汽车动力总成的信息化解决方案
西门子MCIS是针对发动机和变速箱等汽车动力总成部件生产而提供的完整信息化解决方案,是为适应车间级和工厂级信息化需求而开发的运动控制信息系统。它具有较强的开放性,不同的工控产品可以连接在共同的网络结构下,软件平台统一,硬件结构一致,提供与上位管理软件开放性的接口,为实现全厂ERP提供了软件保障。
随着计算机及网络技术的日益普遍运用,汽车制造业走向网络化、集成化已成为必然的趋势和方向。目前流行的ERP对于汽车制造业来说,侧重于通常的管理部门(人、财、物、产、供、销)或设计、开发等上层部门,而工厂、车间的最底层加工设备——数控机床不能够连接网络或信息化系统就必然成为制约汽车制造业工厂信息化的瓶颈。ERP没能真正地解决汽车制造工厂最关键的问题,而对于面临日益全球化竞争的现代汽车制造工厂来说,第一是要大大提高机床的数控化率,即数控机床必须达到起码的数量或比例,第二就是所拥有的数控机床必须具有双向、高速的联网通讯功能,以保证信息流在工厂、车间的底层之间及底层与上层之间通讯的畅通无阻。
西门子MCIS ( Motion ControlInformation System ) 正是为适应汽车动力总成车间信息化而设计开发的,它包含了基于以太网的众多信息模块,根据实际应用的不同要求,定制成车间级信息管理系统,并提供了完善的通讯接口与ERP连接,为汽车工厂实施ERP管理提供可靠的软件保障。

MCIS的结构与功能
1. 系统结构
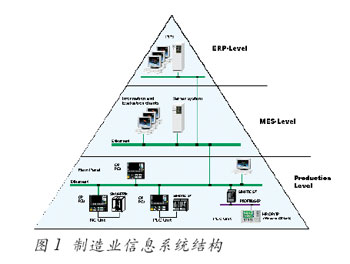
通常的制造业信息系统由ERP、MES和生产控制级三层结构组成(如图 1所示)。西门子MCIS是中间层的制造执行系统,是连接生产级与ERP的桥梁,以实现信息流在底层和上层的畅通无阻,同时具有信息收集、统计、分析和处理功能。MCIS与ERP之间相互独立又相互关联,MCIS构成了一个功能完善的车间管理信息系统。
2. MCIS的功能模块
MCIS是针对发动机和变速箱等汽车动力总成部件生产而提供的完整信息化解决方案,它具有分布式的网络优点,是一个开放性的运动控制信息系统。在实际工程应用中,不同的工控产品可以连接在共同的网络结构下,软件平台统一,硬件结构一致。它主要由以下几大模块组成:生产数据管理、NC程序管理、刀具管理、维修管理和远程诊断(如图2所示)。
(1)生产数据管理
生产数据管理包含机床数据获取(MDA)、工件监控和跟踪(PMT)、生产数据获取(PDA)功能模块。
● 机床数据获取(MDA)
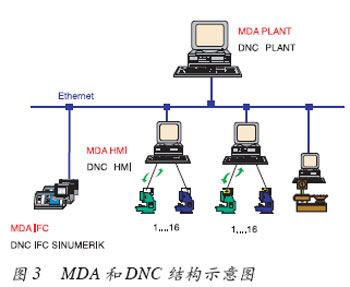
该功能模块通过OPC自动化接口和工业以太网进行生产数据的收集统计,完成报警信息的分类归档、机床运行状态参数分析比较、设备整体效率分析等功能。图3中,MDA IFC安装在连接单台机床的控制面板上,MDA HMI安装在工作站上,最多可连接16台设备、MDA PLANT安装在服务器上,负责信息的分析和管理。信息显示方式可选择表格、曲线、棒图等多种形式。
