外覆盖件A级曲面变形的研究

本文介绍了汽车A级曲面的定义,以车门外板冲压成形为例,介绍了运用PAMSTAMP-2G软件进行汽车外覆盖件A级曲面回弹变形的分析方法。通过有限元分析方法,在产品设计阶段准确预判A级曲面变形的位置,通过设计优化来提高车型的外观质量。
目前,世界汽车工业正在发生天翻地覆的变化,以欧、美及日为代表的传统市场,已经进入加速恢复阶段,而以“金砖四国”(巴西、俄罗斯、印度和中国)为代表的新兴市场的崛起,正在改变全球汽车产业与市场的格局,正与老牌传统的汽车生产厂商展开角逐。各汽车公司为了迅速占领汽车市场,不断地推出性能良好、价格适中及乘座舒适的汽车产品,以满足汽车用户的要求。而车身是汽车产品的外衣,它不仅影响着汽车的外观质量,而且也影响到汽车的乘座舒适性能。
汽车覆盖件主要缺陷有起皱、破裂和回弹。回弹现象主要表现为整体卸载回弹、切边回弹和局部卸载回弹。当回弹量超过允许公差后,就成为成形缺陷,影响零件的几何精度。而汽车A面区域的回弹使得外观质量大打折扣。通过改善冲压工艺虽然可以在一定程度上减小回弹,但无法从根本上消除。因此,在设计阶段准确地预判汽车外覆盖件A面区域的回弹变形并采取预防措施就非常重要。
A级曲面介绍
A级曲面(Class A Surface)是那些在产品中可见的有特定物理意义的曲面。A级曲面首先用于汽车,并在消费类产品中渐增,它也是美学的需要。
在汽车制造企业有这样的分类法:对于车身来说,A面一般指车身外表可见件及内饰可见件,如顶盖、发动机罩外板、翼子板、保险杠及内饰仪表板等部件;B面是指车门内板及地板等大型不可见件;C面主要是结构件,如支架等不可见件。
如图1的两个曲面相接,视边界连接将会有以下G0、G1和G2三种情况:
1. G0曲线(面)上存在尖点(折断点),在它的两边,斜率和曲率都有跳跃,这种曲线(曲面)只是共同相接于同一边界。用斑马线检测,连接处的斑马线是断开的(见图2);
2. G1曲线(面)上存在切点,在它的两边,斜率是相同的,但曲率有跳跃。这种曲线(曲面)光滑,也就是一阶导数相同,这种曲面共同相切于同一边界,斜率为连续(曲率不一定连续)。用斑马线检测,连接处的斑马线是连接的,但是尖角过渡(见图3);
3. G2曲线(面)上的各个点的曲率都是连续变化的,在共同相接的边界曲率相同,也就是二阶导数相同。用斑马线检测,连接处的斑马线是连接的,而且是圆滑过渡(见图4);
事实上,切连续的点连续能满足大部分基础工业(航空和航天、造船业及BIW等)。基于这些应用,通常并无曲率连续的需要。
A面标准属于汽车企业的核心技术,体现了一个企业的设计水准和风格。欧系和日系企业、专业的设计公司和配件模块供应商的A面标准都是比较高的,都有很严格的A面标准。
预测覆盖件A面变形的方法
我们以某车型车门外板为例,运用PAMSTAMP-2G软件阐述预测汽车覆盖件A面变形的方法。
