汽车挡风玻璃的模拟和优化
由于汽车级玻璃在车辆行驶安全中的重要作用,一般均被列为强制性检查零部件。在国标GB9656-2003、欧盟标准ECE-R43以及德国TL957标准中都有全面要求,而国标中对汽车级玻璃的光学要求没有欧盟和德国标准严格、详细。玻璃的几何型面决定了其制造可行性和工艺成本,当型面的弯曲过大时重力成型工艺将无法满足要求,往往需要引进压力成型工艺和模具,同时几何型面也影响了成品件的光学特性,而挡风玻璃的光学特性更是影响行驶安全、室内温度和整车舒适性的重要指标。
汽车玻璃成型工艺主要有:钢化工艺和夹层工艺。钢化玻璃成型(ESG)主要应用在汽车后挡风玻璃、门玻璃和三角窗玻璃上,主要成型方法有重力成型和压力成型;夹层玻璃成型(VSG)主要应用在前挡风玻璃上,目前很多高级车的门玻璃也为夹层玻璃,主要成型方法为重力成型。
以往的汽车玻璃开发往往仅仅依靠追求造型美观,而忽视几何形状对光学等重要指标的影响,从而导致制造成本居高不下、产品光学性能不达标以及行驶安全遭到破坏。本文从汽车前后挡风玻璃重要的光学参数分析入手,深入探讨了几何型面对光学指标和制造工艺的影响,最终以满足光学特性为目的,优化了一般汽车级挡风玻璃的几何型面。
主要光学和几何参数分析
1. 光学参数-玻璃的透光率TL和辐射投射率TE分析
通过对光谱投射率的光谱测量,按如下公式计算:
其中:
根据ISO9050规定,太阳光谱辐射波长范围为280~2500nm,通过对光谱投射率τ(λ)的分光度SPM(λ)测量,进行积分得:
通过对不同颜色级别和厚度等级的玻璃样品进行测量,透光率和辐射投射率的变化如图1所示:图中对白玻璃、绿玻璃和太阳绿玻璃这3种国内最常见的汽车级玻璃进行了评估,厚度范围为2~6mm。从图中可见太阳绿玻璃,也就是我们所说的高吸热绿玻璃对阳光和热量的吸收最好,但绿玻璃的吸收效果与太阳绿玻璃较为接近,由于其成本明显优于前者,因此成为目前国内用量最大的汽车玻璃。
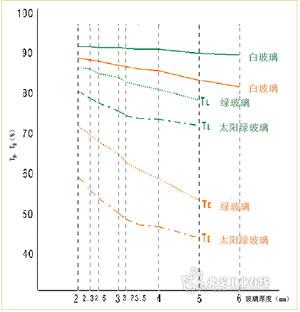
图1 玻璃透光率和辐射投射率变化
2. 光学参数-光学失真分析
光学失真就是在同一玻璃表面上M和M'两点测得的偏转角差α ,这两点间的距离就是它们在同一平面上垂直于视线的投影所具有的距离x。
如图2所示,α=α2-α1,即在M和M'两点上量得的带有符号的偏转角之差;x= MC,就是平行于视线的两射线间的距离。由于这一指标反映了驾驶员视野偏离程度,因此对于保证驾驶员的视野安全非常重要,但却往往在开发中为了追求造型的美观而被忽视。
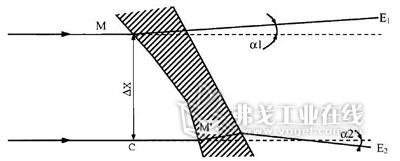
图2 玻璃的光学失真
一般采用屈光度来评价玻璃的光学失真,屈光度为角位移 α在距离x后的变化,玻璃为安装角度下测量屈光度,计算公式如下:
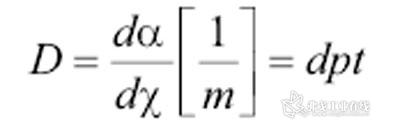
如果按照较为严格的德国大众TL957标准要求,以x= 12mm,要求汽车前后挡风玻璃的屈光度D要求:
A区<75dmpt;
B区<100dmpt;
C区<125dmpt。
