曲轴“以铁代钢”不是梦
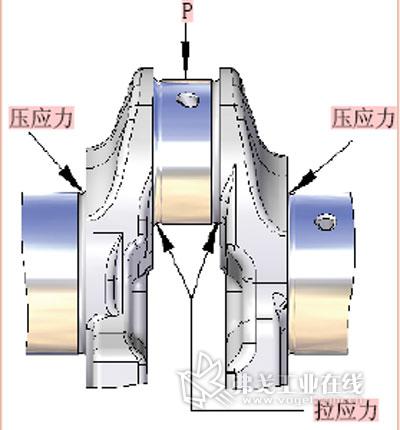
图1 曲轴受压力P时的应力分布
圆角滚压强化工艺可大幅度提高曲轴疲劳强度,进而可以实现曲轴“以铁代钢”,然而圆角滚压存在应力、变形等难以解决的工艺难题。海得曲轴利用圆角滚压与其他工艺相结合,大幅度提高了曲轴的疲劳强度和运行可靠性。
朝阳4105增压中冷柴油机是在原自然吸气的4102柴油机基础上,通过增压中冷、扩缸、提高转速等强化措施来提高功率,而曲轴基本上没有变化。曲轴的运行负荷加大,明显不能满足性能要求。
球铁曲轴之所以不能满足大功率发动机的性能要求,一个主要的原因就是疲劳强度较低。由于圆角滚压对提高曲轴疲劳强度有显著作用,因此它成为曲轴“以铁代钢”的关键工艺。
曲轴圆角滚压强化机理
1.曲轴疲劳断裂的原因
曲轴在发动机中工作时承受很大的弯曲应力和扭转应力,如图1所示。另外,曲轴还承受惯性力矩、输出扭矩以及扭振力矩,受力情况十分复杂。
曲轴在工作中承受交变载荷,圆角过渡处属于薄弱环节,尤其是主轴颈和连杆颈的过渡处更为严重。由于轴颈经过磨削加工后留下的刀痕引起的应力集中,再加之过渡圆角处本身就存在较强的应力集中,在长时间的循环后便会产生裂纹,最终发生疲劳断裂。
2.曲轴圆角滚压强化机理
曲轴的圆角滚压就是利用滚轮的压力作用,在曲轴的主轴颈和连杆颈过渡圆角处形成一条滚压塑性变形带,具有以下特点:
(1)产生了残余压应力,可与曲轴在工作时的拉应力抵消或部分抵消,从而提高疲劳强度。
(2)滚压使圆角处形成高硬度的致密层,使曲轴的机械强度和疲劳强度得到提高。
(3)圆角滚压可使圆角表面粗糙度达到Ra0.2以下,从而大大减小了圆角处的应力集中。
典型曲轴工艺演变分析
以朝阳4102演变成4105柴油机为例,阐述曲轴工艺的演变。
朝阳4102曲轴受气缸的爆发压力P为9MPa,气缸直径为102mm,曲柄臂厚度为23mm,主轴颈宽度为34mm、36mm,连杆颈宽度为38mm,相邻两主轴颈中心距离为119mm。按照QC/T637—2000《汽车发动机曲轴弯曲疲劳试验方法》附录A规定的曲轴名义工作弯矩计算方法得出:朝阳4102曲轴名义工作弯矩为M-1′=K×R×G=806Nm。
我公司采用球墨铸铁材料牌号为QT800-2,正火状态,氮化处理工艺生产该型号曲轴,为验证曲轴的可靠性,我们按照QC/T637—2000《汽车发动机曲轴弯曲疲劳试验方法》之升降法进行疲劳强度试验:试件为本公司生产的朝柴4102球铁柴油机曲轴,经氮化处理。疲劳试件为从成品曲轴上截取的单拐,取其第2、4或1、3拐进行试验,相应编号为“-2”和“-4”或“-1”和“-3”共计21个单拐,试验时随机抽取。
曲轴弯曲疲劳试验在PDC-1电动谐振曲轴弯曲疲劳试验装置上进行,载荷为对称的正弦波,加载频率约55Hz。试验前对系统的载荷施行标定,标定后在所使用的范围内,弯矩的相对误差不大于1.5%。试验的循环基数为107次。定义系统的共振频率下降1Hz为试件失效,相应的裂纹长度约20mm。试件的疲劳试验结果见表1。