在应用板料成形有限元仿真分析软件进行覆盖件冲压仿真的过程中,主要包括3个基本部分,即建立设计工艺模面、冲压成形仿真及分析计算结果。对于汽车外覆盖件来说,第一序的拉延成形工序尤为重要,拉延工序的成形效果将决定最终的零件外观质量,拉延工序件的回弹变形在后续成形过程中难以消除。
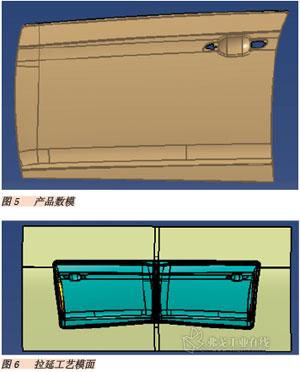
在此,我们将对车门外板(见图5)的拉延工序进行仿真,然后进行拉延后的回弹计算,最后对回弹结果进行分析和研究。
1.拉延工艺模面的设计
通过相关三维CAD 软件(如CATIA V5)完成拉延工序数学模型(见图6)的设计,将其转化为通用数据格式(此例我们转换为IGES)将曲面数据和拉延筋特征读入PAMSTAMP-2G,再进行网格划分。
2.冲压成形仿真过程
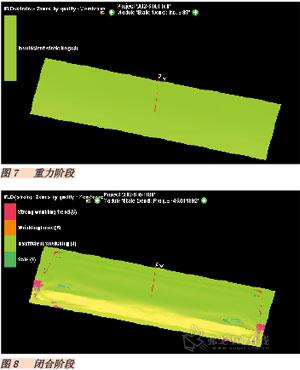
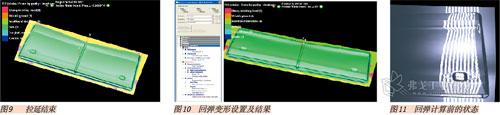
车门外板的材料为B180H1,材料厚度0.7mm,拉延成形过程分为重力阶段、闭合阶段及拉延阶段3个子过程,每个子过程的板料成形状态如图7、图8和图9所示。
3.回弹变形仿真过程
预测A面变形的关键步骤是在PAM中进行回弹的计算,在冲压完毕之后,板料因为内部应力分布不均以及存在弹性变形的原因,形状会发生一定的变化,对最终成形质量有着很大的影响。回弹属性设定过程如下:
(1)定义板料细化属性为“1”;
(2)定义板料回弹属性为“Implicit”;
(3)刚体位移限定对象创建,因为回弹计算使用的是隐式计算,因此,一次要尽可能避免在计算中变形体发生不必要的刚性平移或转动。为此,通过定义变形体上的3个点,共6个位移自由度,以尽可能地避免上述情况的发生(见图10)。
4.冲压成形回弹的检测
常用的曲面品质评价方法有反射线法(Reflection Lines)、等照度线法(Isophote)及高光线法(Highlight Lines)等。PAM软件也提供了多种检测曲面质量的工具,如扫描线检测、高光测试和油石测试方法等。
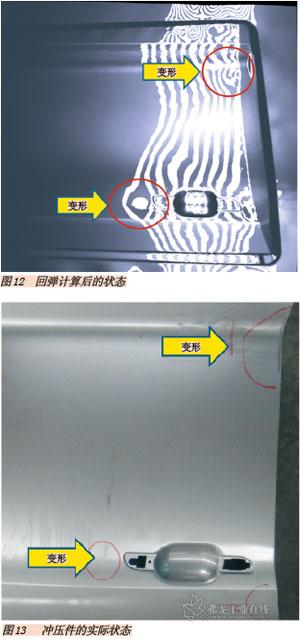
在此,我们运用PAM中的“Analysis”→“Result Analysis”→“Surface Analysis”工具对成形状态和回弹后的状态进行检查和对比,对比结果如图11、图12所示。
通过分析结果和实际状态(见图13)对比,PAM软件准确地判断出了车门外板的回弹变形风险。
结语
汽车覆盖件设计阶段预测它的冲压成形回弹状态是非常关键的工作。由于回弹是成形的最后一步,成形过程模拟中产生的任何误差都会积累到回弹计算阶段,因此,回弹模拟结果的准确性很大程度上取决于成形过程的模拟精度。PAM软件提供了冲压成形整个过程的分析手段,可以比较准确地预测冲压成形的回弹变形,通过设计优化将回弹变形控制在公差范围之内,大大减少了整车的开发成本。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论