汽车模具开发中的五步回弹补偿法

图1 汽车前横梁三维图
在板料冲压成形过程中,回弹直接影响到冲压件的尺寸精度。采用五步回弹补偿法可得到准确的回弹补偿量,大大提高模具产品的质量,节省试模时间和费用,缩短工期,降低成本。
回弹是板料冲压成形过程中一种常见但很难解决的问题,板料在外载荷作用下发生任何一种塑性变形时,其变形都是由塑性变形和弹性变形两部分组成。当作用板料上的外载荷卸掉之后,塑性变形区的材料保存残余变形而使零件变形。由于弹性变形区材料的弹性恢复以及塑性变形区材料弹性变形部分的弹性恢复,使其形状、尺寸都发生了与加载时变形方向相反的变化,这种现象称之为回弹,是生产中回弹现象的内因。回弹直接影响到冲压件的尺寸精度。在冲压模具制造中,是最为棘手的难题,如何精确地预测和补偿回弹是目前模具业最为敏感和亟待解决的问题。
五步回弹补偿法的提出
传统依赖于经验公式的方法无法准确地预测回弹。传统中对于冲压件的回弹,在补偿回弹变形时一般仍采用“试错法”,即使用一种成本比较低廉的金属来替代模具本身的材料,用以试验成形后回弹量的大小。这种方法需要操作者具有很高的技能和丰富的经验。依靠反复的修模、试模来进行补偿,需要耗费大量的人力和物力,而且难以保证产品品质。
现在随着计算机硬件和软件技术的提高,使得有限元数值模拟技术成功地应用到薄板成形领域,能够预测冲压件成形中的各种缺陷。如板料成形回弹预测,采用数值迭代方法完成补偿过程的时间少于现在实际生产中采用的“试错法”,并且采用数值模拟方法可大大节约模具开发资金,缩短新产品研发周期。
然而,在实际生产过程中,回弹的产生受到包括模具贴和率、凸凹模间隙、冲压力、冲压速度、温度及湿度等诸多因素的影响。使用有限元技术模拟分析回弹的结果往往在定性分析上能够预测得比较准确,而在定量分析上则和实际的结果有比较大的出入,无法依靠分析结果直接用于实际加工。
本文提出将传统的试错法和现代的有限元分析技术相结合,首先利用有限元模拟分析技术模拟板料成形以后回弹量的大小,再利用传统的试错法得到板料的实际回弹量,之后利用有限元分析模拟实际试模时的回弹量,且通过软件把模拟的回弹结果进行迭代补偿,根据回弹补偿结果得到修正系数K,再根据不同试模状态得到模具修正系数,最终计算出比较准确的回弹补偿量。这种方法我们称之为五步回弹补偿法,简称五步法。
图2 拉延结果
五步回弹补偿法的应用实践
下面根据江淮汽车前横梁来说明五步回弹补偿法在实际生产中的应用。
1.产品介绍
图1为汽车前横梁三维图,其料厚:1.2 mm;材料:SPCEN;坯料尺寸:2070 mm×410 mm×1.2mm。
2.模拟计算回弹结果
首先,对该冲压件进行拉延-切边-翻边-回弹的有限元数值模拟。完全拉延时的冲压件如图2所示。
切边翻边后冲压件的回弹预测结果如图3所示。
从图2、图3中可以看出,回弹变形很不均匀,最大变形量达到了-4.63 mm 。
3.采用试模法得到的回弹结果
在实测中得到的结果最大变形量为-2.3 mm,理论计算与实际试模回弹的差值为-2.33 mm。
4.使用模拟回弹分析迭代补偿的回弹结果
由于采用软件模拟计算与实际试模所得到的回弹量之间存在差值,所以为了减少试模次数,用模拟分析的方法模拟实际的回弹情况。即使用Tebis软件进行三维模型回弹补偿,使模拟分析回弹量与实际试模回弹量相等或相近。最终得到的三维模型回弹补偿量为2 mm。
再用Tebis软件进行三维模型回弹补偿,使模拟分析回弹量近似等于0。最终得到的三维模型回弹补偿量为3.5 mm。
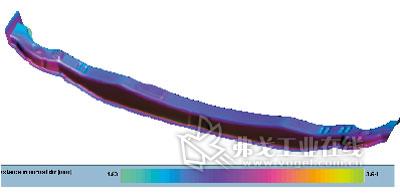
图3 回弹结果
5.通过计算得到最终回弹补偿量
用模拟实际回弹量的补偿量(2 mm)除以模拟回弹量为0时的补偿量(3.5 mm),求得回弹补偿系数K。在本例中,K=0.57,因此,最终回弹补偿量=回弹补偿系数×模具状态系数×模拟分析回弹量(4.63 mm)。本例中,根据凸、凹模间隙,模具表面粗糙度,形面贴和率,冲压速度,以及冲压力等影响模具回弹的主要因素,根据经验公式得到模具状态系数为0.94,因此,本例最终回弹补偿量为2.5 mm。
五步回弹补偿法应用的有益效果
以本公司应用五步回弹补偿为例,说明实施该方法所得的效益。
1.预期经济效益
(1)增产效益:公司现年产大中型模具195套(平均5.5 t/套),约3 000万元产值。涉及单曲面回弹的模具约为40套左右。实现该项目后,工期可缩短20%,则可年等效增产:40×20%=8套;增加产值:8套×5.5 t/套×2.9万元/t=127.6万元。
按平均每套15%利润计算,每年新增加利润:8套×5.5 t/套×2.9万元/t×15%=19.14万元。
(2)成本效益:通常模具调试修理费约占模具价格的15%,即,5.5 t(套)×2.9万元/t×15%=2.4万元/套,全年模具调试费约为2.4万元/套×(195+8)套=487.2万元。实现该项目后,调试次数可减少1/3,全年调试费也减少1/3,即,487.2×1/3=162.4万元。
综合以上计算,我公司每年新增经济效益为:19.14+162.4 =181.54(万元)。
2.预期社会效益
模具产品回弹技术的应用可大大提高模具产品的质量,缩短工期,降低成本,在国际同行业达到先进水平,在国内同行业处于领先地位,填补了沈阳市该领域的技术空白。因此该项目的实施应用和推广会使本地区的模具行业在冲压工艺分析和虚拟模具试模技术水准上提高一个大台阶,从而推动地区模具工业在规模上、技术水平上的飞跃发展,因此具有巨大的社会效益。
结语
通过模拟制件回弹分析-实际制件回弹试验-使用软件进行回弹补偿-把回弹补偿的三维模型重新进行回弹分析-计算得到最终回弹补偿量,这五个步骤所得到的回弹补偿量通过实际应用证明其准确性比较高。因此,此方法在分析单曲面回弹补偿时是可行的,而且可以大大节省试模时间和试模费用。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论