机床操作面板(如PCU50)与PLC之间的数据传递是通过OPC自动化接口来完成的。PLC向上传递的数据统一放在DB13数据块中,同类数据信息放在相同的位、字节、字或双字中,MDA软件模块以相同的地址收集数据信息。到目前为止,全球范围内已有近300家公司加入了OPC基金会这个国际标准组织,其中包括了所有大型的控制设备厂商和控制软件供应商,这样保证了西门子MCIS具有很大的开放性,可以集成不同厂商的控制设备在同一个网络中。当操作面板与服务器之间的工业以太网通讯出现故障时,收集的生产数据被暂时缓存在操作面板的小型数据库中,通讯恢复正常后再向服务器中的大型数据库传送,避免生产数据丢失。
● 工件监控和跟踪(PMT)
生产数据管理软件包PMT为操作员提供了对生产设施的最优化支持。许多功能的目的在于优化车间操作。将所有的加工结果以及来自生产和装配的附加数据长期地保存在永久性存储器中,对于调查产品责任来说非常重要。用户获得对车间操作的最优化支持:透明的零件管理、满足产品责任立法的要求和在索赔情况下,通过零件跟踪和目标检索,减少优惠和保修成本。
● 生产数据获取(PDA)
生产数据管理PDA软件包从ERP系统(例如SAP R / 3)获得例如生产订单等规定数据,并使操作员在生产级通过操作人员对话框使用这些数据。反过来,工件计数或者报废原因等来自生产的反馈信息记录在生产服务器中,这些项还可以传送到ERP系统。
PDA允许将来自ERP系统的生产订单数据传送以后独立地运行。将订单分发给较低级别的工作站,可以保证在出现电源或者服务器故障的情况下也可以在生产级别独立地运行。这种双级独立的方案保证了系统的高可靠性。
(2)NC程序管理(DNC)
DNC用于工件程序的管理,可进行NC程序和数据的上载及下传,其结构如图3所示。DNC IFC SINUMERIK安装在连接单台机床的控制面板上;DNC HMI安装在工作站上,最多可连接16台设备;DNC PLANT安装在服务器上,实现各机床加工程序的统一管理。NC程序存放在Windows或Unix文件系统中,通过工业以太网进行文件的传递。
(3)刀具管理( TDI )
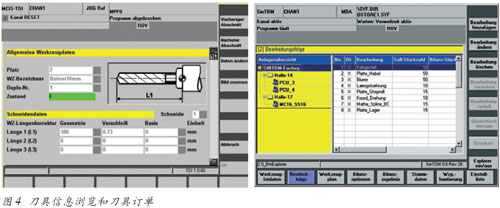
刀具管理是运动控制信息系统获取刀具数据信息( MCIS TDI )的接口,通过该功能模块可以得到车间所有刀具的详细信息,方便操作人员浏览和操作。它能设定刀具的功能参数,生成刀具管理计划,根据一定的数学模型生成刀具订单,并提供了外围设备接口。图4显示的是刀具信息浏览和刀具订单的画面。
(4)维修管理(TPM)
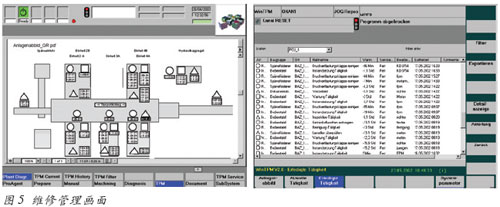
根据专家实际应用经验,建立维修保养计划,系统会自动提示需要维修保养的设备和维修保养的内容,比如清洁、换油、维修等。在维修保养过程中,从显示屏幕上可以看到车间正在进行的维修保养工作和设备信息,并可查询已经完成的工作和将要进行的维修保养工作。做到定期维修保养,减少误工时间,延长设备使用寿命,提高设备的利用率。图5显示的是正在进行维修保养的设备画面和已经完成工作的统计。
(5)远程诊断(RCS)
服务管理提供两种远程控制系统,用于远程操作和监控以及在故障报警时通过电子邮件进行通知。详细信息包含在下列模块中:
● RCS Host 远程控制系统主机
● RCS Viewer 远程控制系统查看器
● RCS @Event 远程控制系统@Event