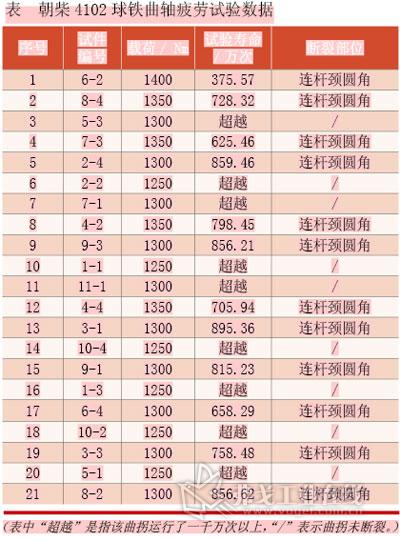
对表中的数据进行配对,可得到有效数据n=9,由此可以计算出4102球铁曲轴的疲劳极限弯矩为:

子样标准差:

变异系数:
由计算结果可知:所得M-1满足置信度≥95%,相对误差≤5%的要求。
由此可见,朝柴4102球铁曲轴存活率50%时的安全系数:
存活率99.9%时的安全系数:

上式中:a,对应概率为P的单侧正态分布分位值;K,与有效数据的对子数目有关的修正系数。本次试验取a=3.09,K=1.051。
由以上安全系数可知,该型号曲轴满足柴油机基本使用要求。
通过一系列措施增大功率的朝阳4105曲轴,受气缸爆发压力P高达13MPa,气缸直径为105mm,其余参数与朝柴4102球铁曲轴完全相同。按照QC/T637—2000《汽车发动机曲轴弯曲疲劳试验方法》附录A规定的曲轴名义工作弯矩计算方法计算。朝阳4105曲轴名义工作弯矩为1234Nm。在曲轴完全相同的情况下,朝柴4105球铁曲轴存活率50%时的安全系数n(50%)≈1.05,存活率99.9%时的安全系数n(99.9%)=0.97<1,断轴的风险太大。
海得曲轴借鉴了国内外最新的研究成果,结合公司实际,通过科研攻关,成功的将氮化加圆角滚压这一复合强化工艺应用于球墨铸铁曲轴,并且提升铸造水平,采用铁模覆砂新技术生产曲轴毛坯,改进热处理工艺,使曲轴材料牌号稳定的达到QT800-4。通过氮化加圆角滚压复合强化工艺生产的朝阳4105球墨铸铁曲轴,经疲劳试验证明:朝柴4105球铁曲轴的疲劳极限弯矩M-1大约为2358Nm,与不采用圆角滚压的曲轴相比,疲劳强度提高近100%。
经计算朝柴4105球铁曲轴的安全系数:n(50%)≈1.9,n(99.9%)≈1.81,满足东风朝柴专家提出的曲轴安全系数最好大于1.8的要求,达到了预期的目的。
圆角滚压变形工艺分析
由以上生产实践可知:曲轴圆角滚压强化工艺是提高曲轴疲劳强度的有效手段,是实现曲轴“以铁代钢”的关键工艺。但经圆角滚压后的曲轴产品,由于内部应力的重新分布,必然存在较大的物理变形,工艺过程参数如不加以优化,很容易造成批量的不合格品。解决变形问题是发挥曲轴圆角滚压工艺优势的门槛。
1. 曲轴圆角滚压凸起问题
对于爆发压力12MPa以下,经疲劳试验满足疲劳弯矩要求的发动机,可采用外圆角滚压工艺(滚压前不切沉割槽)。该工艺简单易行,成本低。其滚压工艺一般排在精磨抛光之后,由于轴颈经过精磨后滚压,滚压后在圆角与轴颈过渡处会产生滚压凸起,由于滚压冷作硬化的缘故,该凸起部位硬度较高,不易修复,成为圆角滚压的一个副产品。因此,该工艺较难推广。但随着圆角滚压工艺的推进以及工艺人员对圆角滚压工艺的深入认识,有的发动机厂的设计人员已经开始接受这一“缺陷”,但接受的前提是通过计算和试验,选择并优化圆角滚压工艺参数,通过优化工艺参数,使这一滚压缺陷在发动机长期工作中不致产生轴瓦接触边缘负荷现象。这项工作在一些产品上已经得到了解决和应用。
