.10mm,每更换一次刀片可加工12000件产品。
金刚石刀片GDCN2004ZDTR1,GDCN2004PDFR3是用于加工壳体的超硬刀具,经过设计专用夹具后,已批量采用高精度EWAG工具磨床进行金刚石刀片的刃磨。
加工壳体变速器R-2工序的金刚石铰刀,使用时在端齿处极易出现打齿的现象,并造成刀具的直接报废。经过在其端面的倒棱部位增加两个R=10mm的圆弧后,刀具寿命明显提高。
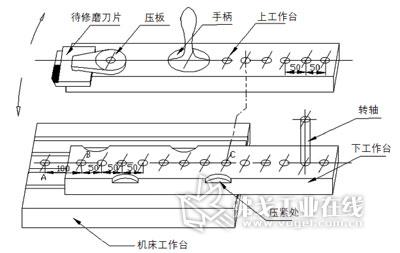
图3 金刚石刀具修磨夹具
金刚石刀具的修磨
1.高质量的刃口半径是保证刀具使用性能的关键
影响超精密加工质量极其重要的一个因素就是金刚石刀具的研磨质量——刃口半径,它关系到切屑变形和最小切削厚度以及产品的表面质量,即表面粗糙度。只有在高精度的专用工具磨床上刃磨出的刃部形面圆滑和刃口半径合理的金刚石及立方氮化硼刀具才能加工出高质量的产品。刃口半径越小,切削厚度越小。切削厚度小过一定界限就不能正常切削。国外研磨最好的金刚石刀具,刃口半径可以小到数纳米,而国内目前研磨的金刚石刀具,刃口半径只能达到0.1~0.3mm。
金刚石刀具,尤其是天然金刚石刀具,经过精磨和仔细的研磨,可以得到极其锋利的切削刃,其钝圆半径可达微米级。在超精密机床上,再配合以合理的刀具几何参数和切削用量,能够加工出超精密的零件。因金刚石刀具的切削刃可以磨得更锋利,且与工件材料间的摩擦系数更小,所以有利于得到更光滑的工件已加工表面。
2.高精度的机床是保证刀具磨削质量的重要方面
机床精度对所修磨的超硬刀具的磨削质量影响最大,是决定刀具使用寿命和加工质量的主要因素,只有在高精机床上才能磨削出合格的,满足生产需要的超硬刀具。
例如:使用瑞士EWAG公司生产的RS15型高精度工具磨床磨削PCD刀具,可以实现镜面加工,Ramin=0.007mm。
机床主轴的回转精度、系统的抗振、进给运动的精度和机床刚度等都通过切削深度的变动量Δap和进给方向的变动量Δf,直接影响所磨削刀具刃部型面的表面粗糙度。低精度机床不可能加工出低粗糙度的刀具。
RS15型高精度工具磨床精度很高,加工状态机床振动幅值0.01mm、导轨直线度小于0.2mm/300mm、控制系统分辨率0.01mm,所以能够加工出高精度的超硬刀具。
3.金刚石刀具的修磨要点
刃磨金刚石刀具所使用的磨轮为金刚石砂轮,粗磨采用M40的金刚石砂轮,精磨采用M16的金刚石砂轮,结合剂采用陶瓷或金刚石烧结刀具专用的金属结合剂,集中度为100~125,砂轮修整用碳化硅砂轮在随机附件或专用夹具上来修整。
磨削前,首先要对砂轮进行平衡性检定,将金刚石砂轮装于凸缘盘后,在平衡仪上作静平衡校正,符合使用要求后,才能将砂轮投入使用。
磨削时,砂轮线速度为800~1000m/min,工作台摆速为30~60次/min,切削液则采用水溶性磨削液。
进行PCD刀片磨削前,前刀面要进行抛光处理,刃磨的刀片由于在制造时已进行了抛光,故可以免除这道工序。精磨后要用30~50倍的显微镜来确认刃口是否有小崩豁;切削非铁金属用的刀片一般无须进行切削刃钝化处理,锋利刀刃的切削效果更佳。
为了保证金刚石刀具的修磨质量,我们设计制造了专用夹具,在RS15型高精度工具磨床对金刚石刀具进行修磨。金刚石刀具修磨夹具如图3所示。
结语
随着时代的发展,对切削刀具的要求也在不断地提高,要求刀具使用寿命更长,加工质量更高,性价比更好,在加工时少用或者完全不用切削液以利于环保,而超硬刀具恰恰在很大程度上满足了航空航天、汽车等工业领域生产中的需要。超硬刀具在21世纪工业生产中必将得到更为广泛的应用,同时新型高性能刀具材料的不断出现也极大地推动了航空航天和汽车工业的发展。
哈尔滨东安汽车发动机制造有限公司
龚淑娟
李峥
热点文章
-

-

智能网联汽车轨迹优化方法研究综述
2026-07-07
-

看见·增程的“第二生长曲线”
2026-07-14
-

中国企业出海中的人才战略与文化融合
2026-07-07
-

面向ISO 34505的自动驾驶场景评价及测试优先级分析
2026-07-13
-

浅谈智能座舱与人机交互技术创新
2026-07-14
-

连接器如何破局?莫仕携“系统级决绝方案”迈入新阶段
2026-07-08
-
浅谈智能座舱与人机交互技术创新
在汽车电动化、智能化、网联化深度融合的产业趋势下,智能座舱已从配置竞争转向技术体系与落地能力的竞争。本文以零跑汽车为案例,从中央集成电子电气架构、高算力硬件、自研车机操作系统、多模态交互、舱驾融合以及车载大模型六大技术维度,对智能座舱与人机交互关键技术进行深入解析,并聚焦底层技术实现、工程化落地、量产应用效果与成本控制逻辑。研究表明,零跑汽车实现了高阶智能技术的大众化,为自主品牌提供了可复制的实践路径,验证了技术落地成效,并指明了未来优化方向。
作者:
-
看见·增程的“第二生长曲线”
-
面向ISO 34505的自动驾驶场景评价及测试优先级分析
-
国产化替代正当时:永铭车规级固液混合电容,为激光雷达发射端与算力核心提供高纹波耐受解决方案
-
智能网联汽车轨迹优化方法研究综述
-
AI《汽车制造业》增刊





评论
加载更多