其中玻璃的ABC区的划分在ECE-R43和TL957中是一致的,分别为主视区、过渡区和周边区。
3. 几何参数分析
不论是前挡风玻璃还是后挡风玻璃,其母曲面都是一张双曲的A级曲面。图3显示了一前挡风玻璃的轴侧图,其中A-A截面为纵向中心截面,B-B截面为横向主截面,M点为横向最大拱高点,即玻璃拱面的最高点。
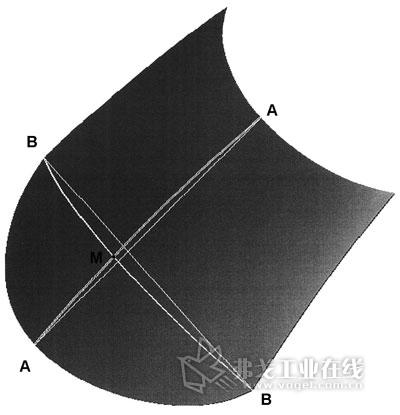
图3 前挡风玻璃纵向中心截面和横向主截面
为了清楚地表现玻璃横纵方向关键几何参数,将A-A和B-B截面分别表示到图4和图5中。后挡风玻璃与前挡风玻璃同理。
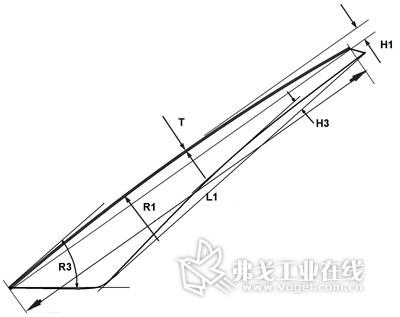
图4 A-A纵向中心截面图
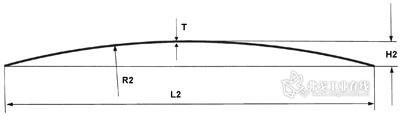
图5 B-B横向主截面图
4. 几何型面对光学参数的影响
玻璃成型难度直接影响玻璃的生产成本和部分光学性能,对成型难度影响最大的参数有:
(1)玻璃的规格,即L1×L2,大规格的玻璃成型难度将提高;
(2)玻璃的曲率半径,即R1和R2值;R1值过小会影响玻璃主视区的光学特性,R2值过小会影响玻璃两侧视区的光学特性;
(3)玻璃的拱高,即H1、H2和H3;拱高过大将导致玻璃难以依靠重力成型,从而导致玻璃在周边附近曲面质量的下降。
图6为某后挡风玻璃的部分几何参数,由于玻璃的对称性,这里仅测量中心截面分割的右侧曲面。其中,R1从最小值1046.8mm过渡到最大值6159.7mm,再降低到4361.0mm结束;R2从最小值323.9mm过渡到最大值3338.1mm结束,H1为22.9mm,H2为90.3mm,H3为22.0mm。
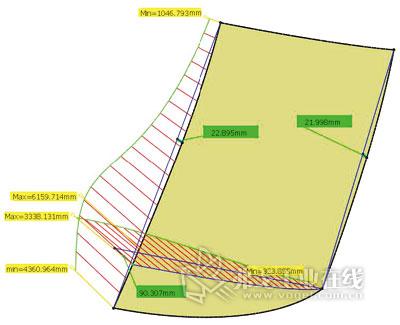
图6 后挡风玻璃几何参数
由此可以看出玻璃在上边和侧边曲率半径过小,曲率半径的变化过陡,将导致侧边与顶边附近的光学失真。而3个拱高数值都偏大,也增大了玻璃的成型难度。而目前国内的后档重力成型模具一般可以接受H1≤15mm,H2≤70mm且R1、R2≥1000mm的玻璃,因此该挡风玻璃只能采用压力成型才可保证玻璃几何型面。具体的模拟结果将在后续的光学指标模拟分析中体现。
几何型面优化和光学指标模拟
1. 几何型面优化方法
由于玻璃为车身外观和形状要求极高的曲面,往往玻璃部分的曲面均为双曲Class A曲面。汽车级Class A曲面主要有如下要求:
(1)曲面片由B样条方法(包括NURBS和Bezier方法)描述,节点向量采用累加弦长参数化方法;
(2)曲面在u、v方向上次数在3次(4阶)至7次(8阶)之间,最高不超过9次(10阶);
(3)相邻曲面片满足连续(曲率过渡均匀,至少满足连续,特殊要求时满足连续);
(4)大的曲面片为全凸曲面(法线方向指向曲面同侧)。
目前国际标准化组织已经将NURBS方法采纳为产品数据描述的标准格式。对于NURBS曲面,将k×l次NURBS曲面按有理分式表示如下:
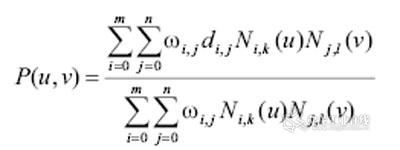
