让测量技术更完美
通常,模具制造的操作流程为:
1、 设计和物理模型的塑造
在这个阶段,设计人员一般是根据自己的想象和构思进行原型的设计,并使用油泥塑造出满意的形状。由于缺乏原始的设计图纸或CAD模型,加之塑造出来的形状往往是非规则的,很难进行下一步的加工和制造。
2、 物理模型重构
在缺乏设计数据的情况下,一个比较有效的方法就是利用逆向工程技术实现物理模型的重构。主要是利用测量机对第一阶段设计出来的实体模型进行表面点云数据的采集,并传送到CAD系统中进行造型,经过反复的验证和修复,在得到确认后,由CAM系统产生加工路径。
3、 模具的制造
加工中心按照加工路径完成模具的制造。
4、 模具的尺寸验证
在模具制造完成后,利用三坐标测量机进行尺寸的验证,以保证同原始设计尺寸相吻合。
5、 零件冲压
实现设计的批量生产。
6、 最终检验
利用坐标测量机完成制造工件的柔性测量,为过程控制提供帮助,并产生测量数据和设计尺寸的对比。
以上六个步骤完成了模具制造的全过程。在这个过程中,三坐标测量机在点云数据采集、尺寸验证和过程质量控制方面发挥着重要作用。
Brown & Sharpe公司为汽车模具制造业提供的全系列测量机产品,可满足不同测量尺寸和不同测量精度的需要。其中,GLOBAL系列测量机可满足中小型模具的测量;水平臂和龙门系列测量机产品可完成大型模具的高精度测量。这些测量机都能够配备适合模具检测和模具制造的测头和软件技术,能很好地完成汽车模具制造业的测量和数据采集需要。
测头技术
METRIS公司的LC50/LC100是典型的线扫描激光测头,扫描带宽50mm,扫描速度为19200点/秒,可高速完成工件表面数据点的采集,进而利用软件对工件的特定特征或区域进行测量或实现逆向设计。目前该测头已被成功地集成到Brown & Sharpe和DEA公司的测量机系统中,由于它与PH10M完全兼容,可以自由旋转,从而大大扩展了激光扫描测头的应用领域。
通过其自身配备的软件,METRIS公司具有一整套方法处理数字化点云,并能够完成采集数据的预处理,以方便下一步的应用。
虽然激光测头在反求采点测量方面具有效率高的优势,但精度偏低,使其只能被用于精度要求不高或需要二次造型修饰的工件上。在高精度拷贝方面,接触式扫描测头则具有不可替代的优势。在接触式扫描测头中,高性能的扫描控制系统非常关键。DEA公司利用SP600扫描测头开发的Digiscan系统,使用专门设计的扫描控制硬件,是一套非常强大的精密反求拷贝工具。作为一个附加选项,该扫描控制硬件在三坐标测量机上可实现对任意未知曲面的自动扫描,并生成加工指令程序。如果配备具有强大CAD功能的通用测量软件PC-DMIS,该测量机就可实现从简单的箱体类工件测量到复杂的轮廓和曲面的评定和扫描,为汽车模具的长度尺寸检测和形位公差的评定提供了先进的手段。
强大的支持软件
具有强大CAD功能的PC-DMIS软件,为模具设计制造提供了完美的测量方式:PC-DMISCAD++ 软件允许用户采用三维 CAD数据,脱机或者联机生成工件检测程序,同时完成图形化工件模型和探测路径的模拟;强大的PC-DMISCAD图形功能使用户在测量程序下载到车间现场进行实测之前,通过模拟测量运行找到并纠正测量程序错误;完美的三维仿真功能,可以使用户在进行各种元素的实际测量前,图形化检验初始设定的零件检测程序。同时,通过插入图形帮助,用户能够更好地理解复杂的测量任务,并实现对未知数据工件的检测,生成数模,以完成逆向工程应用。PC-DMIS软件主要具备以下特点:
1、数模脱机编程
PC-DMIS软件具有的CAD数模脱机编程特性,使得测量编程准备工作能在测量室以外完成,甚至在零件还未制造出来之前就已经完成了。这对于生产线上使用的测量机而言,意味着投资成本的降低。此外,编程中需要的理论数值,可自动从数模上直接得到,而不需从图纸上查找再由键盘输入,这种变化既提高了效率,又避免了数据输入错误的发生。
上海大众汽车公司就是在所有新车型投产之前,使用CAD数模作脱机测量编程,完成了零件测量程序的编制。
2、图形操作环境
即使在没有CAD数模的情况下,测量软件的图形环境也使用户的操作方式大为改观。首先,测量元素是以三维图形显示的,从而实现了“所见即所得”;其次,在进行相关计算和分析的过程中,可以从显示窗口上直观地选取图形,而不是查找数据库列表里的元素标号。
图形操作环境使用户在工作中具有轻松感,不仅提高了工作效率,而且由于较容易判断测量的中间结果,可以避免许多测量错误。
3、图形报告图形报告
就是在测量结果的基础上, 直接绘制图形, 并将测量数据、理论数值、误差等信息直接标注在图形上。在有CAD数模的情况下,输出的图形即为数模图形;在无CAD数模的情况下,输出的图形为测量元素。但无论是哪种情况,用户都可以自由选择视图方向, 用最合理的投影方向来表达测量结果。
图形报告也可由用户定制和编程。一旦定制完成,即保存在测量程序中,每次测量结束,即自动输出报告。
4、多种中性的接口规范
虽然基于CAD的测量软件包具备多种中性的接口规范,例如:IGES、STEP、VDA等,但最快捷、最精确的方式还是直接导入/导出,即不经中间格式转换而直接输入/输出原始CAD文件。PC-DMIS软件包除了具备这些功能外,还可与多种CAD/CAM软件产品配合,实现网络CAD数据交换。
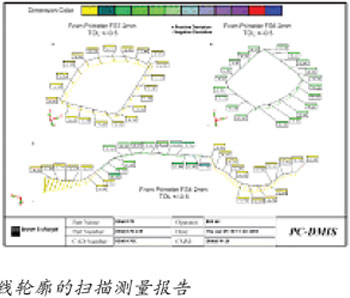
PC-DMIS CAD++强化了软件的扫描和测量功能,为工件建模、模具制造调整以及生产过程中的故障诊断、分析、处理带来了方便。PC-DMIS CAD ++软件所具备的扫描性能,使用户能够快速、高效、准确地测量复杂的几何形状,各种类型的扫描特性能够生成工件表面的不同扫描模式,是检测工件配合表面尺寸的重要工具。此外,该软件还提供了快速、简捷测量薄壁工件(包括钣金件、塑料件、玻璃件和管件)的全套测量程序。

CAD数模的使用,使曲线/曲面的测量数据处理方法由“点到点”改变为“点到曲线”和“点到曲面”,在软件包内部使用的理论模型是真正的曲线/曲面。这一改变提高了测量数据的精度,克服了由测量机的空间定位误差所带来的影响,加上连续扫描测头的应用,使测量效率大幅度提高, 一条扫描线就可实现一个截面轮廓的测量和分析。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论