远程诊断功能使机床制造商或服务人员能够迅速联机到现场,异地对机床进行远程诊断,能够对服务任务进行更为详细的准备,几位专家用电话会议形式同时提出解决方案,最终达到缩短停机时间的目的。当发生故障报警时,自动以电子邮件的形式发送给管理者和技术人员,及时做出处理。
工程应用
国内某柴油机厂新建的发动机车间生产线由缸体、缸盖线组成,现场控制设备包括西门子的数控设备840D和可编程控制器S7等,每台机床分别连接一个PCU50。把这些不同的工控产品连接到同一个信息系统中,首先要建立工业以太网。根据用户所要实现的功能,我们选择MDA、DNC和RCS建成一个车间级信息管理系统,实现图形监视、报警信息归档统计、机床运行状态参数分析比较、OEE设备整体效率分析、加工程序管理和远程诊断等功能。
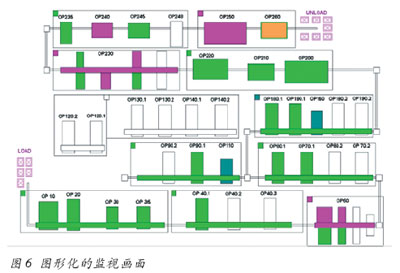
● 图形化的监视功能:机床的工作状态通过七种颜色的图形显示出来,监视管理员从图形的不同颜色很容易了解机床的工作状态,不用到机床运行现场巡查就可知道机床的运行情况,图6所示的是缸体生产线的图形监视画面。
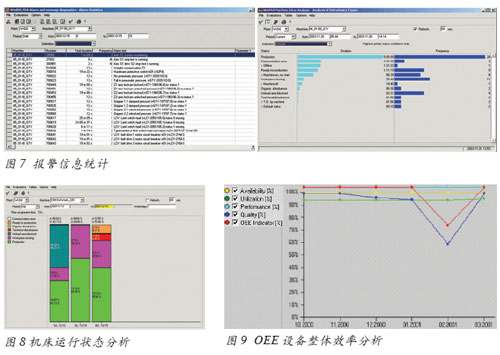
● 报警归档统计功能:机床的当前报警和历史报警都被归档到服务器的数据库中,管理员可以根据需要定义报警过滤器,对数据库进行分类处理,集中显示经过过滤后的报警信息,便于分析发生报警的原因;对于历史报警,数据库分类归档处理,统计出一段时期内发生报警的时间和报警发生的频率,统计结果如图7所示,可以分别用表格和棒图显示。
● 机床运行状态参数分析比较功能:对机床运行的状态归类分析比较,计算出机床运行过程中各状态占用的时间及其所占百分比,特别是机床可利用率和实际使用率以棒图和表格的形式进行比较,给生产管理者提供了直观的决策依据。机床状态参数统计结果如图8 所示。
● OEE设备整体效率分析:OEE指标是一个统计规律的综合性指标,它反映了设备可利用率、实际使用率、产品合格率和设备运行性能等指标,它涉及到设备和管理的各个方面,利用该项指标,可以从宏观上评价出车间的生产运行管理情况。OEE显示结果如图9所示,其中Availability表示在计划生产时间内设备的可利用率,Utilization表示设备的实际使用率,Performance表示实际循环周期与目标循环周期之间的差别,Quality表示产品质量合格率,OEE综合反映以上指标。
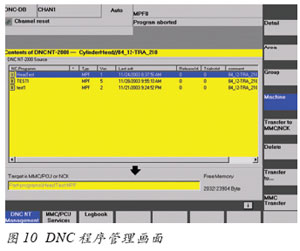
● DNC程序管理:使用该软件模块实现了NC加工程序的统一管理,完成NC 程序管理和归档,完成程序的上传、下传,可为整条生产线机床提供最新的 NC 程序。对于每个NC 程序都有可在 SINUMERIK 上显示的详细信息。NC 程序的管理信息包括NC 程序名称、NC 数据类型(例如,MPF、SPF、TOA 等)、NC 程序的版本识别(1 到 99)、NC 程序启用识别、NC 程序试车识别、NC 程序的作者和修改者、最后访问 NC 程序的日期、NC 程序的评论文件。同时具有NC 程序比较、分级授权管理功能。图10所示的是加工程序下载时的一个画面。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论