其中,u和v为双控制参数,控制顶点di,j(i=0,1,…,m,j=0,1,…,n)称拓扑矩形阵列,形成一个控制网格。Ni,j为非有理B样条基函数。ωi,j是与顶点di,j联系的权因子,规定四角顶点处用正权因子即ω0,0 ,ωm,0 , ω0,n , ωm,n >0,其余ωi,j≥0 。
本文对图6中后挡风玻璃的几何型面优化,增大了边部曲率半径,曲率半径的过渡明显平缓,适当降低调整了拱高。由于周边白车身板金件的型面限制,拱高的调整不大。图7为几何型面优化后的几何参数,其中,R1从最小值3 233.3mm过渡到最大值3 560.1mm。R2从最小值1 411.9mm过渡到最大值2624.8mm结束,H1为21.6mm,H2为87.7mm,H3为22.0mm。
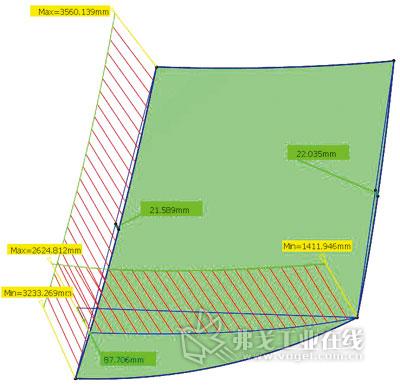
图7 后挡风玻璃几何型面优化后参数
本次优化只要目的在于优化成型模拟后的光学参数,如果继续降低拱高可以实现制造成本的进一步优化。但考虑到玻璃的几何型面与整车造型、整车美观密切相关,过于平坦的玻璃曲面将降低整车的造型效果,因此图7中的几何型面依然需要压力成型工艺生产,对于压力成型和重力成型工艺对制造成本的影响属于另一个范畴。
2. 光学指标模拟分析
考虑到其对驾驶员视野安全的重要性,对于屈光度的模拟是光学指标模拟的关键,而具体评价屈光度时往往采用副像角来评价。按照ECE-R43和TL957中对副像角与屈光度的定量转换界定,我们在模拟中用副像角来评价光学失真可使输出图形更为直观。光学失真用副像角评价为:A区<7′,B区<8′,C区<15′。依据国际标准后挡风玻璃曲面均为B区,即后挡风玻璃曲面任意点的副像角都应小于8′。
图8为对图6后挡风玻璃几何型面优化前的副像角模拟结果,从图中可以看到在顶部和两侧副像角均超标,也证实了之前对该玻璃几何参数的分析结论。
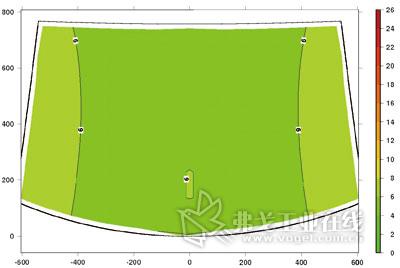
图8 后挡风玻璃几何型面优化前副像角模拟结果
图9为对图7几何型面优化后的后挡风玻璃进行副像角模拟的结果,从图中可以确定玻璃曲面所有点的副像角均合乎要求,证明了之前对几何型面的优化是可行的。
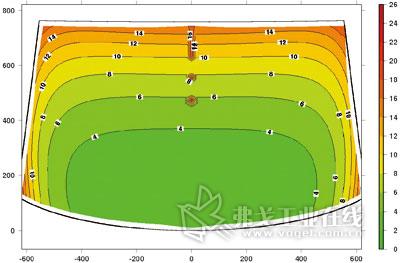
图9 后挡风玻璃几何型面优化后副像角模拟结果
结论与展望
本文通过对汽车级玻璃光学指标的分析入手,把研究重点放在国内目前关注较少的对驾驶安全有潜在影响的屈光度和副像角上。首次将玻璃几何参数对光学指标的影响结合起来研究,通过对重要几何参数的调整和优化,来试图改善玻璃的光学特性。
由于汽车级玻璃A级曲面目前多借助专业工业设计软件生成,暂无法集成在玻璃的光学模拟软件之中,因此目前汽车级玻璃的光学模拟和曲面优化只能在非集成环境下进行。
另外,玻璃的压力成型和重力成型工艺直接关系到汽车级玻璃的生产成本和价格,而几何参数直接决定了玻璃的成型工艺,但可以肯定的是如果设计玻璃曲面用重力成型工艺几何达到相应的几何参数,将解决很大的制造成本。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论