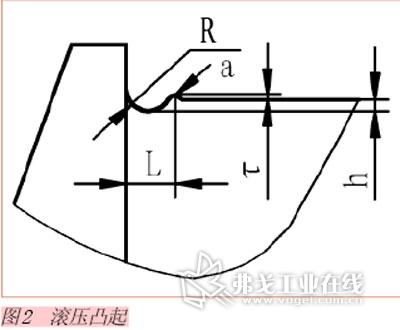
如图2所示:最大滚压凸起τ是滚压力P、滚压圆角R和曲轴基体硬度H的函数:
F(τ)= f(P)+ f(R)+ f(H)
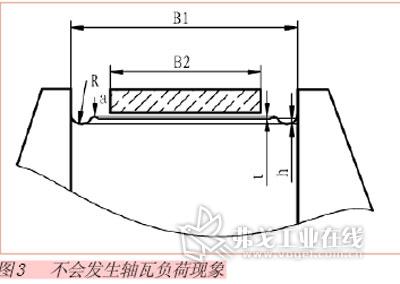
试验表明,只要轴颈上轴瓦边缘处即距轴侧面(B1-B2)/2处凸起τb不超过0.003mm就不会发生轴瓦负荷现象,如图3所示。
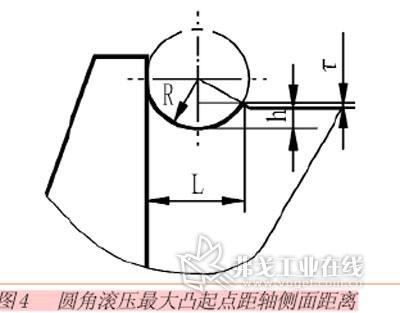
圆角滚压最大凸起点(起始点)a距轴侧面距离L可通过选择滚轮半径R及滚压深度h来确定。参考图4可知 ,其中R为滚轮半径,h是曲轴基体硬度H的函数,h=f(H)可通过试验得到,τ为滚压凸起量。
,其中R为滚轮半径,h是曲轴基体硬度H的函数,h=f(H)可通过试验得到,τ为滚压凸起量。
2. 曲轴圆角滚压轴向变形
柴油机曲轴一般采用的强化工艺是曲轴轴颈表面氮化加圆角滚压的复合强化工艺。生产线上先是将曲轴圆角沉割槽加工成型(此时轴颈也已加工到成品尺寸),再送氮化工序,氮化后再抛光处理,最后圆角滚压强化。经滚压后的曲轴检测后发现长度尺寸发生了变化。由于此时的曲轴分档和档宽尺寸已是最终尺寸,无法再行加工,因此造成了大批的不合格品。
轿车曲轴一般不使用热处理表面处理工艺,采用的强化工艺多为圆角深滚压工艺。只不过是圆角切槽和滚压工序属于粗加工工序,经检测也同样存在滚压使得曲轴变长的现象。此时虽是粗加工工序,但是滚压涨量造成了曲轴轴颈侧面的偏磨,造成了部分不合格品。
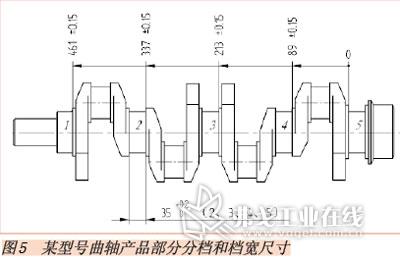
我们对某型号曲轴(材料QT800-4,见图5)取20条作了工艺试验,对滚压前后的主轴分档和档宽尺寸变化进行对比分析,发现:经圆角滚压后的曲轴分档长度都有了增长,而且是四分档尺寸增长的幅度高于任何其他分档尺寸,为0.08~0.12,三分档增长量为0.06~0.1,二分档增长量为0.04~0.06,一分档增长量为0.02~0.04,这是因为四分档尺寸测量累计了所有主轴颈(包括连杆轴颈)滚压后的涨量,而从档宽的尺寸增长来看,也验证了这一点。
针对以上试验结果,我们在编制工艺文件时必须考虑这一因素,在相关工序作为参数补偿反映到工序卡片中,经生产实践证明,取得了满意的效果。
不同的曲轴滚压涨量是不同的。实践证明,各种曲轴圆角滚压的涨量情况比较复杂,它跟曲轴的形状结构、材料的延伸率、滚压力的大小等有着密切的关系,是各种因素综合作用的结果。在实际生产中,只有在稳定的生产条件下,通过工艺试验,摸索出滚压增长的规律,制定合理的工艺参数,才能正确的指导生产。
结语
圆角滚压存在着应力问题、变形问题等难以解决的工艺难题。海得曲轴公司经过多年的科研攻关,最终解决了这一工艺难题。利用圆角滚压与其他工艺相结合,大幅度提高了曲轴的疲劳强度和运行安全系数,真正做到了“以铁代钢”。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论